TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024139912
公報種別
公開特許公報(A)
公開日
2024-10-10
出願番号
2023050856
出願日
2023-03-28
発明の名称
検査装置及びブリスタ包装機
出願人
CKD株式会社
代理人
個人
主分類
G01N
21/892 20060101AFI20241003BHJP(測定;試験)
要約
【課題】打ち抜きズレに関する良否判定をより精度よく行うことが可能な検査装置等を提供する。
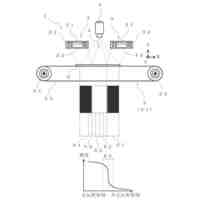
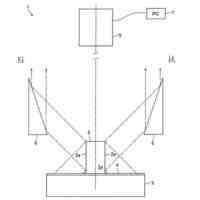
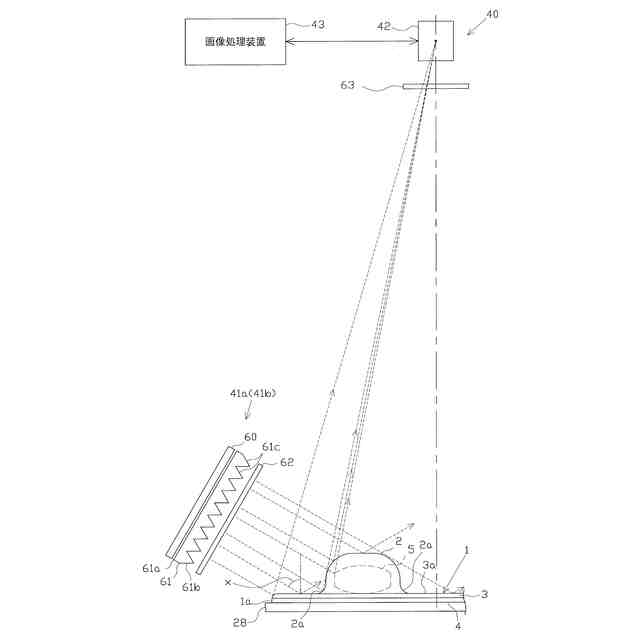
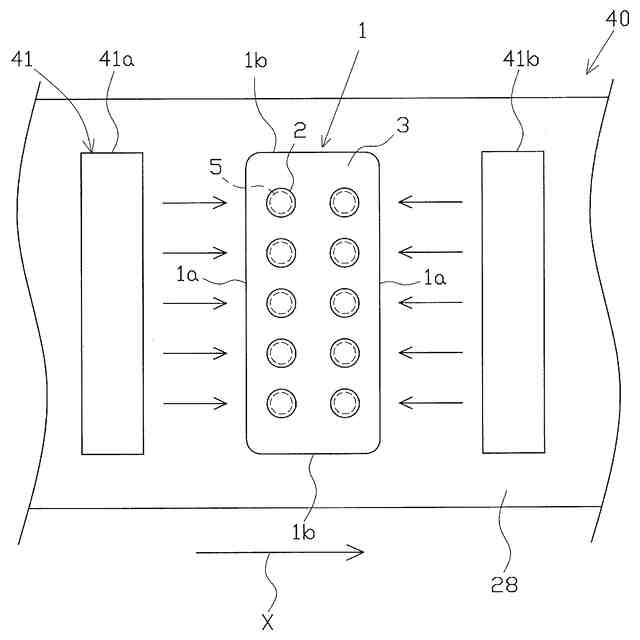
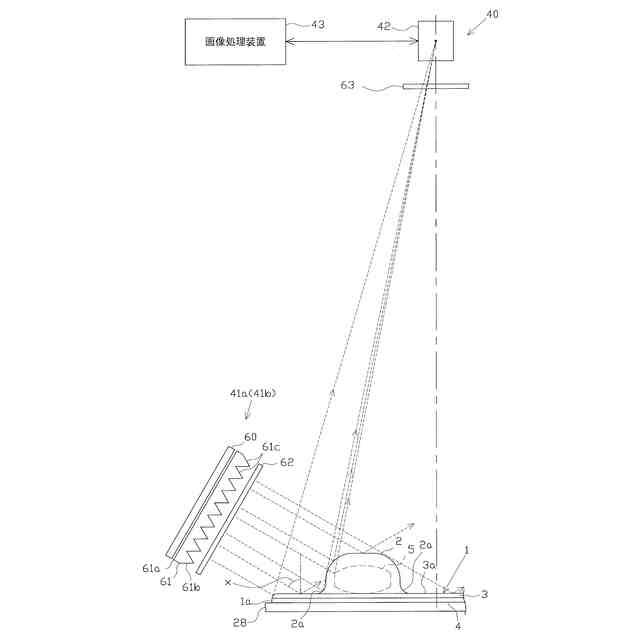
【解決手段】打ち抜きズレ検査装置は、PTPシート1に対し長辺部1a側の斜め上方から平行光を照射する照明装置41と、該平行光の照射されたPTPシート1を真上から撮像するカメラ42と、該カメラ42によって撮像された画像データに基づいて各種画像処理を行う画像処理装置43とを備えている。照明装置41が照射する光及びカメラ42が撮像する光は、波長が200nm以上390nm以下の紫外光とされる。そのため、PTPシート1にシール目が設けられる場合であっても、撮像された画像データ上において、容器フィルム一般部3aが比較的暗く映る。これにより、ポケット部2の位置検出が容易となり、PTPシート1の打ち抜きに係る良否判定精度を高めることができる。
【選択図】 図9
特許請求の範囲
【請求項1】
ポケット部の形成された帯状の容器フィルムに対し内容物を充填した後、前記ポケット部を塞ぐようにして前記容器フィルムに対しカバーフィルムを取着することでブリスタフィルムとし、該ブリスタフィルムをシート単位に打ち抜くことにより平面視略矩形状に製造されたブリスタシートを検査する検査装置であって、
前記ブリスタシートは、凹凸を有する取着手段により前記容器フィルムに対し前記カバーフィルムが取着されることで形成された、前記容器フィルムに対し前記カバーフィルムが食い込んでなるシール目が、前記容器フィルムにおける前記ポケット部の形成されていない平坦な容器フィルム一般部に対応して設けられるとともに、前記容器フィルムが透明又は半透明のポリプロピレン又はポリ塩化ビニルからなり、かつ、前記カバーフィルムがアルミニウムからなるものであり、
