TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024126398
公報種別
公開特許公報(A)
公開日
2024-09-20
出願番号
2023034752
出願日
2023-03-07
発明の名称
射出成形機と接続部材、並びに射出成形機の調整方法及び改造方法
出願人
株式会社日本製鋼所
代理人
個人
,
個人
主分類
B22D
17/20 20060101AFI20240912BHJP(鋳造;粉末冶金)
要約
【課題】固定盤の構成を複雑化させることなく、移動シリンダの固定盤22への取付高さを調整する。
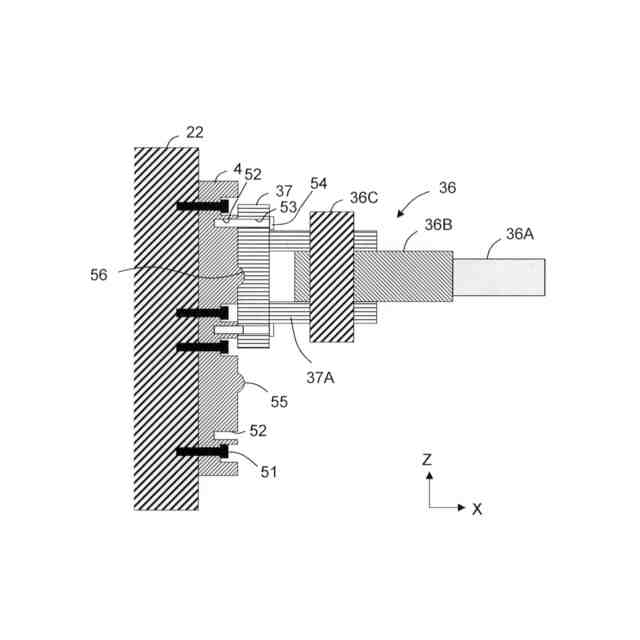
【解決手段】射出成形機は、固定金型を固定する固定盤と、射出ノズルを備えた射出シリンダと、射出ノズルが複数の高さ位置を取るように、射出シリンダをZ方向に移動させる昇降装置と、射出ノズルを固定金型に離接可能に、射出シリンダを移動させる移動シリンダ36と、固定盤に固定されるとともに、移動シリンダ36に接続された接続部材4と、を有している。接続部材4は、複数の高さ位置の各々で移動シリンダ36が水平方向を向くように、複数の接続位置で移動シリンダ36と接続可能である。
【選択図】図5A
特許請求の範囲
【請求項1】
固定金型を固定する固定盤と、
射出ノズルを備えた射出シリンダと、
前記射出ノズルが複数の高さ位置を取るように、前記射出シリンダを鉛直方向に移動させる昇降装置と、
前記射出ノズルを前記固定金型に離接可能に、前記射出シリンダを移動させる移動シリンダと、
前記固定盤に固定されるとともに、前記移動シリンダに接続された接続部材と、を有し、
前記接続部材は、前記複数の高さ位置の各々で前記移動シリンダが水平方向を向くように、複数の接続位置で前記移動シリンダと接続可能である、射出成形機。
続きを表示(約 1,700 文字)
【請求項2】
前記移動シリンダは前記接続部材と接続される連結具を有し、前記接続部材は前記複数の接続位置で前記連結具と接続可能である、請求項1に記載の射出成形機。
【請求項3】
前記接続部材は複数の穴を有し、前記連結具は複数の貫通孔を有し、前記接続部の前記複数の穴から選択されたいくつかの前記穴と前記連結具の前記複数の貫通孔とに締結具が挿入されることで、前記接続部材が前記複数の接続位置で前記連結具と接続される、請求項2に記載の射出成形機。
【請求項4】
前記接続部材は鉛直方向に並行して延びる複数の案内溝を有し、
前記連結具は、各々が前記連結具を貫通して前記複数の案内溝のいずれかに達する複数の切欠きまたは貫通孔を有し、
前記連結具を前記接続部材に固定する複数の締結具をさらに有し、
前記複数の締結具は前記連結具の前記複数の切欠きまたは貫通孔に挿入され、
前記複数の締結具は先端に前記案内溝に挿入されるナットを備え、前記ナットの回転が前記案内溝によって規制される、請求項2に記載の射出成形機。
【請求項5】
前記案内溝のいずれかに挿入されるナットと、前記ナットとネジ結合され端部が前記接続部材から突き出すボルトと、を有する位置決め部材と、
前記いずれかの案内溝に抜き差し可能に挿入される位置決めロッドと、を有し、
