TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024142545
公報種別
公開特許公報(A)
公開日
2024-10-11
出願番号
2023054709
出願日
2023-03-30
発明の名称
センサ素子及びセンサ素子の製造方法
出願人
日本碍子株式会社
代理人
弁理士法人桐朋
主分類
G01N
27/409 20060101AFI20241003BHJP(測定;試験)
要約
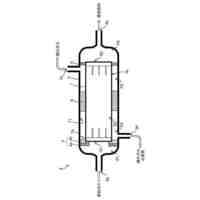
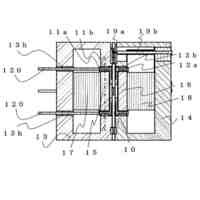
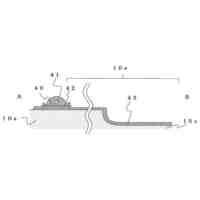
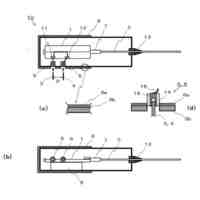
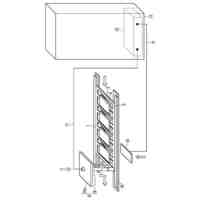
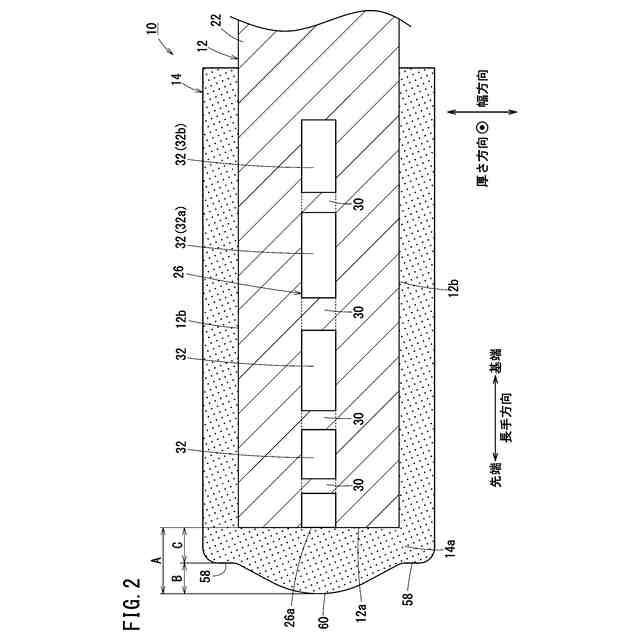
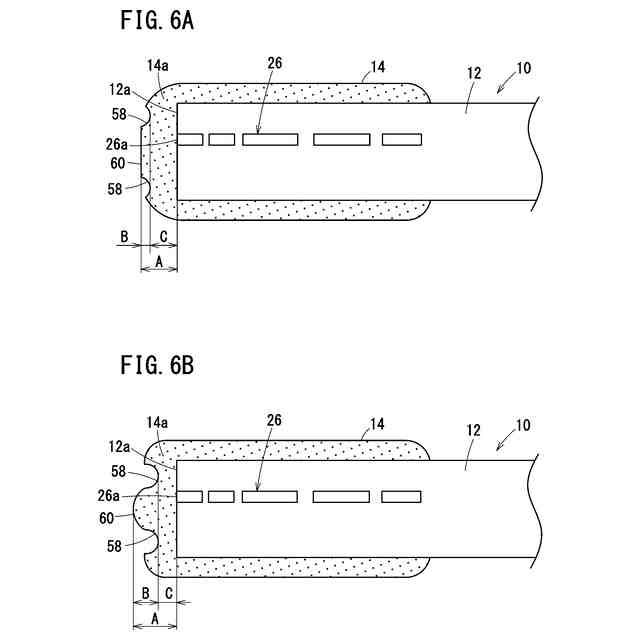
【解決手段】センサ素子10は、ガスを取り込むキャビティ26を先端側に有する本体12と、本体12の先端側の外周面を覆う多孔質保護層14と、を備え、多孔質保護層14は、先端面12aにおいて、少なくともキャビティ26と長手方向に重なる部分を覆う水滴阻止構造と、水滴阻止構造の周囲で先端面12aを覆う肉薄部58と、を備える。
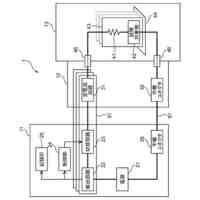
【選択図】図1
特許請求の範囲
【請求項1】
ガスを取り込むキャビティを先端側に有する本体と、
前記本体の前記先端側の外周面を覆う多孔質保護層と、を備え、
前記多孔質保護層は、
前記本体の先端面において、少なくとも前記キャビティと前記先端面に垂直な長手方向に重なる部分を覆う水滴阻止構造と、
前記水滴阻止構造の周囲で前記先端面を覆う肉薄部と、
を備える、センサ素子。
続きを表示(約 1,400 文字)
【請求項2】
請求項1記載のセンサ素子であって、
前記キャビティは、前記長手方向に沿って延びており、
前記水滴阻止構造は、前記肉薄部よりも大きな厚みを有する前記多孔質保護層の凸部である、センサ素子。
【請求項3】
請求項1記載のセンサ素子であって、前記本体は、前記長手方向に長く延びた直方体状に形成され、かつ、前記本体は、前記長手方向に垂直な幅方向の寸法が前記長手方向及び前記幅方向に垂直な厚さ方向の寸法よりも大きな扁平な平板形状を有し、
前記水滴阻止構造は、前記先端面において前記幅方向及び前記厚さ方向の中央に位置する、センサ素子。
【請求項4】
請求項1記載のセンサ素子であって、前記肉薄部は、前記キャビティの前記長手方向の延長線上を避けた位置に形成される、センサ素子。
【請求項5】
請求項1~4のいずれか1項に記載のセンサ素子であって、前記肉薄部の厚みCから前記水滴阻止構造の厚みAとの差分値Bと、前記水滴阻止構造の厚みAと、の比率B/Aは、0.05~0.6の範囲である、センサ素子。
【請求項6】
請求項1~4のいずれか1項に記載のセンサ素子であって、前記肉薄部の厚みCから前記水滴阻止構造の厚みAとの差分値Bと、前記水滴阻止構造の厚みAと、の比率B/Aは、0.1~0.58の範囲である、センサ素子。
【請求項7】