前記ブリスタシートの周縁部のうちの所定の一辺側から、該ブリスタシートの前記容器フィルム側に対し平行光を照射可能な照射手段と、
前記ブリスタシートにおける前記容器フィルム一般部に対し直交する方向から、前記ブリスタシートの容器フィルム側を撮像可能な撮像手段と、
前記撮像手段から出力される画像信号を処理する画像処理装置とを備え、
前記ブリスタシートの前記容器フィルム一般部に対する前記平行光の照射角度を、該容器フィルム一般部にて反射した該平行光の正反射光が前記撮像手段に入射しない所定角度に設定するとともに、
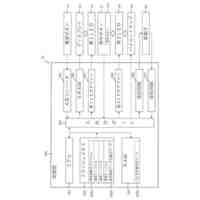
前記画像処理装置は、
前記画像信号から得た画像データに基づき、前記ブリスタシートの前記所定の一辺に対する前記ポケット部の位置を検出するポケット部検出手段と、
前記ポケット部の位置データを基に、前記ブリスタシートの打ち抜きの良否を判定する判定手段とを備え、
前記照射手段が照射する光及び前記撮像手段が撮像する光を、波長が200nm以上390nm以下の紫外光としたことを特徴とする検査装置。
続きを表示(約 1,300 文字)
【請求項2】
前記照射手段が照射する光及び前記撮像手段が撮像する光を、波長が200nm以上280nm以下の紫外光としたことを特徴とする請求項1に記載の検査装置。
【請求項3】
前記照射手段から前記容器フィルム一般部に対する前記平行光の照射角度を25°以上80°未満としたことを特徴とする請求項1に記載の検査装置。
【請求項4】
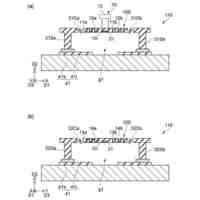
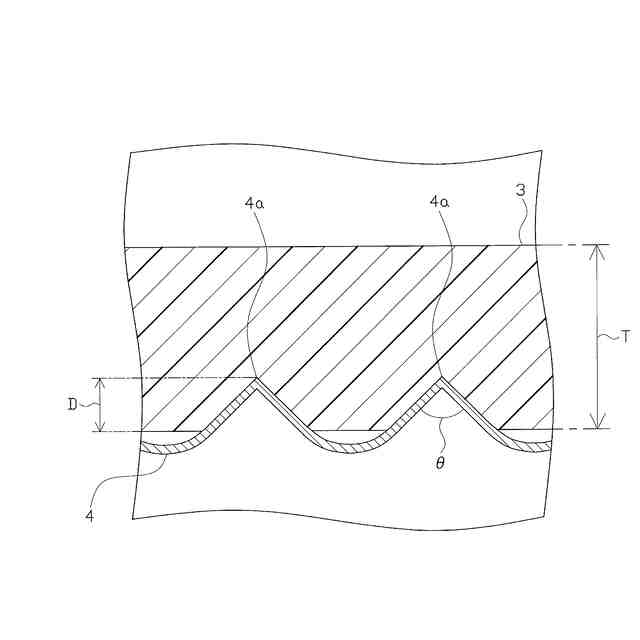
前記容器フィルム一般部の厚さ方向に沿った該容器フィルム一般部を通る前記ブリスタシートの所定の断面において、前記シール目が断面三角形状をなすとともに、該シール目の頂部の角度θが90°以上150°以下とされることを特徴とする請求項1に記載の検査装置。
【請求項5】
前記容器フィルム一般部の厚さ方向に沿った該容器フィルム一般部を通る前記ブリスタシートの所定の断面において、前記シール目が断面三角形状をなすとともに、前記照射手段から前記容器フィルム一般部に対する前記平行光の照射角度をβ(°)とし、前記シール目の頂部の角度をθ(°)とし、前記容器フィルムの屈折率をnとしたとき、
