TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024140871
公報種別
公開特許公報(A)
公開日
2024-10-10
出願番号
2023052228
出願日
2023-03-28
発明の名称
オートフォーカス装置及び光学装置
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
,
個人
主分類
B23K
26/046 20140101AFI20241003BHJP(工作機械;他に分類されない金属加工)
要約
【課題】 測定対象物のレーザ光照射面の位置の検出に適したAF特性を得ることが可能なオートフォーカス装置及び光学装置を提供する。
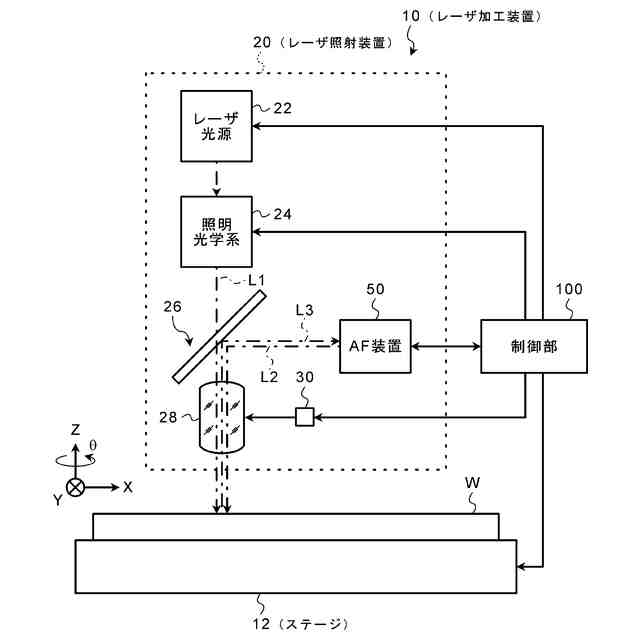
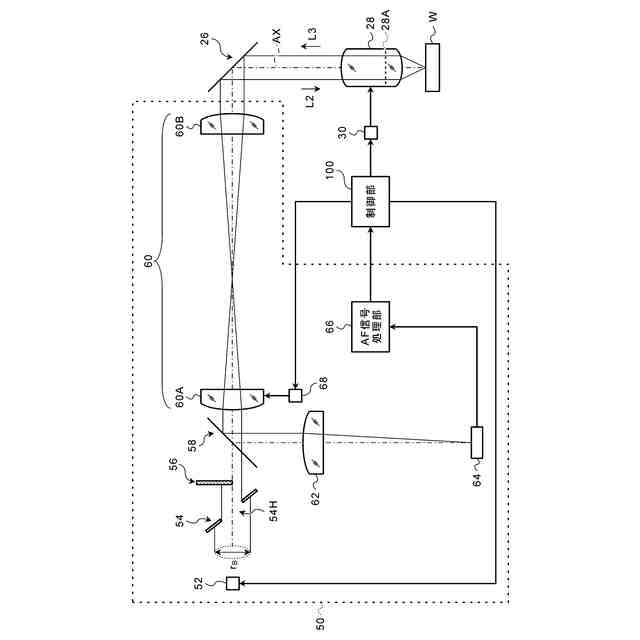
【解決手段】 オートフォーカス装置(50、100)は、測定対象物に対して第1レーザ光を集光する集光レンズよりも上流側に配置されており、集光レンズにより集光される第2レーザ光を第1の方向に沿って遮光するナイフエッジと、第1の方向に垂直な第2の方向に沿う第2レーザ光の開口高さを低く制限する開口制御部と、測定対象物のレーザ光照射面に対して第2レーザ光の集光位置を移動させるためのAF光学系と、第2レーザ光の反射光を受光するディテクタであって、少なくとも第2の方向に沿って配置された2つの受光素子を含むディテクタと、2つの受光素子による受光量に基づいて、第2レーザ光が測定対象物のレーザ光照射面に集光するようにAF光学系を制御するAF制御部とを備える。
【選択図】 図1
特許請求の範囲
【請求項1】
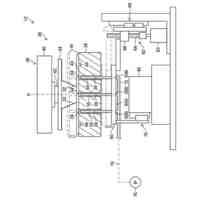
測定対象物に対して第1レーザ光を集光する集光レンズよりも上流側に配置されており、前記集光レンズにより集光される第2レーザ光を第1の方向に沿って遮光する第1のナイフエッジと、
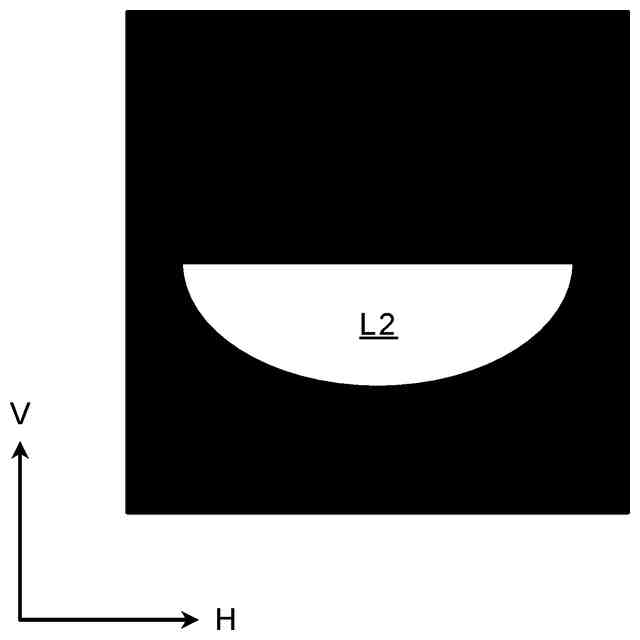
前記集光レンズよりも上流側に配置されており、前記第1の方向に垂直な第2の方向に沿う前記第2レーザ光の開口高さを低く制限する開口制御部と、
前記測定対象物のレーザ光照射面に対して前記第2レーザ光の集光位置を移動させるためのAF光学系と、
前記第2レーザ光の集光位置と光学的に共役な位置に配置されており、前記集光レンズにより集光されて前記測定対象物により反射された前記第2レーザ光の反射光を受光するディテクタであって、少なくとも前記第2の方向に沿って配置された2つの受光素子を含むディテクタと、
