TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024123988
公報種別
公開特許公報(A)
公開日
2024-09-12
出願番号
2023031851
出願日
2023-03-02
発明の名称
粘着性フィルム
出願人
アールエム東セロ株式会社
代理人
個人
主分類
C09J
7/38 20180101AFI20240905BHJP(染料;ペイント;つや出し剤;天然樹脂;接着剤;他に分類されない組成物;他に分類されない材料の応用)
要約
【課題】凹凸追従性および耐真空性の性能バランスが向上した粘着性フィルムを提供する。
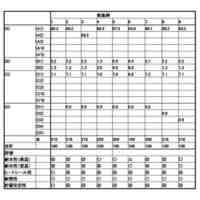
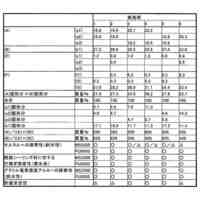
【解決手段】電子装置の製造工程に用いる粘着性フィルムであって、100℃における変形率が2.0%以上70.0%以下であり、150℃における変形率が25.0%以下である粘着性フィルム。
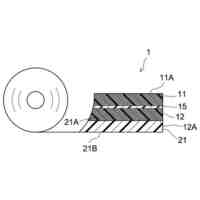
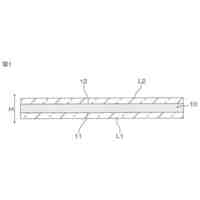
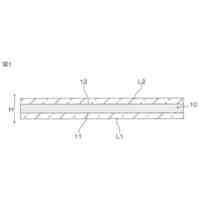
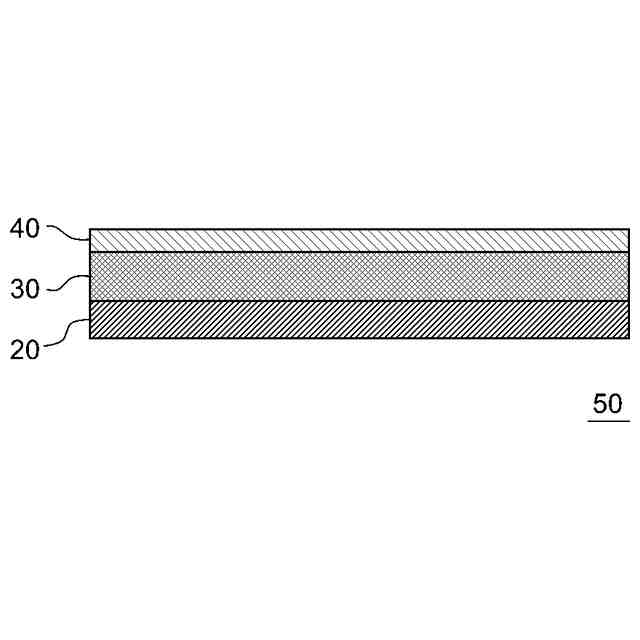
【選択図】図1
特許請求の範囲
【請求項1】
電子装置の製造工程に用いる粘着性フィルムであって、
下記方法1により算出される100℃における変形率が2.0%以上70.0%以下であり、
下記方法2により算出される150℃における変形率が25.0%以下である粘着性フィルム。
[方法1]
前記粘着性フィルムを厚み1.4±0.1mmになるまでn枚積層して測定用サンプルを作製し、10mm幅に切断した前記測定用サンプルに対して、動的粘弾性測定装置を用いて、温度:100℃、変形モード:圧縮、上治具:3点曲げ(圧子先端:2.5R)、下治具:パラレルプレート、測定時間:1000秒、雰囲気:窒素の条件で、10Nの荷重をかけ続けた際の変形量を測定し、「(600秒における変形量[μm]/前記測定用サンプルの積層枚数n/前記粘着性フィルムの1枚あたりの厚み[μm])×100」の式により算出される値を、100℃における変形率[%]とする。
[方法2]
前記粘着性フィルムを厚み1.4±0.1mmになるまでn枚積層したサンプルに対して、130℃、30分の条件で熱処理を行うことで測定用サンプルを作製し、10mm幅に切断した前記測定用サンプルに対して、動的粘弾性測定装置を用いて、温度:150℃、変形モード:圧縮、上治具:3点曲げ(圧子先端:2.5R)、下治具:パラレルプレート、測定時間:1000秒、雰囲気:窒素の条件で、5Nの荷重をかけ続けた際の変形量を測定し、「(600秒における変形量[μm]/前記測定用サンプルの積層枚数n/前記粘着性フィルムの1枚あたりの厚み[μm])×100」の式により算出される値を、150℃における変形率[%]とする。
続きを表示(約 1,400 文字)
【請求項2】
電子装置の製造工程に用いる粘着性フィルムであって、
下記方法3により算出される100℃における変形量が1.0μm以上100.0μm以下であり、