β≠arcsin〔n×sin(180°-θ)〕を満たすように、前記照射手段から前記容器フィルム一般部に対する前記平行光の照射角度βを設定することを特徴とする請求項1に記載の検査装置。
【請求項6】
透明又は半透明のポリプロピレン又はポリ塩化ビニルからなるとともにポケット部の形成された帯状の容器フィルムに対し、アルミニウムからなるカバーフィルムを取着することでブリスタシートとするとともに、前記容器フィルムにおける前記ポケット部の形成されていない平坦な容器フィルム一般部に対応して、前記容器フィルムに対し前記カバーフィルムが食い込んでなるシール目を形成する取着手段と、
前記ブリスタフィルムをシート単位に打ち抜くことにより平面視略矩形状のブリスタシートを得る打抜手段と、
前記打抜手段によって得られた前記ブリスタシートの打ち抜きの良否を判定するための請求項1に記載の検査装置とを備えることを特徴とするブリスタ包装機。
【請求項7】
前記取着手段は、前記容器フィルム一般部の厚さ方向に沿った該容器フィルム一般部を通る前記ブリスタシートの所定の断面において、断面三角形状をなすとともに、頂部の角度θが90°以上150°以下となる前記シール目を形成可能に構成されていることを特徴とする請求項6に記載のブリスタ包装機。
【請求項8】
前記ブリスタシートの厚さ方向に沿った該容器フィルム一般部を通る前記ブリスタシートの所定の断面において、前記シール目が断面三角形状をなすとともに、前記照射手段から前記容器フィルム一般部に対する前記平行光の照射角度をβ(°)とし、前記シール目の頂部の角度をθ(°)とし、前記容器フィルムの屈折率をnとしたとき、
前記取着手段は、β≠arcsin〔n×sin(180°-θ)〕を満たす前記シール目を形成可能に構成されていることを特徴とする請求項6に記載のブリスタ包装機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ブリスタシートの打抜きに関する検査を行うための検査装置、及び、該検査装置を備えたブリスタ包装機に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
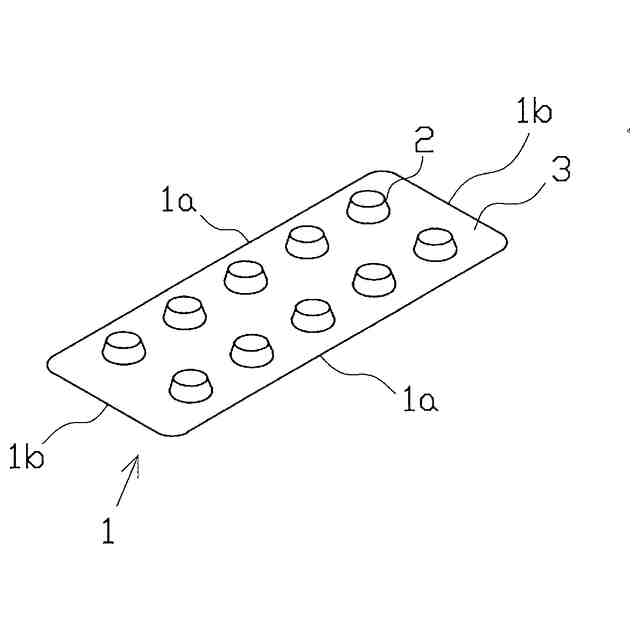
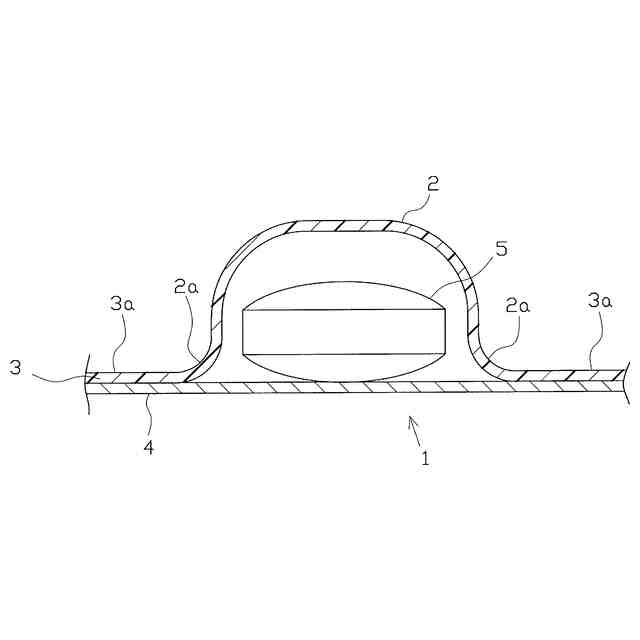
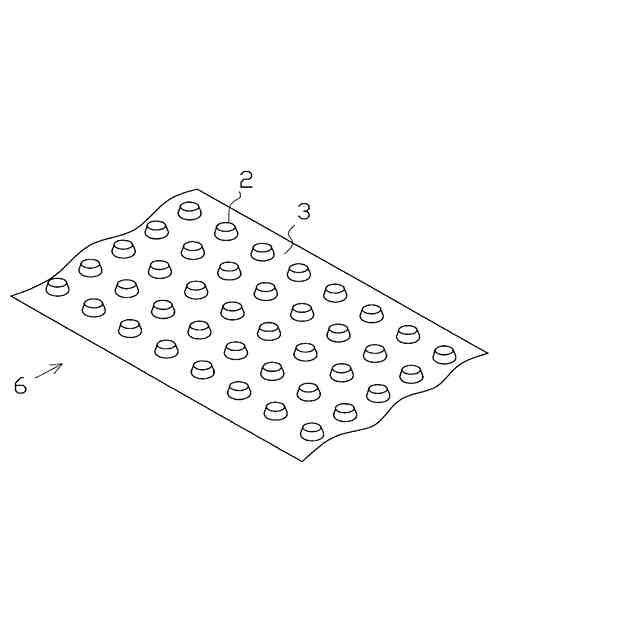