前記連結具は、前記ボルトの前記端部と嵌り合うことによって鉛直方向の位置決めを行う位置決め部を有し、
前記位置決めロッドは、前記ナットに突き当たることによって前記位置決め部材の鉛直方向の位置決めを行う、請求項4に記載の射出成形機。
【請求項6】
前記接続部材の前記連結具との対向面に開口し、前記複数の案内溝と平行に配列した複数の穴と、前記穴に挿入される棒状部と前記接続部材から突き出す端部とを有する位置決め部材と、を有し、
前記連結具は、前記端部と嵌り合うことによって鉛直方向の位置決めを行う位置決め部を有し、
前記位置決め部材の鉛直方向の位置決めは、前記棒状部が前記複数の穴のいずれかに選択的に挿入されることによって行われる、請求項4に記載の射出成形機。
【請求項7】
前記案内溝のいずれかに挿入される挿入されるナットと、前記ナットとネジ結合され端部が前記接続部材から突き出すボルトと、を有する位置決め部材を有し、
前記接続部材は、前記連結具との対向面に、前記位置決め部材の鉛直方向の位置決めのための目盛を有し、
前記連結具は、前記ボルトの前記端部と嵌り合うことによって鉛直方向の位置決めを行う位置決め部を有する、請求項4に記載の射出成形機。
【請求項8】
固定金型を固定する固定盤と、
射出ノズルを備えた射出シリンダと、
前記射出ノズルが複数の高さ位置を取るように、前記射出シリンダを鉛直方向に移動させる昇降装置と、
前記射出ノズルを前記固定金型に離接可能に、前記射出シリンダを移動させる移動シリンダと、
前記固定盤に固定可能であるとともに、前記移動シリンダに接続可能な複数の接続部材と、を有し、
前記複数の接続部材の各々は少なくとも一つの接続位置で前記移動シリンダと接続可能であり、いずれかの前記接続部材を選択することで、前記複数の接続部材の各々は、前記複数の高さ位置の各々で前記移動シリンダが水平方向を向くように、複数の前記接続位置で前記移動シリンダと接続可能である、射出成形機。
【請求項9】
前記固定盤に着脱可能に設けられ、前記固定金型のスプルーブッシュの高さに応じて前記スプルーブッシュの位置決めを行う複数の位置決めプレートを有する、請求項1から8のいずれか1項に記載の射出成形機。
【請求項10】
前記射出成形機は金属射出成形機である、請求項1から8のいずれか1項に記載の射出成形機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形機と接続部材、並びに射出成形機の調整方法及び改造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
射出成形に用いられる金型は、射出材料、成形品の形状、取り数などによって、射出材料の注入位置が異なる場合がある。特許文献1には、射出シリンダの昇降機構と、固定盤に取り付けられて金型のスプルーブッシュの取付位置を決める位置決めプレートと、を有する射出成形機が開示されている。射出成形機は、射出シリンダを金型に対して前後方向に進退させる移動シリンダを備えている。
【先行技術文献】
【特許文献】
【0003】
