TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024140509
公報種別
公開特許公報(A)
公開日
2024-10-10
出願番号
2023051672
出願日
2023-03-28
発明の名称
防錆性能管理システム
出願人
マツダ株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
G01N
17/02 20060101AFI20241003BHJP(測定;試験)
要約
【課題】金属製品の表面に設けられた絶縁性塗膜の防錆性能を管理する防錆性能管理システムにおいて、防錆性能の異常の予兆を精度よく検出可能にする。
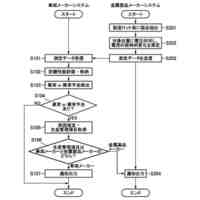
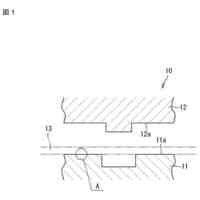
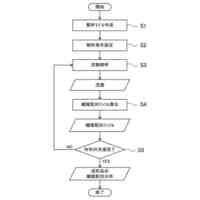
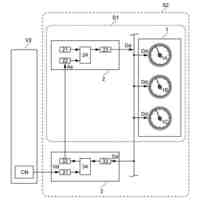
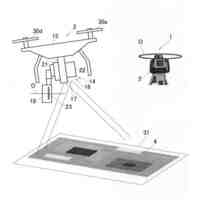
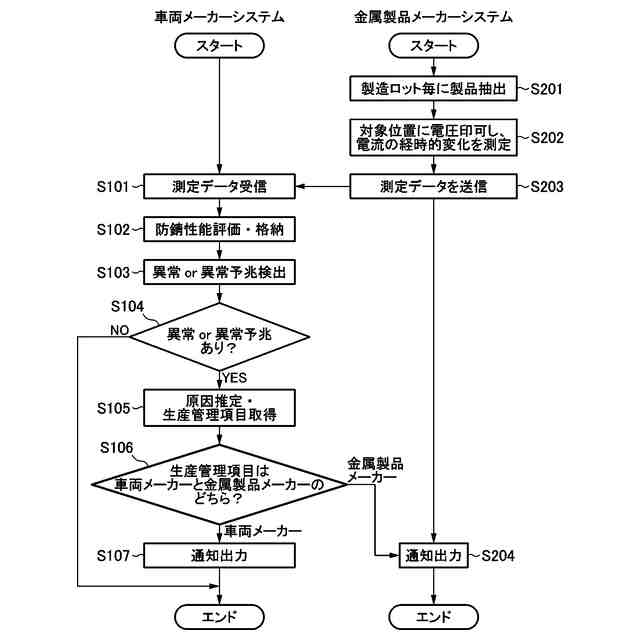
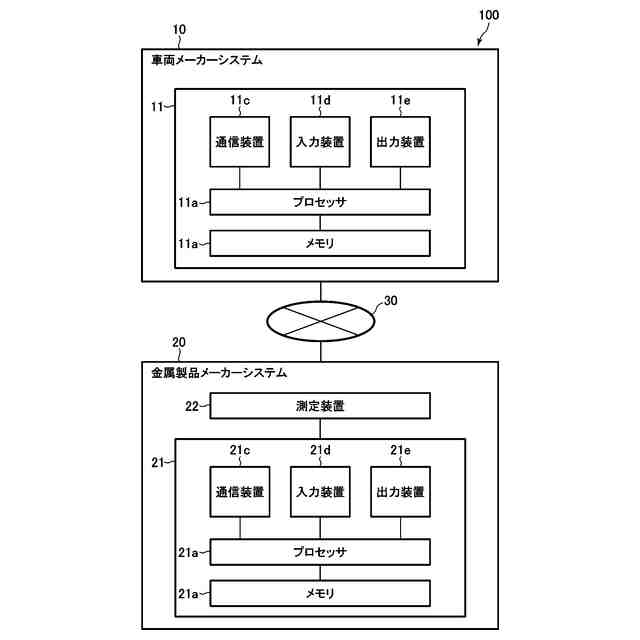
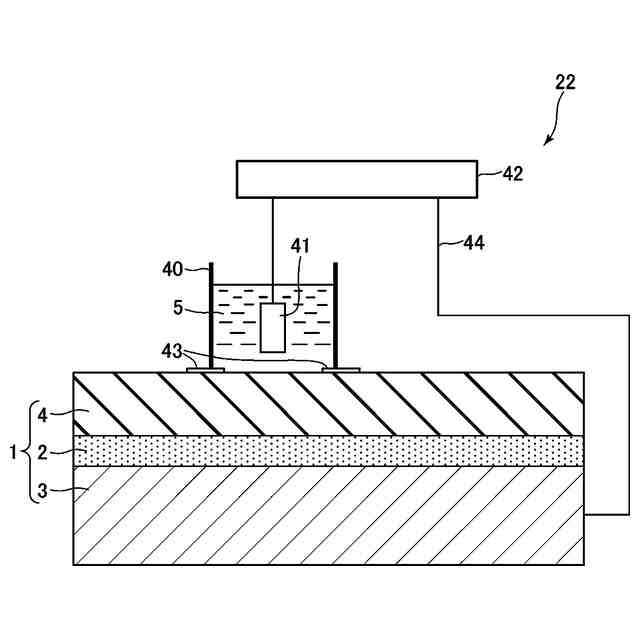
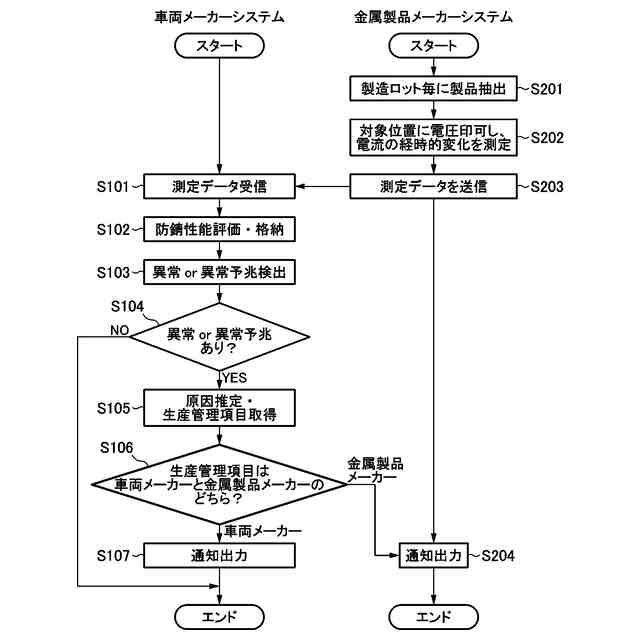
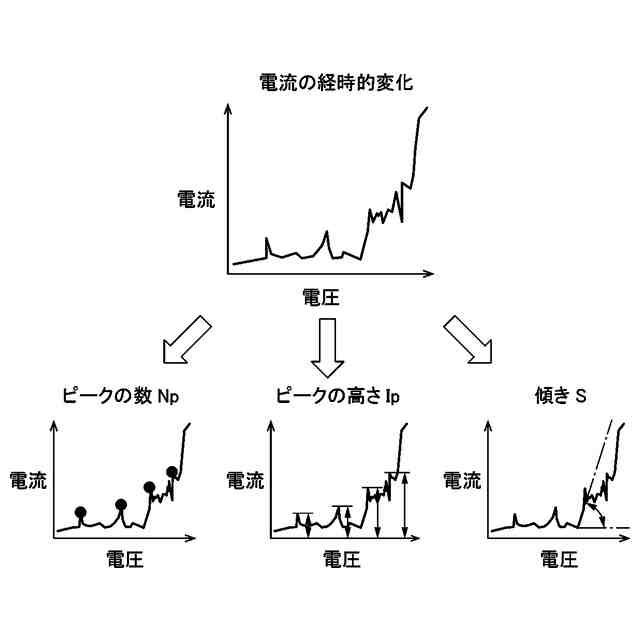
【解決手段】防錆性能管理システム100においては、金属製品メーカーシステム20が、車両用鋼部材1の製造ロット毎に所定数の車両用鋼部材を抽出し、車両用鋼部材の絶縁性塗膜4の表面に腐食因子5を接触させた状態で絶縁性塗膜の表面と車両用鋼部材の鋼板3との間に電圧を印加することにより両者の間に生じる電流の経時的変化を測定し、車両メーカーシステム10が、車両用鋼部材において測定を行った位置を示す位置情報と、電流の経時的変化の波形の傾き、ピークの数及びピークの高さを含む特徴量とに基づき、製造ロット毎の絶縁性塗膜の防錆性能を評価し、製造ロット毎の絶縁性塗膜の防錆性能の推移に基づき、防錆性能の異常の予兆を検出し、異常の予兆が検出された場合に通知を出力する。
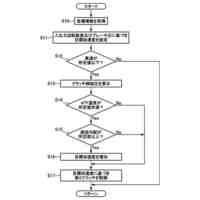