請求項1~4のいずれか1項に記載のセンサ素子であって、前記キャビティは、前記先端面に開口する、センサ素子。
【請求項8】
ガス成分を取り込むキャビティを先端側に有する本体と、前記本体の前記先端側の外周面を覆う多孔質保護層と、を有するセンサ素子の製造方法であって、
前記本体の側面にプラズマ溶射で前記多孔質保護層を成膜する第1溶射工程と、
前記本体の先端面にプラズマ溶射で前記多孔質保護層を成膜する第2溶射工程と、を有し、
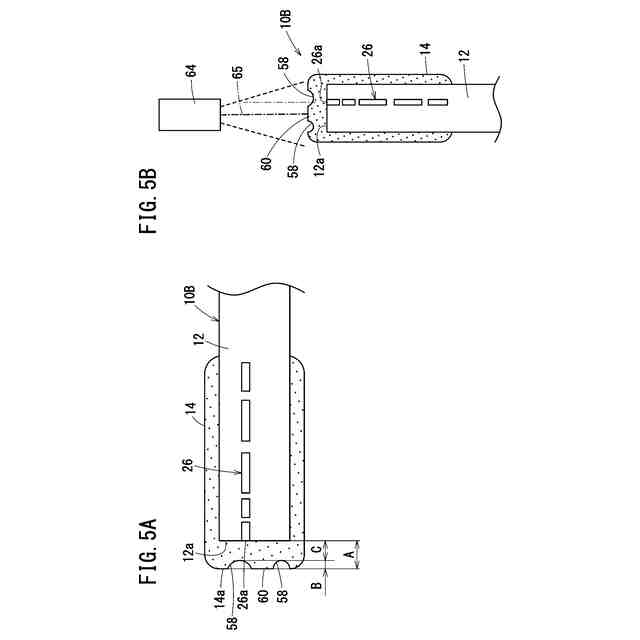
前記第2溶射工程は、前記先端面に向かい合うように、溶射ガンを配置し、かつ前記溶射ガンで成膜効率が最も高くなるノズル中心を前記キャビティの前記先端面に垂直な長手方向の延長線上に位置合わせしてプラズマ溶射を行うことで、前記先端面において、少なくとも前記キャビティと前記長手方向に重なる部分を覆う肉厚の凸部と、前記凸部の周囲の前記先端面を覆う肉薄部とを有する前記多孔質保護層を形成する、センサ素子の製造方法。
【請求項9】
ガス成分を取り込むキャビティを先端側に有する本体と、前記本体の前記先端側の外周面を覆う多孔質保護層とを有するセンサ素子の製造方法であって、
前記本体の側面にスプレー法で前記多孔質保護層を成膜する第1スプレー工程と、
前記本体の先端面にスプレー法で前記多孔質保護層を成膜する第2スプレー工程と、を有し、
前記第2スプレー工程は、前記先端面に向かい合うように、スプレーガンを配置し、かつ前記スプレーガンによる成膜効率が最も高くなるノズル中心を前記キャビティの前記先端面に垂直な長手方向の延長線上に位置合わせしてスプレーすることで、前記先端面において、少なくとも前記キャビティと前記長手方向に重なる部分を覆う肉厚の凸部と、前記凸部の周囲の前記先端面を覆う肉薄部とを有する前記多孔質保護層を形成する、センサ素子の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ガス成分を検出するセンサ素子及びセンサ素子の製造方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
NOx又は酸素等のガス成分の濃度の検出に、セラミックスからなるセンサ素子が使用される。このようなセンサ素子は、高温で使用される。高温のセンサ素子の本体への水滴の付着は、熱衝撃で本体を破損させるおそれがある。
【0003】
特許文献1は、本体の周囲を多孔質保護層で覆うことで、熱衝撃から本体を保護するセンサ素子を開示する。
【0004】
特許文献2も多孔質保護層で本体を覆ったセンサ素子を開示する。この多孔質保護層は、表面に水滴を捉える凹部を有する。凹部は、水滴を素早く乾燥させて多孔質保護層の破損を防止する。
【0005】
特許文献3も多孔質保護層で本体を覆ったセンサ素子を開示する。特許文献3には、水滴による多孔質保護層の損傷を防止するために、水滴に弱い角部の膜厚を厚くした多孔質保護層が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開2016-109685号公報
特開2009-080111号公報
特開2019-039693号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1~3のセンサ素子は、最も脆弱な部分である本体の先端部分を効率よく保護できないため、多孔質保護層を全体的に厚くする必要がある。厚い多孔質保護層は、生産に時間を要するとともに、熱容量の増大による起動時の消費電力の増加や、ガス拡散時間の増大に伴うセンサ素子の応答性の悪化といった問題を生ずる。
