TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024117407
公報種別
公開特許公報(A)
公開日
2024-08-29
出願番号
2023023490
出願日
2023-02-17
発明の名称
制御装置
出願人
オークマ株式会社
代理人
弁理士法人YKI国際特許事務所
主分類
G05B
19/4093 20060101AFI20240822BHJP(制御;調整)
要約
【課題】揺動切削時に反転補償が工作機械やワークに与える悪影響を抑制し、適切な反転補償を行う制御装置を提供する。
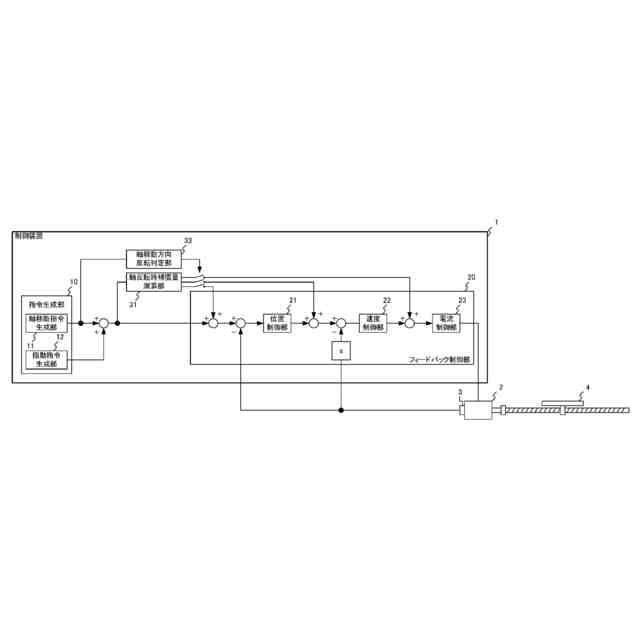
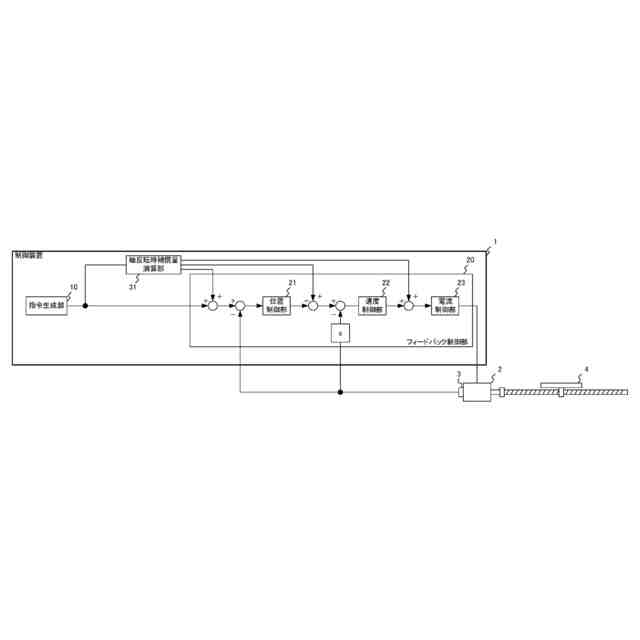
【解決手段】切削工具とワークを相対的に移動させる送り軸を移動させながら前記ワークを切削加工する工作機械の制御装置であって、揺動切削が指示された場合に、前記送り軸を送り方向に沿って揺動させながら前記送り方向に送る移動指令を出力する指令生成部10と、速度指令を出力する位置制御部21と、トルク指令を出力する速度制御部22と、モータ線電流を制御する電流制御部23と、前記送り軸の移動方向の反転時に発生する追従遅れを補償する補償量を算出し、前記移動指令、前記速度指令、および、前記トルク指令の少なくとも1つに前記補償量を加算して反転補償する軸反転時補償量演算部31と、を備え、前記送り方向の反転がない場合、前記揺動に起因した前記送り軸の移動方向の反転時にも前記反転補償を行わない、ことを特徴とする。
【選択図】図6
特許請求の範囲
【請求項1】
切削工具とワークを相対的に移動させる送り軸を有し、前記送り軸を移動させながら前記切削工具により前記ワークを切削加工する工作機械の制御装置であって、
揺動切削が指示された場合に、前記送り軸を送り方向に沿って揺動させながら前記送り方向に送るための移動指令を出力する指令生成部と、
前記移動指令に基づいて、速度指令を出力する位置制御部と、
前記速度指令に基づいて、トルク指令を出力する速度制御部と、
前記トルク指令に基づいて、モータ線電流を制御する電流制御部と、
前記送り軸の移動方向が反転した場合に発生する追従遅れを補償するための補償量を算出して、前記移動指令、前記速度指令、および、前記トルク指令の少なくとも1つに前記補償量を加算して反転補償する軸反転時補償量演算部と、
を備え、
前記送り方向の反転がない場合には、前記揺動に起因して前記送り軸の移動方向が反転する場合であっても前記反転補償を行わないように構成されている、
ことを特徴とする制御装置。
続きを表示(約 840 文字)