一般に医薬品等の分野において用いられるブリスタシートとしてPTP(プレススルーパック)シートが知られている。PTPシートは、錠剤などの内容物が収容されるポケット部を有する容器フィルムと、その容器フィルムに対しポケット部の開口側を密封するように取着されるカバーフィルムとを備えている。
【0003】
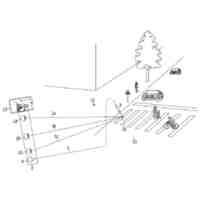
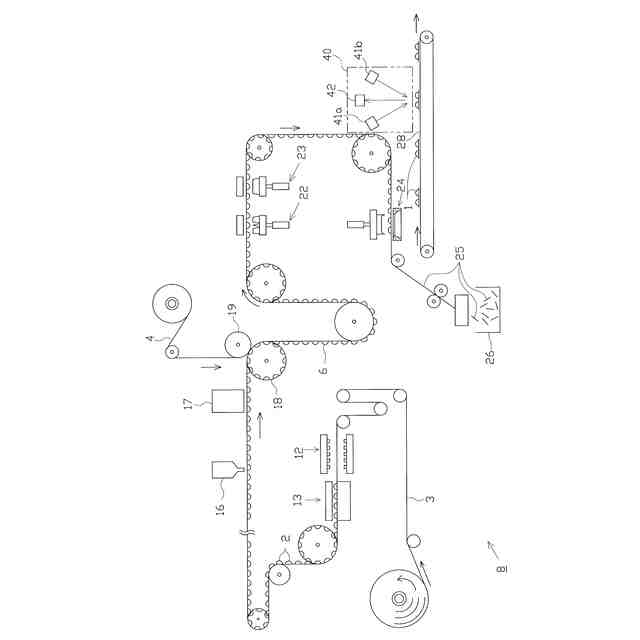
上記のようなブリスタシートは、ブリスタ包装機によって製造することができる。ブリスタ包装機は、搬送される帯状の容器フィルムに対しポケット部を形成する手段、ポケット部に内容物を充填する手段、ポケット部の開口側を密封するように容器フィルムに対し帯状のカバーフィルムを取着する手段、容器フィルム及びカバーフィルムからなる帯状のブリスタフィルムをシート単位に打ち抜くことで、ブリスタシートを得る手段などを備えている。
【0004】
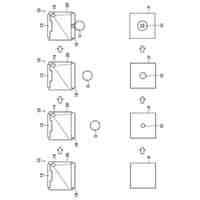
ところで、このように製造されたブリスタシートに対しては、上述したブリスタフィルムに対する打ち抜きが適正に行われたか否か、すなわち打ち抜きズレが発生していないか否かの検査を行うことがある。打ち抜きズレの検査を行うための検査装置としては、ブリスタシートの容器フィルム側に対し平行光を照射する照射手段と、ブリスタシートの真上から該ブリスタシートにおける容器フィルム側を撮像する撮像手段とを備えたものが知られている(例えば、特許文献1等参照)。この検査装置によれば、撮像手段により得られた画像データにおいて、容器フィルムにおけるポケット部の形成されていない部位(容器フィルム一般部)を暗部とし、ポケット部における前記容器フィルム一般部から立ち上がるように形成された付根部を明部とすることができる。そのため、ポケット部の位置を検出することができ、ひいては打ち抜きズレに関する良否を判定することが可能である。
【先行技術文献】
【特許文献】
【0005】
特開2014-35185号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
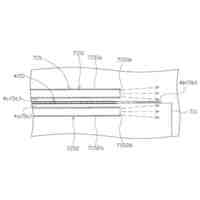
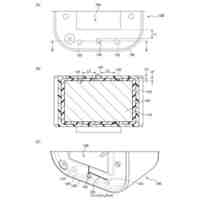
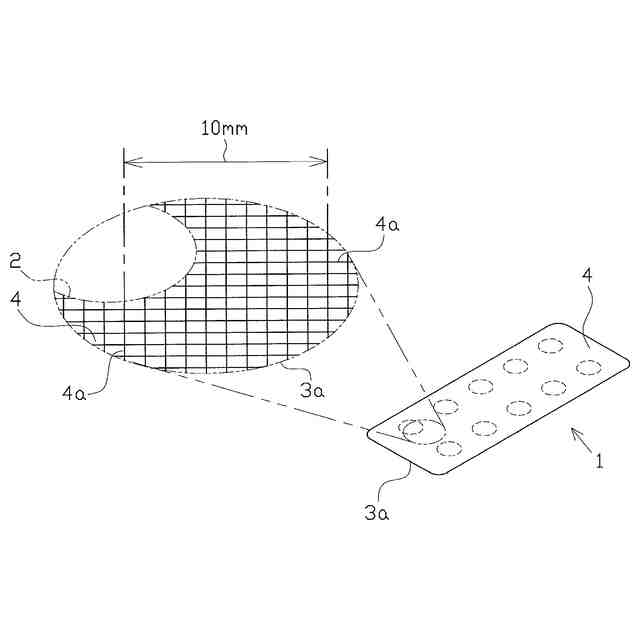