特開2001-191167号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載されるように射出シリンダが昇降する場合、移動シリンダも射出シリンダに合わせて上下する。この際、移動シリンダは射出シリンダに対して平行な姿勢を保つことが好ましい。しかし、移動シリンダは移動シリンダの先端の連結具によって固定盤に直接固定されているため、移動シリンダが取り得る高さ位置の数に応じて固定盤に複数の取付部を設けることが必要となる。この結果、固定盤の構成が複雑化する可能性がある。
【0005】
本開示は、固定盤の構成を複雑化させることなく、移動シリンダの固定盤への取付高さを調整可能な射出成形機を提供することを目的とする。
【課題を解決するための手段】
【0006】
本開示の射出成形機は、固定盤に固定されるとともに、移動シリンダに接続された接続部材を有している。接続部材は、複数の高さ位置の各々で移動シリンダが水平方向を向くように、複数の接続位置で移動シリンダと接続可能である。
【発明の効果】
【0007】
本開示によれば、固定盤の構成を複雑化させることなく、移動シリンダの固定盤への取付高さを調整可能な射出成形機を提供することができる。
【図面の簡単な説明】
【0008】
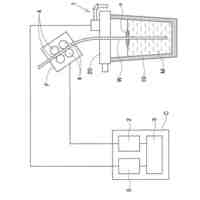
本発明の第1の実施形態に係る射出成形機の正面図である。
本発明の第1の実施形態に係る射出成形機の正面図である。
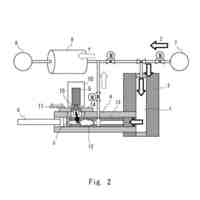
図1A,1Bに示す射出成形機の部分平面図である。
位置決めプレートの平面図である。
位置決めプレートの平面図である。
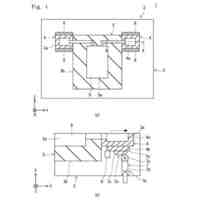
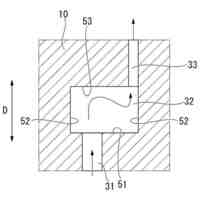
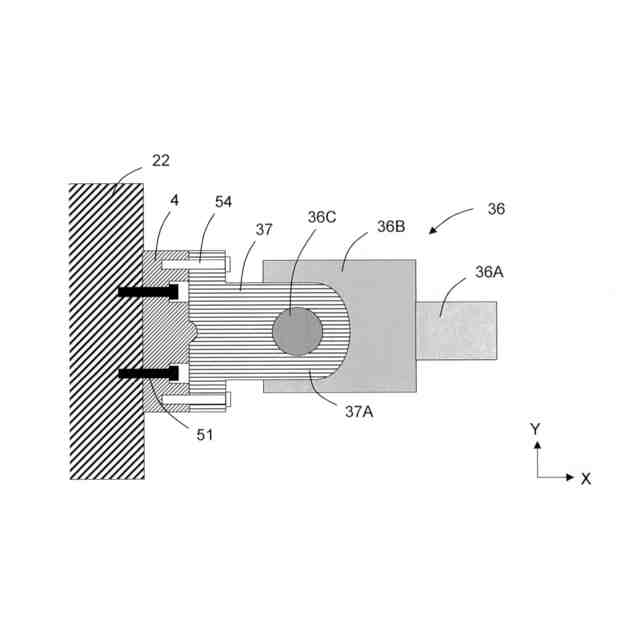
移動シリンダと固定盤の接続部の平面図である。
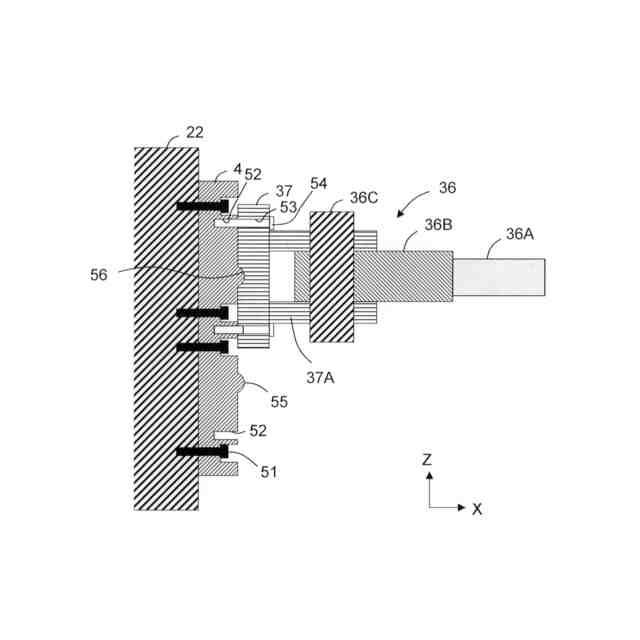
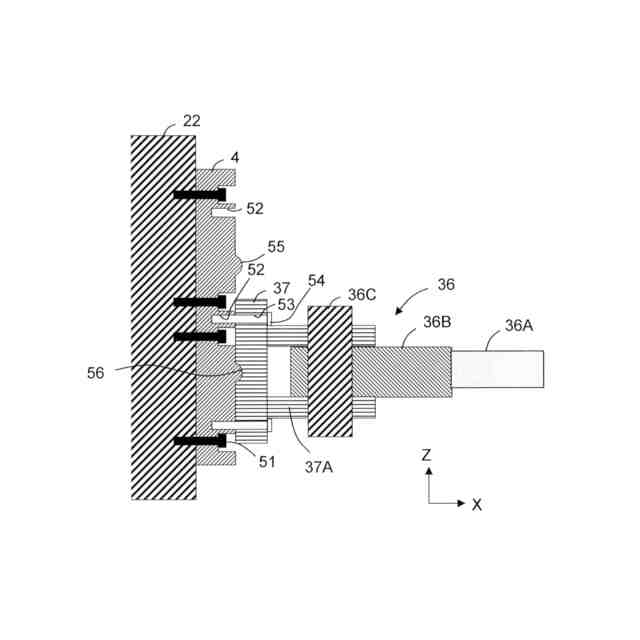
第1の実施形態の移動シリンダと固定盤の接続部の側方断面図である。
第1の実施形態の移動シリンダと固定盤の接続部の側方断面図である。
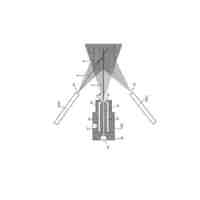
第1の実施形態の接続部材と連結具の正面図である。
第1の実施形態の接続部材と連結具の正面図である。
変形例の接続部材と連結具の平面図である。
第2の実施形態の接続部材と連結具の正面図である。
第2の実施形態の移動シリンダと固定盤の接続部の平面図である。
第2の実施形態の移動シリンダと固定盤の接続部の側方断面図である。
第2の実施形態の移動シリンダと固定盤の接続部の側方断面図である。
第3の実施形態の接続部材と連結具の正面図である。
第3の実施形態の移動シリンダと固定盤の接続部の側方断面図である。
第4の実施形態の接続部材と連結具の正面図である。
第4の実施形態の移動シリンダと固定盤の接続部の側方断面図である。
比較例の移動シリンダと固定盤の接続部の側方断面図である。