【選択図】図4
特許請求の範囲
【請求項1】
金属製品の表面に設けられた絶縁性塗膜の防錆性能を管理する防錆性能管理システムであって、
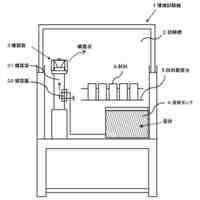
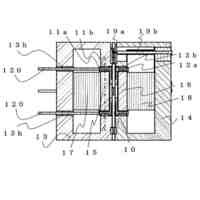
前記金属製品の製造ロット毎に所定数の前記金属製品を抽出し、当該金属製品の前記絶縁性塗膜の表面に腐食因子を接触させた状態で当該絶縁性塗膜の表面と前記金属製品の金属製基材との間に電圧を印加することにより両者の間に生じる電流の経時的変化を測定する測定部と、
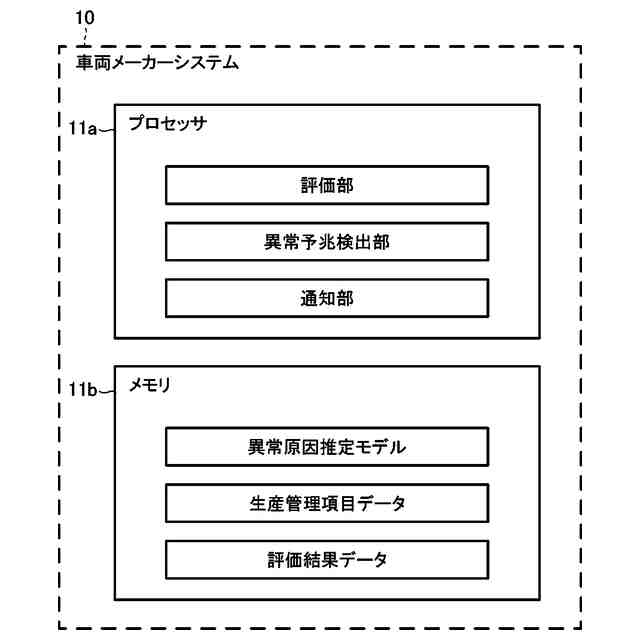
前記金属製品において前記測定を行った位置を示す位置情報と、前記電流の経時的変化の波形の傾き、ピークの数及びピークの高さを含む特徴量とに基づき、前記製造ロット毎の前記絶縁性塗膜の防錆性能を評価する評価部と、
前記製造ロット毎の前記絶縁性塗膜の防錆性能の推移に基づき、前記防錆性能の異常の予兆を検出する異常予兆検出部と、
前記異常の予兆が検出された場合に通知を出力する通知部と、
を備える、防錆性能管理システム。
続きを表示(約 660 文字)
【請求項2】
前記測定を行う位置は、前記金属製品の主要面、エッジ部、及び溶接部を含む、
請求項1に記載の防錆性能管理システム。
【請求項3】
前記異常予兆検出部は、前記防錆性能の異常の予兆を検出した場合、前記位置情報及び前記特徴量と前記防錆性能の異常の原因とを予め関連付けた異常原因推定モデルと、前記異常の予兆が検出されたときの前記位置情報及び前記特徴量とに基づき、前記異常の予兆の原因を推定する、
請求項1又は2に記載の防錆性能管理システム。
【請求項4】
前記異常予兆検出部は、前記防錆性能の異常の予兆を検出した場合、推定した前記異常の予兆の原因に関連する前記金属製品又は前記絶縁性塗膜の生産管理項目を取得し、
前記通知部は、取得された前記生産管理項目を前記通知と共に出力する、
請求項3に記載の防錆性能管理システム。
【請求項5】
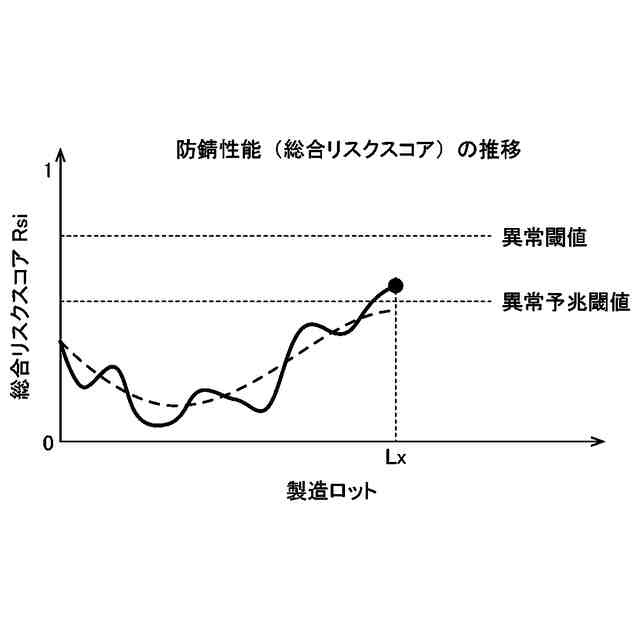
前記評価部は、前記防錆性能が異常となるリスクが高いほど数値が大きくなるリスクスコアにより前記防錆性能を評価し、
前記異常予兆検出部は、過去の製造ロットにおける前記リスクスコアの平均値を算出し、前記平均値からの前記リスクスコアの偏差が所定値以上且つ当該リスクスコアが予兆閾値以上である場合に、前記異常の予兆を検出する、
