TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024131466
公報種別
公開特許公報(A)
公開日
2024-09-30
出願番号
2023041738
出願日
2023-03-16
発明の名称
浸漬ノズル
出願人
品川リフラクトリーズ株式会社
代理人
弁理士法人R&C
主分類
B22D
11/10 20060101AFI20240920BHJP(鋳造;粉末冶金)
要約
【課題】内管径が小さい浸漬ノズルにも適用可能であって、ノズル内での溶鋼の偏流の発生を抑えつつ、さらに鋳型内での偏流をも抑えることのできる浸漬ノズルを提供すること。
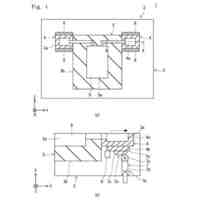
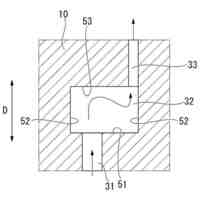
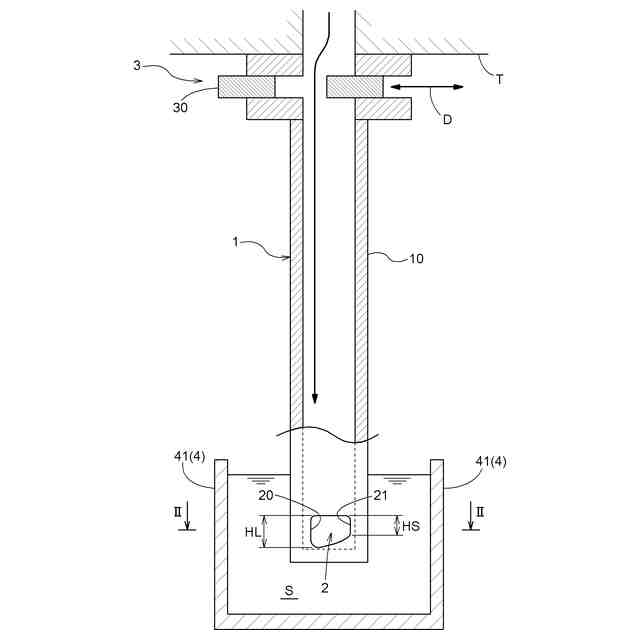
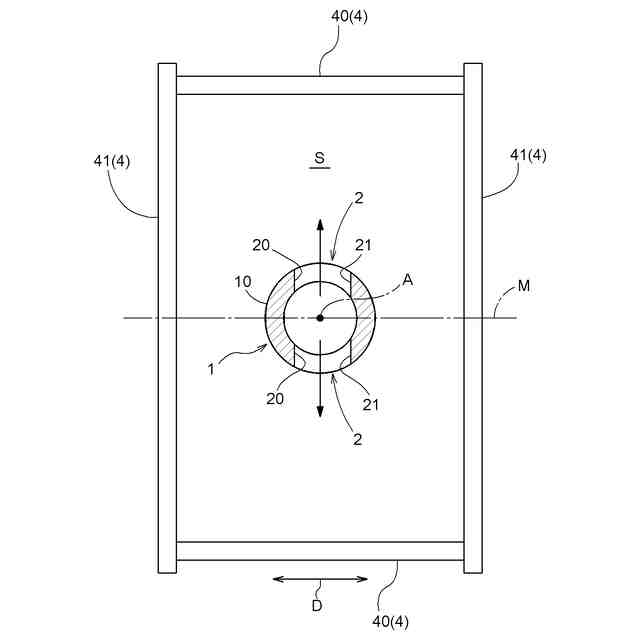
【解決手段】スライディングプレート30のスライド移動によって開口量を調節して溶鋼Sの流量を制御するスライドバルブ3に設けられる浸漬ノズル1において、略円筒形状のノズル本体10を備え、ノズル本体10の底部付近の側面に一対の吐出孔2が対向配置されており、側面の周方向における吐出孔2の一端側20の上下方向の長さが他端側21の上下方向の長さよりも長く、一対の吐出孔2の形状が、ノズル本体10の軸心を含み且つスライディングプレート30のスライド方向Dに平行な面を鏡映面として互いに鏡映対称性を有する。
【選択図】図1
特許請求の範囲
【請求項1】
スライディングプレートのスライド移動によって開口量を調節して溶鋼の流量を制御するスライドバルブに設けられる浸漬ノズルにおいて、
略円筒形状のノズル本体を備え、該ノズル本体の底部付近の側面に一対の吐出孔が対向配置されており、前記側面の周方向における前記吐出孔の一端側の上下方向の長さが他端側の上下方向の長さよりも長く、前記一対の吐出孔の形状が、前記ノズル本体の軸心を含み且つ前記スライディングプレートのスライド方向に平行な面を鏡映面として互いに鏡映対称性を有することを特徴とする浸漬ノズル。
続きを表示(約 270 文字)
【請求項2】
前記吐出孔における前記一端側の上下方向の長さと前記他端側の上下方向の長さとの比が、0.5より大きく且つ0.9より小さいことを特徴とする請求項1に記載の浸漬ノズル。
【請求項3】
前記吐出孔における前記一端側の上端の高さと、前記他端側の上端の高さとが同じであることを特徴とする請求項1に記載の浸漬ノズル。
【請求項4】
前記スライディングプレートのスライド方向のうちの開口量が大きくなる方向に沿って、前記吐出孔の一端側と他端側がこの順序で設けられていることを特徴とする請求項1に記載の浸漬ノズル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、スライディングプレートのスライド移動によって開口量を調節して溶鋼の流量を制御するスライドバルブに設けられる浸漬ノズルに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
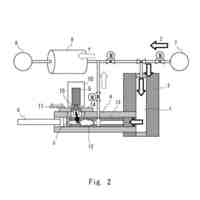
浸漬ノズルを使用した鋼の連続鋳造プロセスにおいて、タンディッシュから鋳型への溶鋼の供給量を調整するために、スライディングプレートによる流量の制御を実施した場合、どうしても浸漬ノズル内の流れに偏流が発生する。特にスライディングプレートのスライド方向が鋳型の厚み方向であって、浸漬ノズルの吐出孔の向きと平面視にて90度異なる場合、一つの吐出孔の水平方向における一端側と他端側とで吐出状況が大きく異なり、吐出状況のアンバランスを生じさせている。このアンバランスによって、メニスカスの流動状況がスライディングプレートのスライド方向で不均一となり、湯面変動の増加や溶鋼の不均一凝固の要因となっていると考えられる。
【0003】
スライドバルブによる流量制御において偏流の発生を抑えるための従来の技術としては、例えば、以下の特許文献1~3に示されるような技術が知られている。
【先行技術文献】
【特許文献】
【0004】
実開平4-6351号公報
特開2005-297022号公報