前記2つの受光素子による受光量に基づいて、前記第2レーザ光が前記測定対象物のレーザ光照射面に集光するように前記AF光学系を制御するAF制御部と、
を備えるオートフォーカス装置。
続きを表示(約 870 文字)
【請求項2】
前記第2の方向に沿って遮光する第2のナイフエッジを備え、
前記ディテクタは、前記第2の方向に加えて前記第1の方向に沿って配置された4つの受光素子を含んでおり、
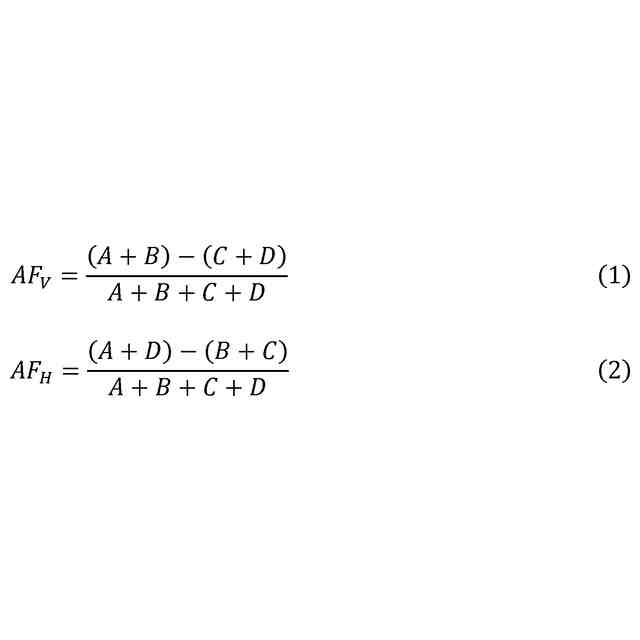
前記AF制御部は、前記第1の方向に沿う受光素子の組の受光量を合算して求めた第1のAF特性と、前記第2の方向に沿う受光素子の組の受光量を合算して求めた第2のAF特性に基づいて、前記第2レーザ光が前記測定対象物のレーザ光照射面に集光するように前記AF光学系を制御する、
請求項1に記載のオートフォーカス装置。
【請求項3】
前記開口制御部は、前記第2レーザ光の前記第2の方向に沿う幅を制限する、請求項2に記載のオートフォーカス装置。
【請求項4】
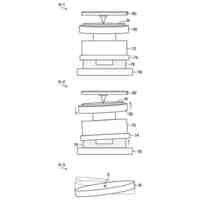
前記開口制御部は、第2レーザ光が通過する開口が形成された平面状の部材を含んでおり、前記第2レーザ光に対して、前記平面状の部材を傾けることにより、前記第2の方向に沿う前記第2レーザ光の開口高さを制限する、請求項1から3のいずれか1項に記載のオートフォーカス装置。
【請求項5】
前記第2レーザ光の開口高さは、前記第1の方向に沿う前記第2レーザ光の開口の幅の0.2倍~0.7倍である、請求項1から3のいずれか1項に記載のオートフォーカス装置。
【請求項6】
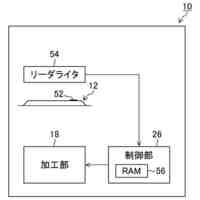
請求項1から3のいずれか1項に記載のオートフォーカス装置と、
前記測定対象物に対して前記第1レーザ光を集光する集光レンズと、
前記オートフォーカス装置により前記第2レーザ光が集光された前記測定対象物のレーザ光照射面の位置に基づいて前記集光レンズによる前記第1レーザ光の集光位置を制御する制御部と、
を備える光学装置。
【請求項7】
前記光学装置は、前記測定対象物の内部に前記第1レーザ光を集光させてレーザ加工領域を形成するためのレーザ加工装置、又は前記レーザ加工領域を検出するための亀裂検出装置である、請求項6に記載の光学装置。
発明の詳細な説明
【技術分野】
【0001】