下記方法4により算出される150℃における変形量が35.0μm以下である粘着性フィルム。
[方法3]
前記粘着性フィルムを厚み1.4±0.1mmになるまでn枚積層して測定用サンプルを作製し、10mm幅に切断した前記測定用サンプルに対して、動的粘弾性測定装置を用いて、温度:100℃、変形モード:圧縮、上治具:3点曲げ(圧子先端:2.5R)、下治具:パラレルプレート、測定時間:1000秒、雰囲気:窒素の条件で、10Nの荷重をかけ続けた際の変形量を測定し、「600秒における変形量[μm]/前記測定用サンプルの積層枚数n」の式により算出される値を、100℃における変形量[μm]とする。
[方法4]
前記粘着性フィルムを厚み1.4±0.1mmになるまでn枚積層したサンプルに対して、130℃、30分の条件で熱処理を行うことで測定用サンプルを作製し、10mm幅に切断した前記測定用サンプルに対して、動的粘弾性測定装置を用いて、温度:150℃、変形モード:圧縮、上治具:3点曲げ(圧子先端:2.5R)、下治具:パラレルプレート、測定時間:1000秒、雰囲気:窒素の条件で、5Nの荷重をかけ続けた際の変形量を測定し、「600秒における変形量[μm]/前記測定用サンプルの積層枚数n」の式により算出される値を、150℃における変形量[μm]とする。
【請求項3】
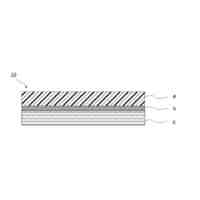
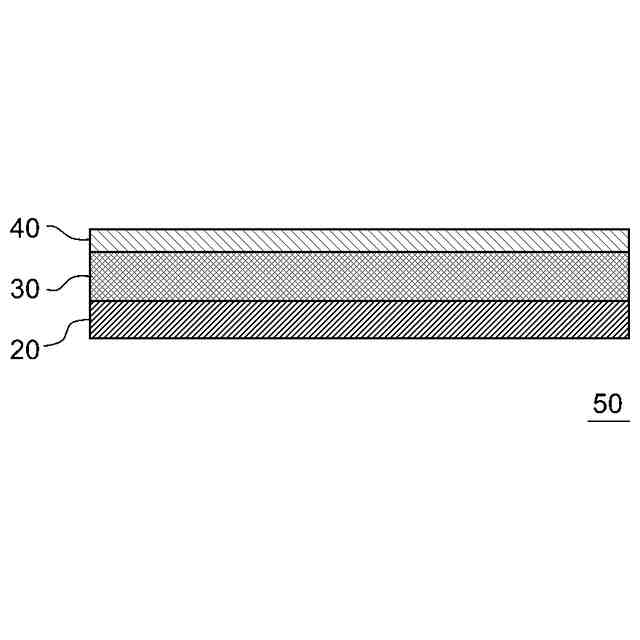
基材層と、凹凸吸収性樹脂層と、熱硬化性粘着層とをこの順番に備える、請求項1または2に記載の粘着性フィルム。
【請求項4】
前記凹凸吸収性樹脂層と、前記熱硬化性粘着層とが、直に接するように設けられている、請求項3に記載の粘着性フィルム。
【請求項5】
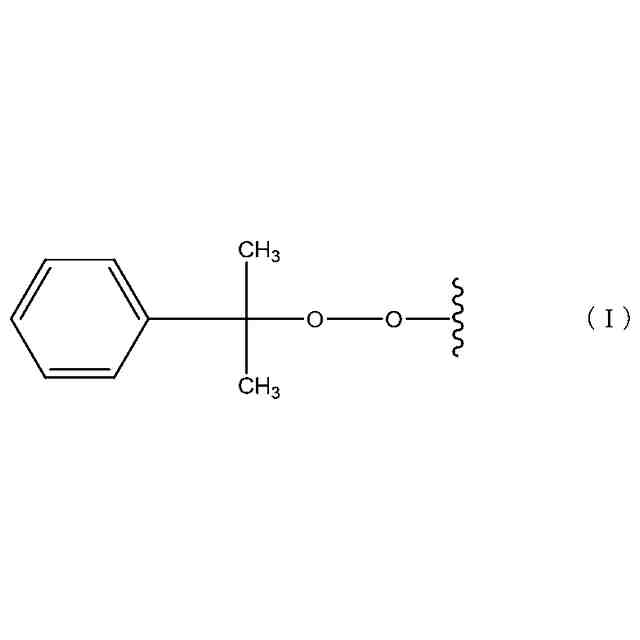
前記熱硬化性粘着層は、(メタ)アクリル系樹脂と、熱重合開始剤とを含む、請求項3または4に記載の粘着性フィルム。
【請求項6】
前記凹凸吸収性樹脂層を構成する樹脂が、エチレン・酢酸ビニル共重合体、(メタ)アクリル系樹脂、エチレン・α-オレフィン共重合体、および低密度ポリエチレンからなる群から選択される少なくとも一種を含む、請求項3~5のいずれかに記載の粘着性フィルム。
【請求項7】
前記凹凸吸収性樹脂層の厚みが20μm以上500μm以下である、請求項3~6のいずれかに記載の粘着性フィルム。
【請求項8】
前記基材層を構成する樹脂が、ポリエチレンナフタレート、ポリエチレンテレフタレート、およびポリイミドからなる群から選択される少なくとも一種を含む、請求項3~7のいずれかに記載の粘着性フィルム。
【請求項9】
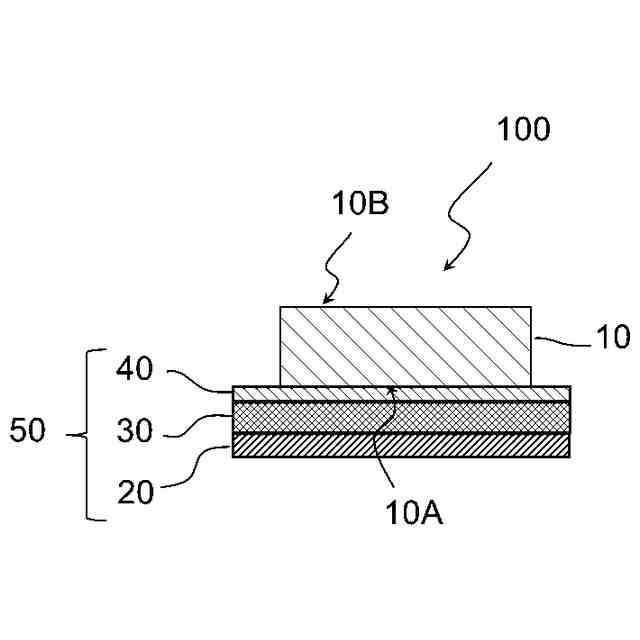
前記電子装置の製造工程は、回路形成面を有する電子部品と、前記電子部品の前記回路形成面側に貼り合わされた前記粘着性フィルムと、を備える構造体を準備する工程(A)と、真空雰囲気下で、前記電子部品の前記回路形成面側とは反対側の面を処理する工程(B)と、を含む、請求項1~8のいずれかに記載の粘着性フィルム。
【請求項10】
前記電子装置がパワー半導体装置である、請求項1~9のいずれかに記載の粘着性フィルム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、粘着性フィルムに関する。