特開平11-57955号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載される浸漬ノズルでは、その内壁面に複数の段差が設けられている。また、特許文献2に記載される浸漬ノズルでは、その内壁面に複数の凸構造が設けられている。
【0006】
しかしながら、浸漬ノズルの内壁面に段差や凸構造を設ける上述の構成は、内管径が小さいブルーム用などの浸漬ノズルには適用が物理的に困難な場合がある。また、浸漬ノズル内管へのアルミナ閉塞が顕著な場合には、そのような構成そのものが埋まってしまい効果が発揮されなくなる場合がある。
【0007】
また、特許文献3に記載される浸漬ノズルは、スライドバルブの流量調整部での溶鋼流れの偏りに起因するノズル吐出流の偏りに対し反対方向の吐出孔角度をもつ吐出孔を備えるものであるが、鋳型厚み方向に一時的に極端な偏流が発生してしまう場合がある。
【0008】
本発明は上記実情に鑑みてなされたものであって、その目的は、内管径が小さい浸漬ノズルにも適用可能であって、ノズル内での溶鋼の偏流の発生を抑えつつ、さらに鋳型内での偏流をも抑えることのできる浸漬ノズルを提供することにある。
【課題を解決するための手段】
【0009】
本発明に係る浸漬ノズルの特徴は、スライディングプレートのスライド移動によって開口量を調節して溶鋼の流量を制御するスライドバルブに設けられる浸漬ノズルにおいて、
略円筒形状のノズル本体を備え、該ノズル本体の底部付近の側面に一対の吐出孔が対向配置されており、前記側面の周方向における前記吐出孔の一端側の上下方向の長さが他端側の上下方向の長さよりも長く、前記一対の吐出孔の形状が、前記ノズル本体の軸心を含み且つ前記スライディングプレートのスライド方向に平行な面を鏡映面として互いに鏡映対称性を有する点にある。
【0010】
本構成のごとく、吐出孔の水平方向における一端側の上下方向の長さを他端側の上下方向の長さよりも長く設定し、そのような形状を有する吐出孔の一対が鏡映対称性を有することによって、ノズル内での溶鋼の偏流の発生を抑えつつ、さらに鋳型内での溶鋼の偏流、特にメニスカスにおける編流の発生を抑えることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ユニチカ株式会社
集電材
23日前
三菱マテリアル株式会社
粉末材料
1か月前
トヨタ自動車株式会社
溶湯供給装置
3か月前
日本製鉄株式会社
モールドパウダー
1か月前
株式会社シマノ
射出成形装置
3か月前
ノリタケ株式会社
ニッケル粉末
22日前
芝浦機械株式会社
成形機
23日前
トヨタ自動車株式会社
ダイカスト金型
3か月前
株式会社プロテリアル
ブロック継手の製造方法
5日前
本田技研工業株式会社
金型装置
1か月前
オークマ株式会社
ワークの加工方法
1か月前
トヨタ自動車株式会社
鋳造製品の製造方法
1日前
株式会社瓢屋
押湯空間形成部材
1か月前
東洋電化工業株式会社
溶湯用送線装置
3か月前
株式会社リコー
焼結体の製造方法
5日前
株式会社エフ・シー・シー
ダイカスト金型
1か月前
ノリタケ株式会社
粉体材料およびその利用
1か月前
山陽特殊製鋼株式会社
積層造形用金属粉末
22日前
日本製鉄株式会社
連続鋳造装置
1か月前
日本製鉄株式会社
連続鋳造装置
1か月前
三菱重工業株式会社
金型
1か月前
日鉄エンジニアリング株式会社
酸素開孔装置
2か月前
大陽日酸株式会社
転写型シート状接合材
2か月前
株式会社神戸製鋼所
スラブの製造方法
22日前
株式会社リコー
立体造形方法及び立体造形装置
2日前
JFEミネラル株式会社
金属超微粉の洗浄方法
5日前
日本製鉄株式会社
連続鋳造用浸漬ノズル
23日前
品川リフラクトリーズ株式会社
浸漬ノズル
5日前
群栄化学工業株式会社
ブロックの製造方法
1日前
品川リフラクトリーズ株式会社
モールドパウダー
15日前
山陽特殊製鋼株式会社
肉盛用粉末
1か月前
山陽特殊製鋼株式会社
肉盛用粉末
1か月前
品川リフラクトリーズ株式会社
モールドパウダー
1か月前
UBEマシナリー株式会社
ダイカストマシンの生産管理システム
1か月前
日本製鉄株式会社
連続鋳造方法
1か月前
黒崎播磨株式会社
連続鋳造用ノズル
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