本発明はオートフォーカス装置及び光学装置に係り、特に測定対象物の内部に光を集光させる光学装置(例えば、レーザ加工装置又は亀裂検出装置等)に適用可能なオートフォーカス装置及び光学装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、半導体ウェーハ等の測定対象物(以下、ウェーハという。)の内部に集光点を合わせてレーザ光を切断予定ラインに沿って照射し、加工ラインに沿ってウェーハ内部に切断の起点となるレーザ加工領域を形成するレーザ加工装置(レーザーダイシング装置ともいう。)が知られている。レーザ加工領域が形成されたウェーハは、エキスパンド又はブレーキングといった割断プロセスによって分割予定ラインで割断されて個々のチップに分断される。
【0003】
レーザ加工装置では、ウェーハの内部に形成するレーザ加工領域をウェーハのレーザ光照射面から一定の深さに形成するため、ウェーハのレーザ光照射面の高さ位置(厚み方向位置)を検出してレーザ光の集光点のウェーハのレーザ光照射面からの深さを高精度に制御する必要がある。
【0004】
特許文献1では、集光レンズにより加工用レーザ光と測距用(AF(Automatic Focus)用)レーザ光とをウェーハに向けて同時に集光させ、ウェーハのレーザ光照射面で反射されたAF用レーザ光の反射光を検出することにより、ウェーハのレーザ光照射面の位置を演算する。そして、加工用レーザ光の集光点の位置がウェーハのレーザ光照射面から一定の深さとなるように集光レンズの位置を調整するようになっている。
【0005】
上記のようなレーザ加工装置では、開口数が高い集光レンズが用いられるため、ウェーハのレーザ光照射面の変位を検出可能な測定範囲(フォーカス引き込み範囲)が極めて狭くなる。レーザ加工領域のウェーハのレーザ光照射面からの深さを変更するために、加工用レーザ光の集光点の位置を変更すると、それに伴いAF用レーザ光の集光点の位置も変更される。AF用レーザ光の集光点の位置が変更されて、集光点とウェーハのレーザ光照射面との間隔がフォーカス引き込み範囲よりも大きくなると、ウェーハのレーザ光照射面の変位を検出することができなくなってしまう。
【0006】
ウェーハのレーザ光照射面の位置を安定的に検出可能とするためには、フォーカス引き込み範囲を拡大する必要がある。この点について、特許文献2には、集光レンズによるAF用レーザ光の集光像の直径(スポット径)を大きくすることにより、フォーカス引き込み範囲を拡大可能であることが開示されている。
【先行技術文献】
【特許文献】
【0007】
特開2007-167918号公報
特開2015-186825号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献2によれば、スポット径を大きくする、例えば、光源に大きさを持たせることにより、フォーカス引き込み範囲を拡大することができる。
【0009】
しかしながら、レーザ加工装置では、入手性等の実装上の都合により、AF用の光源として、発光部が一定の大きさを有する光源(例えば、面光源)ではなく、発光部が小さく点光源とみなせるレーザ光源が用いられる。このようなレーザ光源をAF用の光源として用いた場合、フォーカス引き込み範囲が極めて狭くなる。