請求項1又は2に記載の防錆性能管理システム。
【請求項6】
前記金属製品は、車両用鋼部材である、
請求項1又は2に記載の防錆性能管理システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属製品の表面に設けられた絶縁性塗膜の防錆性能を管理する防錆性能管理システムに関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来、自動車の車体などの被塗物における塗装の品質を管理する技術が知られている。例えば、特許文献1には、塗装の工程管理項目(具体的には、塗装設備内部の温度及び湿度、洗浄液の流量及び圧力、電着塗装装置に流れる電流値、乾燥温度、塗装機の回転数)及びその経時変化履歴と、品質管理項目(具体的には、色相、光沢、平滑性、ゴミ、はじき、ムラ、ピンホールの有無など)との相関関係を学習する品質管理システムが記載されている。
【先行技術文献】
【特許文献】
【0003】
特許第6811881号明細書
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記のような従来の技術は、例えば、塗装の工程管理項目及びその経時変化履歴と品質管理項目との相関関係を予め学習した上で、品質目標を満たすように塗装の工程を管理するものに過ぎず、実際の塗装の状態に基づいて塗装の工程を管理するものではない。したがって、例えば何れかの工程が想定通りに管理されず、実際には塗装の品質が低下したとしても、そのことを把握したり、塗装の品質低下が進んで異常に至る予兆を検出したりすることができない。
【0005】
本発明は、上述した従来技術の問題点を解決するためになされたものであり、金属製品の表面に設けられた絶縁性塗膜の防錆性能を管理する防錆性能管理システムにおいて、防錆性能の異常の予兆を精度よく検出可能にすることを目的とする。
【課題を解決するための手段】
【0006】
上記の目的を達成するために、本発明の防錆性能管理システムは、金属製品の表面に設けられた絶縁性塗膜の防錆性能を管理する防錆性能管理システムであって、金属製品の製造ロット毎に所定数の金属製品を抽出し、当該金属製品の絶縁性塗膜の表面に腐食因子を接触させた状態で当該絶縁性塗膜の表面と金属製品の金属製基材との間に電圧を印加することにより両者の間に生じる電流の経時的変化