【0008】
本発明は、上記した課題を解決することを目的とする。
【課題を解決するための手段】
【0009】
[項目1]
本発明の一観点は、ガスを取り込むキャビティを先端側に有する本体と、前記本体の前記先端側の外周面を覆う多孔質保護層と、を備えるセンサ素子であって、前記多孔質保護層は、前記本体の先端面において、少なくとも前記キャビティと前記先端面に垂直な長手方向に重なる部分を覆う水滴阻止構造と、前記水滴阻止構造の周囲で前記先端面を覆う肉薄部と、を備える。上記のセンサ素子は、本体の中でも応力が集中して最も破損しやすい、先端面において、キャビティの長手方向に重なる部分を水滴阻止構造で保護し、その周囲に肉薄部を設けることで、必要な部分を効率よく多孔質保護層で保護できる。その結果、センサ素子は、先端の熱容量を低減でき、センサ素子の応答性を改善できる。
[項目2]
項目1記載のセンサ素子であって、前記キャビティは、前記長手方向に沿って延びており、前記水滴阻止構造は、前記肉薄部よりも大きな厚みを有する前記多孔質保護層の凸部であってもよい。このセンサ素子は、最も簡単な構造で水滴阻止構造を実現できる。
[項目3]
項目1又は2記載のセンサ素子であって、前記本体は、前記長手方向に長く延びた直方体状に形成され、かつ、前記本体は、前記長手方向に垂直な幅方向の寸法が前記長手方向及び前記幅方向に垂直な厚さ方向の寸法よりも大きな扁平な平板形状を有し、前記水滴阻止構造は、前記先端面において前記幅方向及び前記厚さ方向の中央に位置してもよい。
[項目4]
項目1~3のいずれか1項に記載のセンサ素子であって、前記肉薄部は、前記キャビティの前記長手方向の延長線上を避けた位置に形成されてもよい。このセンサ素子は、水滴の付着による本体の破損を防止できる。
[項目5]
項目1~4のいずれか1項に記載のセンサ素子であって、前記肉薄部の厚みCから前記水滴阻止構造の厚みAとの差分値Bと、前記水滴阻止構造の厚みAと、の比率B/Aは、0.05~0.6の範囲であってもよい。このセンサ素子は、多孔質保護層の生産性と、水滴の付着に対する本体の破損しにくさとを両立できる。
[項目6]
項目1~4のいずれか1項に記載のセンサ素子であって、前記肉薄部の厚みCから前記水滴阻止構造の厚みAとの差分値Bと、前記水滴阻止構造の厚みAと、の比率B/Aは、0.1~0.58の範囲でもよい。このセンサ素子は、生産性と、水滴付着に対する本体の破損しにくさと、においてより好適である。
[項目7]
項目1~6のいずれか1項に記載のセンサ素子であって、前記キャビティは、前記先端面に開口してもよい。
[項目8]
本発明の別の一観点は、ガス成分を取り込むキャビティを先端側に有する本体と、前記本体の前記先端側の外周面を覆う多孔質保護層と、を有するセンサ素子の製造方法であって、前記本体の側面にプラズマ溶射で前記多孔質保護層を成膜する第1溶射工程と、前記本体の先端面にプラズマ溶射で前記多孔質保護層を成膜する第2溶射工程と、を有し、前記第2溶射工程は、前記先端面に向かい合うように、溶射ガンを配置し、かつ前記溶射ガンで成膜効率が最も高くなるノズル中心を前記キャビティの前記先端面に垂直な長手方向の延長線上に位置合わせしてプラズマ溶射を行うことで、前記先端面において、少なくとも前記キャビティと前記長手方向に重なる部分を覆う肉厚の凸部と、前記凸部の周囲の前記先端面を覆う肉薄部とを有する前記多孔質保護層を形成する。上記のセンサ素子の製造方法は、第2溶射工程において、溶射ガンのノズル中心を大きく移動させる必要がないため、多孔質保護層をより効率良く製造できる。