ところで、ブリスタシートにおいて、内容物を視認可能とするなどの点から、容器フィルムを透明又は半透明の材料によって形成し、内容物の取り出しやすさなどの点から、カバーフィルムを薄肉のアルミニウム等によって形成することがある。また、容器フィルムに対しカバーフィルムをより確実に取着するなどの点から、平坦な前記容器フィルム一般部に対応して、容器フィルムに対しカバーフィルムが食い込んでなるシール目を設けることがある。シール目は、凹凸を有する取着手段を用いて容器フィルムに対しカバーフィルムを取着することで形成することができる。
【0007】
ここで、上記のようなブリスタシートに関する打ち抜きズレの検査を、前記検査装置を利用して行うことが考えられる。しかしながら、この場合には、容器フィルムに入射した光がシール目にて反射することで、撮像手段側に向けてこの反射光が出射され得る。そのため、この反射光の影響によって、画像データに基づくポケット部の位置検出が行いにくくなり、ひいては打ち抜きズレに関する良否判定を精度よく行うことができないおそれがある。
【0008】
本発明は、上記事情に鑑みてなされたものであり、その目的は、打ち抜きズレに関する良否判定をより精度よく行うことが可能な検査装置等を提供することにある。
【課題を解決するための手段】
【0009】
以下、上記目的を解決するのに適した各手段につき、項分けして説明する。なお、必要に応じて対応する手段に特有の作用効果を付記する。
【0010】
手段1.ポケット部の形成された帯状の容器フィルムに対し内容物を充填した後、前記ポケット部を塞ぐようにして前記容器フィルムに対しカバーフィルムを取着することでブリスタフィルムとし、該ブリスタフィルムをシート単位に打ち抜くことにより平面視略矩形状に製造されたブリスタシートを検査する検査装置であって、
前記ブリスタシートは、凹凸を有する取着手段により前記容器フィルムに対し前記カバーフィルムが取着されることで形成された、前記容器フィルムに対し前記カバーフィルムが食い込んでなるシール目が、前記容器フィルムにおける前記ポケット部の形成されていない平坦な容器フィルム一般部に対応して設けられるとともに、前記容器フィルムが透明又は半透明のポリプロピレン又はポリ塩化ビニルからなり、かつ、前記カバーフィルムがアルミニウムからなるものであり、
前記ブリスタシートの周縁部のうちの所定の一辺側から、該ブリスタシートの前記容器フィルム側に対し平行光を照射可能な照射手段と、
前記ブリスタシートにおける前記容器フィルム一般部に対し直交する方向から、前記ブリスタシートの容器フィルム側を撮像可能な撮像手段と、
前記撮像手段から出力される画像信号を処理する画像処理装置とを備え、