を測定する測定部と、金属製品において測定を行った位置を示す位置情報と、電流の経時的変化の波形の傾き、ピークの数及びピークの高さを含む特徴量とに基づき、製造ロット毎の絶縁性塗膜の防錆性能を評価する評価部と、製造ロット毎の絶縁性塗膜の防錆性能の推移に基づき、防錆性能の異常の予兆を検出する異常予兆検出部と、異常の予兆が検出された場合に通知を出力する通知部と、を備える。
【0007】
このように構成された本発明においては、金属製品の絶縁性塗膜の表面に腐食因子を接触させた状態で当該絶縁性塗膜の表面と金属製品の金属製基材との間に電圧を印加することにより両者の間に生じる電流の経時的変化を測定し、測定を行った位置を示す位置情報と、電流の経時的変化の波形の傾き、ピークの数及びピークの高さを含む特徴量とに基づき、製造ロット毎の絶縁性塗膜の防錆性能を評価するので、絶縁性塗膜の防錆性能に影響を及ぼす欠陥の数、大きさや種類、導電性、膜厚、絶縁性の質(膜質)等の要素を考慮して、防錆性能を精度よく評価することができる。そして、このように高精度に評価された製造ロット毎の絶縁性塗膜の防錆性能の推移に基づき、防錆性能の異常の予兆を検出するので、防錆性能の低下が進んで異常に至る予兆を精度よく検出することができる。
【0008】
また、本発明において、好ましくは、測定を行う位置は、金属製品の主要面、エッジ部、及び溶接部を含む。
このように構成された本発明においては、電流の経時的変化における特徴量の現れ方が測定位置に応じて異なることも考慮に入れて、精度よく防錆性能を評価することができる。
【0009】
また、本発明において、好ましくは、異常予兆検出部は、防錆性能の異常の予兆を検出した場合、位置情報及び特徴量と防錆性能の異常の原因とを予め関連付けた異常原因推定モデルと、異常の予兆が検出されたときの位置情報及び特徴量とに基づき、異常の予兆の原因を推定する。
このように構成された本発明においては、実際に測定された電流の経時的変化に関する位置情報及び特徴量に基づいて、異常の予兆の原因を推定するので、異常の予兆の原因を精度よく推定することができる。
【0010】
また、本発明において、好ましくは、異常予兆検出部は、防錆性能の異常の予兆を検出した場合、推定した異常の予兆の原因に関連する金属製品又は絶縁性塗膜の生産管理項目を取得し、通知部は、取得された生産管理項目を通知と共に出力する。