続きを表示(約 3,500 文字)
【背景技術】
【0002】
電子装置の製造方法において、電子部品の回路を形成した後、電子部品の回路形成面とは反対側の面に対して、バックグラインド(研削)、イオン注入、レーザーアニール、スパッタリング等の処理を行う工程を含むものがある。これらの工程において、電子部品の回路形成面の保護を行うための粘着性フィルムが用いられている。
このような粘着性フィルムに関する技術としては、例えば、特許文献1(国際公開第2015/152010号)に記載のものが挙げられる。
【0003】
特許文献1には、ポリイミド基材と、前記ポリイミド基材の片表面に設けられ、アクリル系重合体(a)、1分間半減期温度が140℃以上200℃以下である熱ラジカル発生剤(b)、及び架橋剤(c)を含む組成物から得られた熱硬化性粘着層と、を有し、半導体ウェハの回路形成面に貼付される保護フィルムが記載されている。
特許文献1には、半導体ウェハの回路形成面に貼付し、熱硬化性粘着層を熱硬化させた後に、半導体ウェハに貼付されたまま真空加熱下で行われる工程を含む半導体装置の製造方法に適用したとき、半導体ウェハの回路形成面を保護しつつ、浮きの発生を抑制し、且つ、半導体ウェハから剥離する際の剥離性に優れる保護フィルムを提供できることが記載されている。
【先行技術文献】
【特許文献】
【0004】
国際公開第2015/152010号
【発明の概要】
【発明が解決しようとする課題】
【0005】
このような電子装置の製造方法において、電子部品と粘着性フィルムとの密着性が不十分であると、電子部品と粘着性フィルムとの間に水や薬液が浸入して、電子部品が劣化してしまう場合があった。
【0006】
本発明者らの検討によれば、電子部品と粘着性フィルムとの密着性を向上させ、電子部品を保護するために、粘着性フィルムには、電子部品の回路形成面に粘着性フィルムを貼り付けた際に、回路形成面の凹凸に粘着性フィルムが追従すること(凹凸追従性)、および、真空雰囲気下においても、電子部品に貼り合わされた粘着性フィルムが浮かないこと(耐真空性)が必要であることが分かった。
【0007】
さらに、本発明者らの検討によれば、凹凸追従性を向上させるために、粘着性フィルムを柔軟にする手法を採り得るが、真空雰囲気下において粘着性フィルムが変形しやすく、電子部品から浮きやすいことが明らかになった。一方で、耐真空性を向上させるために、粘着性フィルムを硬くする手法を採り得るが、電子部品に貼り付ける際の凹凸追従性が不十分であることが明らかになった。すなわち、粘着性フィルムの凹凸追従性と耐真空性とはトレードオフの関係であることが分かった。
【0008】
本発明は上記事情に鑑みてなされたものであり、凹凸追従性および耐真空性の性能バランスが向上した粘着性フィルムを提供するものである。
【課題を解決するための手段】
【0009】
本発明によれば、以下に示す粘着性フィルムが提供される。
【0010】
[1]
電子装置の製造工程に用いる粘着性フィルムであって、
下記方法1により算出される100℃における変形率が2.0%以上70.0%以下であり、
下記方法2により算出される150℃における変形率が25.0%以下である粘着性フィルム。
[方法1]