【0010】
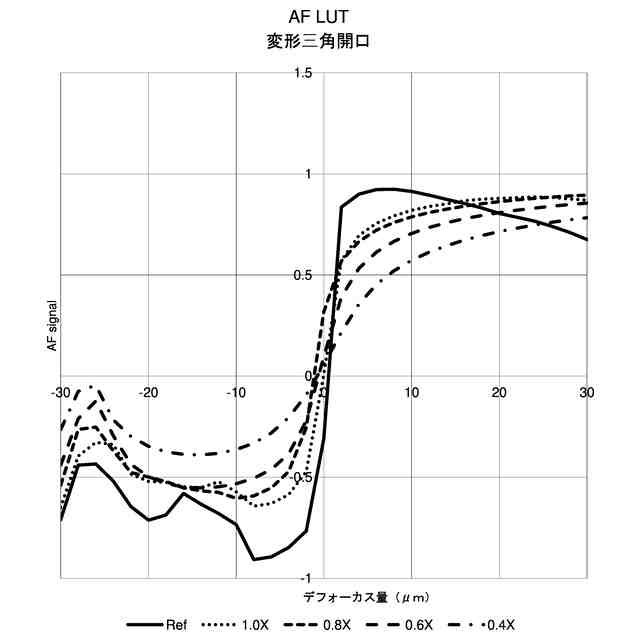
一方、なんらかの方法でフォーカス引き込み範囲を拡大した場合、ウェーハのレーザ光照射面の位置は安定的に検出可能となるが、AF特性を示すカーブの傾きが緩やかになってしまい、フォーカス感度が低下する場合がある。フォーカス感度が低下すると、ウェーハのレーザ光照射面の位置の検出精度が低下する場合がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東京精密
プローバ
3日前
株式会社東京精密
プローバ
3日前
株式会社東京精密
充放電試験システム
3日前
株式会社東京精密
プローブ及び形状測定装置
4日前
株式会社東京精密
プローバ及びプローブ検査方法
3日前
株式会社東京精密
プローバ及びウェーハ搬送方法
3日前
株式会社東京精密
溝形状測定方法及び溝形状測定装置
3日前
株式会社東京精密
駆動制御装置、駆動制御方法、プログラム及びプローバ
3日前
株式会社東京精密
ダイシング装置
3日前
株式会社東京精密
エッジ部のチッピング検出装置
3日前
株式会社東京精密
トリミング用ブレードのドレッシングプレート、およびトリミング用ブレードのドレッシング方法
3日前
個人
面取り装置
1か月前
個人
電気抵抗溶接用電極
2か月前
個人
コンタクトチップ
3日前
日東精工株式会社
ねじ締め機
13日前
日東精工株式会社
ねじ締め機
13日前
株式会社FUJI
工作機械
2か月前
トヨタ自動車株式会社
治具
14日前
有限会社ハラダ印刷
穿孔機用案内板
2か月前
株式会社ダイヘン
スタッド溶接電源
5日前
株式会社ダイヘン
アーク溶接制御方法
2か月前
株式会社ダイヘン
くびれ検出制御方法
1か月前
株式会社MOLDINO
ドリル
1か月前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
3日前
津根精機株式会社
鉄筋切断装置
1か月前
株式会社FUJI
ワーク置き台
10日前
福井県
マルチマテリアルの点接合構造
2か月前
株式会社ダイヘン
回転アーク溶接方法
2か月前
個人
交換式給油ブラシの切削油の給油器
1か月前
光精工株式会社
クーラントタンク
10日前
株式会社向洋技研
スポットネジ及び電極
2か月前
株式会社不二越
エンドミル
1か月前
旭精工株式会社
シャフトブレーキ
3日前
古川精機株式会社
タッピングガイド
7日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