【請求項2】
前記揺動切削が指示された場合に前記反転補償を行わず、前記揺動切削が指示されない場合に前記反転補償を行うように構成されている、
ことを特徴とする請求項1に記載の制御装置。
【請求項3】
前記指令生成部は、前記送り軸の前記送り方向への移動指令を出力する軸移動指令生成部と、前記送り軸を揺動させるための移動指令を出力する揺動指令生成部と、を有し、
前記揺動指令生成部の移動指令とは無関係に、前記軸移動指令生成部の移動指令に基づいて前記反転補償を行うように構成されている、
ことを特徴とする請求項1に記載の制御装置。
【請求項4】
前記指令生成部は、前記送り軸の前記送り方向への移動指令を出力する軸移動指令生成部と、前記送り軸を揺動させるための移動指令を出力する揺動指令生成部と、を有し、
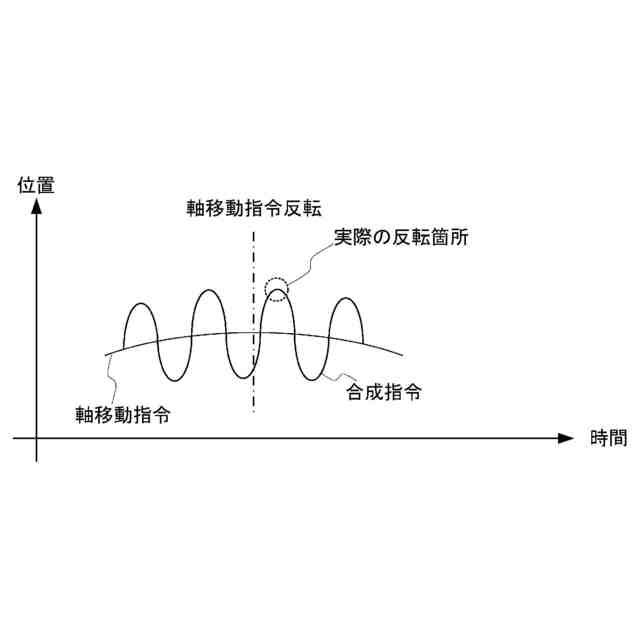
前記軸反転時補償量演算部は、前記軸移動指令生成部の移動指令と前記揺動指令生成部の移動指令との合成指令に基づいて前記補償量を算出し、
前記軸移動指令生成部の移動指令に基づいて前記送り方向が反転したか否かが判定され、前記送り方向が反転したと判定された場合に前記反転補償を行うように構成されている、
ことを特徴とする請求項1に記載の制御装置。
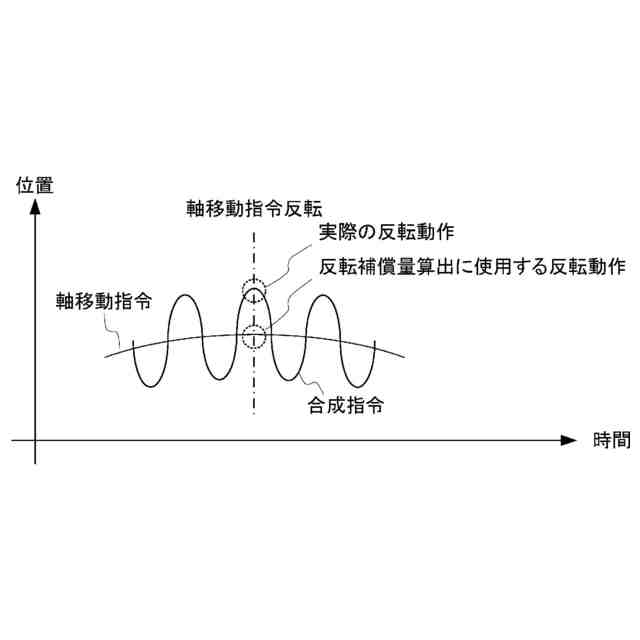
【請求項5】
前記指令生成部は、前記送り軸の前記送り方向への移動指令を出力する軸移動指令生成部と、前記送り軸を揺動させるための移動指令を出力する揺動指令生成部と、を有し、
前記軸反転時補償量演算部は、前記軸移動指令生成部の移動指令と前記揺動指令生成部の移動指令との合成指令に基づいて前記補償量を算出し、
前記軸移動指令生成部が前記送り方向を反転させる移動指令を出力した後に、前記合成指令が前記送り方向と同じ方向に反転した場合に前記反転補償を行うように構成されている、
ことを特徴とする請求項1に記載の制御装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、揺動切削を行う工作機械の送り軸の位置を制御する制御装置に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
従来から、切削工具と被削材であるワークとを相対的に回転させる主軸と、切削工具とワークを相対的に移動させる送り軸と、を備える工作機械が知られている。当該工作機械は、送り軸を移動させながら、切削工具によりワークを切削加工させる。切削加工においては、発生する削り屑が長くなり(以下、適宜「切粉」と称する)、切粉がワークや切削工具に絡まることがある。その結果、ワークの損傷や工作機械の故障が発生する。これに対応する切削方法として、切削工具とワークを相対的に揺動させながら切削することで切粉を分断する揺動切削加工がある。