[項目9]
本発明の別の一観点は、ガス成分を取り込むキャビティを先端側に有する本体と、前記本体の前記先端側の外周面を覆う多孔質保護層と、を有するセンサ素子の製造方法であって、前記本体の側面にスプレー法で前記多孔質保護層を成膜する第1スプレー工程と、前記本体の先端面にスプレー法で前記多孔質保護層を成膜する第2スプレー工程と、を有し、前記第2スプレー工程は、前記先端面に向かい合うように、スプレーガンを配置し、かつ前記スプレーガンによる成膜効率が最も高くなるノズル中心を前記キャビティの前記先端面に垂直な長手方向の延長線上に位置合わせしてスプレーすることで、前記先端面において、少なくとも前記キャビティと前記長手方向に重なる部分を覆う肉厚の凸部と、前記凸部の周囲の前記先端面を覆う肉薄部とを有する前記多孔質保護層を形成する。上記のセンサ素子の製造方法は、第2スプレー工程において、スプレーガンのノズル中心を大きく移動させる必要がないため、多孔質保護層をより効率良く製造できる。
【発明の効果】
【0010】
上記のセンサ素子及びセンサ素子の製造方法は、熱衝撃から本体を保護しつつ、多孔質保護層を薄くできる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本碍子株式会社
熱処理炉
21日前
日本碍子株式会社
ハニカムフィルタ
28日前
日本碍子株式会社
ハニカムフィルタ
28日前
日本碍子株式会社
ローラ式コンベヤの搬送物の傾き修正装置
28日前
日本碍子株式会社
分離膜モジュール
今日
個人
地震予測システム
2日前
日本精機株式会社
検出装置
7日前
株式会社小野測器
測定器
8日前
スガ試験機株式会社
環境試験機
1か月前
株式会社高橋型精
採尿具
28日前
株式会社トプコン
測量装置
1か月前
日本精機株式会社
補助計器システム
22日前
中国電力株式会社
短絡防止具
20日前
アルファクス株式会社
積層プローブ
20日前
キヤノン電子株式会社
サーボ加速度計
20日前
株式会社トプコン
測量システム
1か月前
キヤノン電子株式会社
サーボ加速度計
今日
キヤノン電子株式会社
サーボ加速度計
今日
大成建設株式会社
風力測定装置
7日前
株式会社関電工
内径測定装置。
28日前
リンナイ株式会社
電気機器
7日前
株式会社精工技研
光電圧プローブ
7日前
積水樹脂株式会社
建築物用浸水測定装置
1か月前
日本特殊陶業株式会社
ガスセンサ
1か月前
倉敷紡績株式会社
フィルム測定装置
28日前
Igr技研株式会社
Igr測定装置
7日前
トヨタ自動車株式会社
校正システム
1か月前
ミツミ電機株式会社
流体センサ
28日前
個人
純金を作用電極に用いたORP測定装置
今日
三菱電機株式会社
絶縁検査装置
1か月前
株式会社XMAT
測定装置および方法
28日前
株式会社共和電業
物理量検出用変換器
7日前
JFEスチール株式会社
試験装置
1日前
株式会社明電舎
応答時間評価方法
1日前
個人
作業機械の回転角度検出装置
1日前
エスペック株式会社
高電圧試験装置
20日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