前記ブリスタシートの前記容器フィルム一般部に対する前記平行光の照射角度を、該容器フィルム一般部にて反射した該平行光の正反射光が前記撮像手段に入射しない所定角度に設定するとともに、
前記画像処理装置は、
前記画像信号から得た画像データに基づき、前記ブリスタシートの前記所定の一辺に対する前記ポケット部の位置を検出するポケット部検出手段と、
前記ポケット部の位置データを基に、前記ブリスタシートの打ち抜きの良否を判定する判定手段とを備え、
前記照射手段が照射する光及び前記撮像手段が撮像する光を、波長が200nm以上390nm以下の紫外光としたことを特徴とする検査装置。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
CKD株式会社
巻回装置
1か月前
CKD株式会社
除塵装置
16日前
CKD株式会社
傾き調整装置
24日前
CKD株式会社
乾燥エア供給装置
23日前
CKD株式会社
ダイアフラムポンプ
11日前
CKD株式会社
真空圧力制御システム
11日前
CKD株式会社
蓄熱ユニット状態監視システム
9日前
個人
通電検査装置
3日前
個人
光フアィバー距離計測器
5日前
個人
光フアィバー距離計測器
5日前
個人
バッテリ用交流電流供給装置
5日前
日本FC企画株式会社
特性試験装置
23日前
株式会社ハシマ
検針機
2日前
株式会社オービット
検査装置
12日前
有限会社フィット
外観検査装置
16日前
本多電子株式会社
水中探知装置
24日前
富士電機株式会社
回転機
13日前
株式会社東芝
センサ
12日前
株式会社ミツトヨ
自動測定装置
24日前
株式会社ミツトヨ
自動測定装置
24日前
株式会社SUBARU
車載装置
19日前
株式会社東芝
試験装置
19日前
アズビル株式会社
真空計測システム
13日前
アズビル株式会社
真空計測システム
13日前
アズビル株式会社
回転角度計測装置
24日前
靜甲株式会社
液切れ性評価システム
20日前
産電工業株式会社
水道検針システム
23日前
シスメックス株式会社
分析装置
9日前
DIC株式会社
測定装置
4日前
富士電機株式会社
放射線検出器
4日前
富士フイルム株式会社
圧力センサ
23日前
株式会社アドバンテスト
試験装置
11日前
アズビル株式会社
環境負荷判定システム
24日前
個人
ネブライザー
11日前
株式会社タムラ製作所
電流検出器
9日前
富士フイルム株式会社
圧力センサ
23日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