【発明の概要】
【発明が解決しようとする課題】
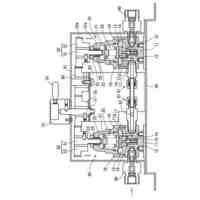
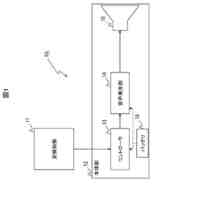
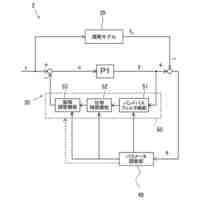
【0003】
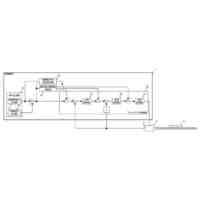
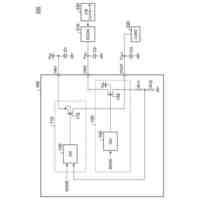
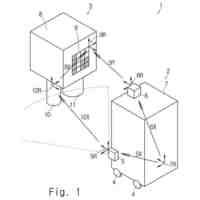
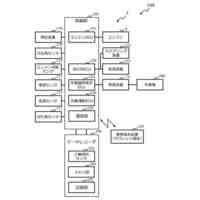
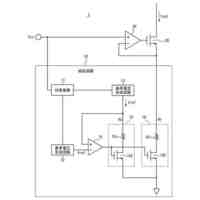
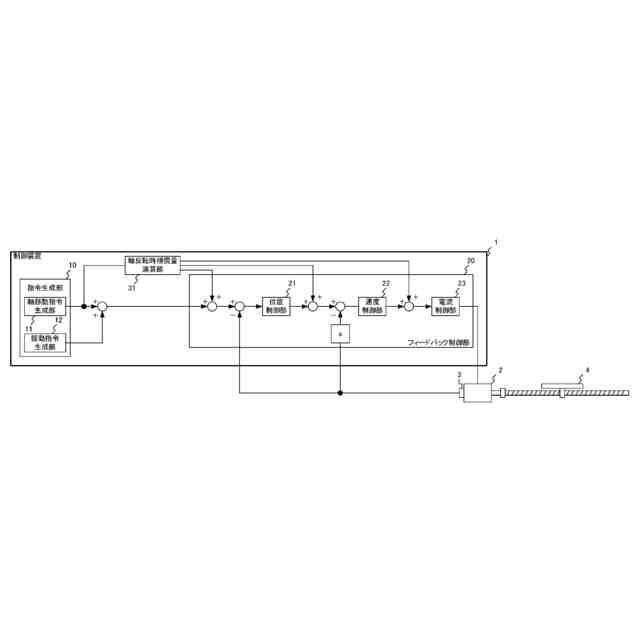
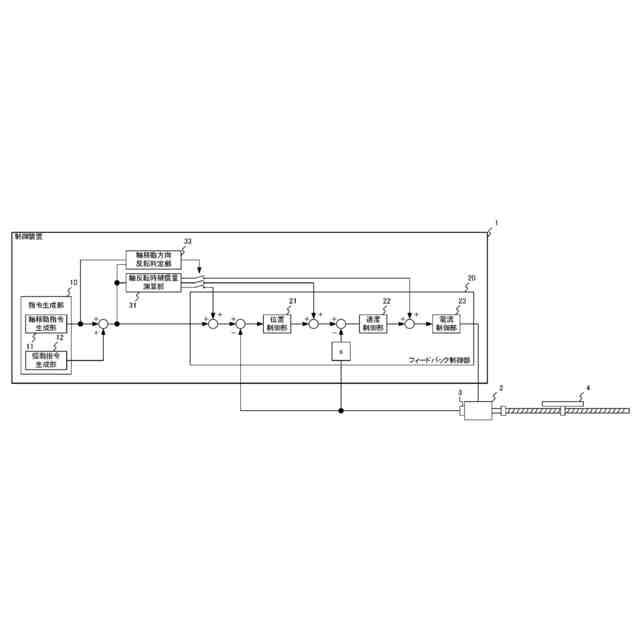
ところで、揺動切削加工を行うときに用いる装置として、図7に示すような制御装置がある。図7は、従来技術による工作機械の制御装置を示すブロック図である。図7には、既知の制御装置1が示されている。制御装置1は、工作機械(図示なし)を構成する要素の一部であり、工作機械の送り軸の位置を制御する。図7に示すように、工作機械は、制御装置1に加えて、主軸と送り軸とを制御するモータ2と、モータ2に取り付けられた検出器3と、モータ2の駆動により移動する制御対象4と、を備える。より詳細には、制御装置1は、モータ2を駆動し、制御対象4の位置を制御する。また、制御対象4の位置は、検出器3で検出される。
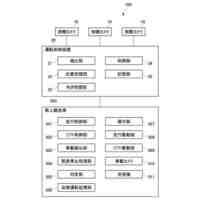
【0004】
図7に示すように、制御装置1は、指令生成部10と、フィードバック制御部20と、軸反転時補償量演算部31と、を有する。指令生成部10は、揺動切削が指示された場合に、工作機械の送り軸を送り方向に沿って揺動させながら送り方向に送るための移動指令を出力する。ここで、「送り方向」とは、送り軸が最終的に進む方向である。なお、以下、適宜「送り方向に送る」などの表現を用いる。フィードバック制御部20は、位置制御部21と、速度制御部22と、電流制御部23と、を有する。位置制御部21は、指令生成部10が出力した移動指令に基づいて、速度指令を出力する。