前記粘着性フィルムを厚み1.4±0.1mmになるまでn枚積層して測定用サンプルを作製し、10mm幅に切断した前記測定用サンプルに対して、動的粘弾性測定装置を用いて、温度:100℃、変形モード:圧縮、上治具:3点曲げ(圧子先端:2.5R)、下治具:パラレルプレート、測定時間:1000秒、雰囲気:窒素の条件で、10Nの荷重をかけ続けた際の変形量を測定し、「(600秒における変形量[μm]/前記測定用サンプルの積層枚数n/前記粘着性フィルムの1枚あたりの厚み[μm])×100」の式により算出される値を、100℃における変形率[%]とする。
[方法2]
前記粘着性フィルムを厚み1.4±0.1mmになるまでn枚積層したサンプルに対して、130℃、30分の条件で熱処理を行うことで測定用サンプルを作製し、10mm幅に切断した前記測定用サンプルに対して、動的粘弾性測定装置を用いて、温度:150℃、変形モード:圧縮、上治具:3点曲げ(圧子先端:2.5R)、下治具:パラレルプレート、測定時間:1000秒、雰囲気:窒素の条件で、5Nの荷重をかけ続けた際の変形量を測定し、「(600秒における変形量[μm]/前記測定用サンプルの積層枚数n/前記粘着性フィルムの1枚あたりの厚み[μm])×100」の式により算出される値を、150℃における変形率[%]とする。
[2]
電子装置の製造工程に用いる粘着性フィルムであって、
下記方法3により算出される100℃における変形量が1.0μm以上100.0μm以下であり、
下記方法4により算出される150℃における変形量が35.0μm以下である粘着性フィルム。
[方法3]
前記粘着性フィルムを厚み1.4±0.1mmになるまでn枚積層して測定用サンプルを作製し、10mm幅に切断した前記測定用サンプルに対して、動的粘弾性測定装置を用いて、温度:100℃、変形モード:圧縮、上治具:3点曲げ(圧子先端:2.5R)、下治具:パラレルプレート、測定時間:1000秒、雰囲気:窒素の条件で、10Nの荷重をかけ続けた際の変形量を測定し、「600秒における変形量[μm]/前記測定用サンプルの積層枚数n」の式により算出される値を、100℃における変形量[μm]とする。
[方法4]
前記粘着性フィルムを厚み1.4±0.1mmになるまでn枚積層したサンプルに対して、130℃、30分の条件で熱処理を行うことで測定用サンプルを作製し、10mm幅に切断した前記測定用サンプルに対して、動的粘弾性測定装置を用いて、温度:150℃、変形モード:圧縮、上治具:3点曲げ(圧子先端:2.5R)、下治具:パラレルプレート、測定時間:1000秒、雰囲気:窒素の条件で、5Nの荷重をかけ続けた際の変形量を測定し、「600秒における変形量[μm]/前記測定用サンプルの積層枚数n」の式により算出される値を、150℃における変形量[μm]とする。
[3]
基材層と、凹凸吸収性樹脂層と、熱硬化性粘着層とをこの順番に備える、前記[1]または[2]に記載の粘着性フィルム。
[4]
前記凹凸吸収性樹脂層と、前記熱硬化性粘着層とが、直に接するように設けられている、前記[3]に記載の粘着性フィルム。
[5]
前記熱硬化性粘着層は、(メタ)アクリル系樹脂と、熱重合開始剤とを含む、前記[3]または[4]に記載の粘着性フィルム。
[6]