比較例の移動シリンダと固定盤の接続部の側方断面図である。
比較例の固定盤と連結具の正面図である。
比較例の固定盤と連結具の正面図である。
【発明を実施するための形態】
【0009】
<第1の実施形態>
図1A~7を参照して、本発明の第1の実施形態に係る射出成形機1について説明する。以下の説明で、射出シリンダ32及びスクリュ34の移動方向をX方向という。X方向は水平方向と平行である。水平方向と平行でX方向と直交する方向をY方向という。X,Y方向と直交する方向、すなわち鉛直方向をZ方向という。
【0010】
<全体構成>
図1A,1Bは、第1の実施形態に係る射出成形機1の概略正面図を示している。図1Aは射出シリンダ32ないし射出ノズル33がZ方向の相対的に高い位置(以下、高位置という)にある場合、図1Bは射出シリンダ32ないし射出ノズル33がZ方向の相対的に低い位置(以下、低位置という)にある場合を示している。図2は、射出成形機1の部分平面図を示している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ユニチカ株式会社
集電材
8日前
三菱マテリアル株式会社
粉末材料
28日前
日本製鉄株式会社
モールドパウダー
21日前
トヨタ自動車株式会社
溶湯供給装置
2か月前
株式会社シマノ
射出成形装置
2か月前
トヨタ自動車株式会社
ダイカスト金型
2か月前
芝浦機械株式会社
成形機
8日前
ノリタケ株式会社
ニッケル粉末
7日前
株式会社日本高熱工業社
離型剤塗布装置
2か月前
オークマ株式会社
ワークの加工方法
28日前
本田技研工業株式会社
金型装置
1か月前
JX金属株式会社
銅粉
3か月前
東洋電化工業株式会社
溶湯用送線装置
2か月前
株式会社瓢屋
押湯空間形成部材
1か月前
株式会社エフ・シー・シー
ダイカスト金型
1か月前
ノリタケ株式会社
粉体材料およびその利用
25日前
山陽特殊製鋼株式会社
積層造形用金属粉末
7日前
三菱重工業株式会社
金型
17日前
日鉄エンジニアリング株式会社
酸素開孔装置
1か月前
日本製鉄株式会社
連続鋳造装置
17日前
日本製鉄株式会社
連続鋳造装置
15日前
大陽日酸株式会社
転写型シート状接合材
1か月前
株式会社リコー
立体造形装置及び立体造形方法
3か月前
株式会社神戸製鋼所
スラブの製造方法
7日前
日本製鉄株式会社
連続鋳造用浸漬ノズル
8日前
山陽特殊製鋼株式会社
鋳造方法
3か月前
山陽特殊製鋼株式会社
肉盛用粉末
25日前
品川リフラクトリーズ株式会社
モールドパウダー
今日
山陽特殊製鋼株式会社
肉盛用粉末
25日前
品川リフラクトリーズ株式会社
モールドパウダー
1か月前
黒崎播磨株式会社
連続鋳造用ノズル
1か月前
日本製鉄株式会社
連続鋳造方法
17日前
UBEマシナリー株式会社
ダイカストマシンの生産管理システム
22日前
個人
水液中への鉄イオン溶出供給装置
3か月前
UBEマシナリー株式会社
ダイカストマシンの生産管理システム
29日前
黒崎播磨株式会社
連続鋳造用ノズル
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