速度制御部22は、位置制御部21で出力された速度指令と、検出器3からフィードバックされる送り軸の位置情報を微分器sで微分して求められるモータ2の回転速度と、に基づいて、トルク指令を出力する。電流制御部23は、速度制御部22で出力されたトルク指令と、実際の電流値と、に基づいて、モータ2に電流を供給し、モータ2を駆動する。すなわち、指令生成部10で移動指令が出力され、フィードバック制御部20にて位置制御、速度制御、および、電流制御が行われ、モータ2が駆動される。そして、モータ2の位置および速度がモータ2に取り付けられた検出器3により取得され、フィードバック制御部20にフィードバックされることで、モータ2の位置および速度が制御される。ここで、指令生成部10が出力する移動指令に基づいて送り軸の移動方向が反転した場合、静摩擦や駆動系のたわみによる追従遅れが発生する。この反転時における追従遅れを補償するため、軸反転時補償量演算部31が用いられる。具体的には、軸反転時補償量演算部31は、送り軸の移動方向が反転した場合に発生する追従遅れを補償するための補償量を算出する。そして、軸反転時補償量演算部31は、指令生成部10で出力された移動指令、位置制御部21で出力された速度指令、および、速度制御部22で出力されたトルク指令の少なくとも1つに当該補償量を加算して反転補償を行う。なお、「移動方向」とは、送り軸の動きの方向であって、揺動の動きが付加されたものである。したがって、送り方向と移動方向とは、必ずしも一致しない。
【0005】
ここで、揺動切削時に、揺動により送り軸の移動方向が反転した場合、反転補償が行われると揺動周期の半周期毎に反転補償が発生する。これにより、工作機械の寿命が短くなる、送り軸から異音が発生する、ワークの加工面の面粗度が悪化する、といった問題が発生する。そこで、本明細書では、上記の課題を解決する制御装置を開示する。
【課題を解決するための手段】
【0006】
本明細書で開示する制御装置は、切削工具とワークを相対的に移動させる送り軸を有し、前記送り軸を移動させながら前記切削工具により前記ワークを切削加工する工作機械の制御装置であって、揺動切削が指示された場合に、前記送り軸を送り方向に沿って揺動させながら前記送り方向に送るための移動指令を出力する指令生成部と、前記移動指令に基づいて、速度指令を出力する位置制御部と、前記速度指令に基づいて、トルク指令を出力する速度制御部と、前記トルク指令に基づいて、モータ線電流を制御する電流制御部と、前記送り軸の移動方向が反転した場合に発生する追従遅れを補償するための補償量を算出して、前記移動指令、前記速度指令、および、前記トルク指令の少なくとも1つに前記補償量を加算して反転補償する軸反転時補償量演算部と、を備え、前記送り方向の反転がない場合には、前記揺動に起因して前記送り軸の移動方向が反転する場合であっても前記反転補償を行わないように構成されている、ことを特徴とする。