前記凹凸吸収性樹脂層を構成する樹脂が、エチレン・酢酸ビニル共重合体、(メタ)アクリル系樹脂、エチレン・α-オレフィン共重合体、および低密度ポリエチレンからなる群から選択される少なくとも一種を含む、前記[3]~[5]のいずれかに記載の粘着性フィルム。
[7]
前記凹凸吸収性樹脂層の厚みが20μm以上500μm以下である、前記[3]~[6]のいずれかに記載の粘着性フィルム。
[8]
前記基材層を構成する樹脂が、ポリエチレンナフタレート、ポリエチレンテレフタレート、およびポリイミドからなる群から選択される少なくとも一種を含む、前記[3]~[7]のいずれかに記載の粘着性フィルム。
[9]
前記電子装置の製造工程は、回路形成面を有する電子部品と、前記電子部品の前記回路形成面側に貼り合わされた前記粘着性フィルムと、を備える構造体を準備する工程(A)と、真空雰囲気下で、前記電子部品の前記回路形成面側とは反対側の面を処理する工程(B)と、を含む、前記[1]~[8]のいずれかに記載の粘着性フィルム。
[10]
前記電子装置がパワー半導体装置である、前記[1]~[9]のいずれかに記載の粘着性フィルム。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ベック株式会社
塗装方法
8日前
ベック株式会社
塗装方法
8日前
個人
コンパクトなビニールテープ。
12日前
株式会社大阪ソーダ
撥水撥油性表面処理剤
19日前
東亞合成株式会社
粘着シート
11日前
個人
カカオハスク由来の天然氷結晶制御剤
8日前
住友ベークライト株式会社
粉体塗料
1か月前
星光PMC株式会社
水性二液硬化型樹脂組成物
8日前
株式会社トクヤマ
蓄熱材料およびその製造方法
19日前
ダイキン工業株式会社
撥剤
12日前
国立大学法人九州大学
土質材料の固化方法
19日前
日東電工株式会社
粘着シート
4日前
artience株式会社
粘着剤および粘着シート
4日前
株式会社スリーボンド
嫌気硬化性接着剤および容器
11日前
株式会社サクラクレパス
水性絵具組成物
1か月前
旭化成株式会社
塗料組成物
20日前
JNC株式会社
接着剤およびそれを用いた電子デバイス
12日前
個人
ゴム状ボタンのコーティング、及びコーティング剤
11日前
星光PMC株式会社
接着剤組成物、フィルム及び積層体
11日前
アトミクス株式会社
鉄道車両の台車用塗料
1か月前
TOTO株式会社
水まわり部材
4日前
artience株式会社
水性フレキソインキ及び印刷物
19日前
花王株式会社
水系顔料分散体
1か月前
サンスター技研株式会社
水性プライマー組成物
4日前
サカタインクス株式会社
抗菌・抗ウイルスニス組成物
13日前
DIC株式会社
粘着テープ、物品、及び物品の解体方法
11日前
DIC株式会社
粘着テープ、物品、及び物品の解体方法
11日前
日本製紙株式会社
帯電防止剤
13日前
太平洋セメント株式会社
セメント系固化材
11日前
日本製紙株式会社
帯電防止剤
13日前
artience株式会社
水性フレキソインキ及びその印刷物
4日前
日東電工株式会社
光学粘着シート
21日前
日東電工株式会社
光学粘着シート
21日前
花王株式会社
研磨液組成物
4日前
ヘンケルジャパン株式会社
水系コーティング剤
11日前
サンスター技研株式会社
水性プライマー組成物
4日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