このように構成された本発明においては、推定した異常の予兆の原因に関連する生産管理項目を出力するので、異常の発生を予防するために対処が必要な生産管理項目をユーザーに知らせることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
マツダ株式会社
モータ
1日前
マツダ株式会社
モータ
1日前
マツダ株式会社
鋳造装置
6日前
マツダ株式会社
車両の下部構造
1か月前
マツダ株式会社
車両のフレーム構造
7日前
マツダ株式会社
車両用駆動システム
1日前
マツダ株式会社
車両用駆動システム
1日前
マツダ株式会社
車両用駆動システム
1日前
マツダ株式会社
車両用駆動システム
1日前
マツダ株式会社
車両の制御システム
20日前
マツダ株式会社
車両用駆動システム
1日前
マツダ株式会社
防錆性能管理システム
1か月前
マツダ株式会社
自動変速機の制御システム
1日前
マツダ株式会社
自動変速機の制御システム
20日前
マツダ株式会社
ワイヤハーネスの接続構造
14日前
マツダ株式会社
モータ及び車両用駆動システム
1日前
マツダ株式会社
ドライバ異常予兆検出方法及び装置
1か月前
マツダ株式会社
ドライバ異常予兆検出方法及び装置
1か月前
マツダ株式会社
成形体の製造方法及び製造装置並びに成形体
1か月前
マツダ株式会社
成形体の製造方法及び製造装置並びに成形体
1か月前
マツダ株式会社
ドライバ異常予兆検出方法、装置及びプログラム
1か月前
日本サーモスタット株式会社
ウォータアウトレット
1か月前
トーカロ株式会社
プレス金型の製造方法、及びプレス金型
1日前
マツダ株式会社
繊維強化樹脂成形品の繊維配向分布予測方法、繊維配向分布予測装置、繊維配向分布予測プログラム、及び記録媒体
1か月前
マツダ株式会社
繊維強化樹脂成形品の繊維含有率分布予測方法、繊維含有率分布予測装置、繊維含有率分布予測プログラム、及び記録媒体
1か月前
個人
地震予測システム
2日前
日本精機株式会社
検出装置
7日前
スガ試験機株式会社
環境試験機
1か月前
株式会社高橋型精
採尿具
28日前
株式会社小野測器
測定器
8日前
株式会社トプコン
測量装置
1か月前
アルファクス株式会社
積層プローブ
20日前
日本精機株式会社
補助計器システム
22日前
中国電力株式会社
短絡防止具
20日前
キヤノン電子株式会社
サーボ加速度計
20日前
株式会社トプコン
測量システム
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