【0007】
また、前記揺動切削が指示された場合に前記反転補償を行わず、前記揺動切削が指示されない場合に前記反転補償を行うように構成されている、ことを特徴とする。
【0008】
また、前記指令生成部は、前記送り軸の前記送り方向への移動指令を出力する軸移動指令生成部と、前記送り軸を揺動させるための移動指令を出力する揺動指令生成部と、を有し、前記揺動指令生成部の移動指令とは無関係に、前記軸移動指令生成部の移動指令に基づいて前記反転補償を行うように構成されている、ことを特徴とする。
【0009】
また、前記指令生成部は、前記送り軸の前記送り方向への移動指令を出力する軸移動指令生成部と、前記送り軸を揺動させるための移動指令を出力する揺動指令生成部と、を有し、前記軸反転時補償量演算部は、前記軸移動指令生成部の移動指令と前記揺動指令生成部の移動指令との合成指令に基づいて前記補償量を算出し、前記軸移動指令生成部の移動指令に基づいて前記送り方向が反転したか否かが判定され、前記送り方向が反転したと判定された場合に前記反転補償を行うように構成されている、ことを特徴とする。
【0010】
また、前記指令生成部は、前記送り軸の前記送り方向への移動指令を出力する軸移動指令生成部と、前記送り軸を揺動させるための移動指令を出力する揺動指令生成部と、を有し、前記軸反転時補償量演算部は、前記軸移動指令生成部の移動指令と前記揺動指令生成部の移動指令との合成指令に基づいて前記補償量を算出し、前記軸移動指令生成部が前記送り方向を反転させる移動指令を出力した後に、前記合成指令が前記送り方向と同じ方向に反転した場合に前記反転補償を行うように構成されている、ことを特徴とする。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
オークマ株式会社
制御装置
19日前
エイブリック株式会社
定電圧回路
2か月前
井関農機株式会社
作業車両
2か月前
井関農機株式会社
作業車両
2か月前
株式会社FUJI
工作機械
20日前
エイブリック株式会社
基準電流回路
1か月前
ローム株式会社
電源回路
2か月前
井関農機株式会社
自立走行農作業車
2か月前
トヨタ自動車株式会社
移動システム
2か月前
トヨタ自動車株式会社
制御システム
1か月前
日昌電気制御株式会社
管理システム
1か月前
トヨタ自動車株式会社
設備の制御方法
2か月前
株式会社ユタカ
半自動切換装置
1か月前
株式会社ダイフク
搬送設備
19日前
トヨタ自動車株式会社
マーカースタンド
1か月前
井関農機株式会社
作業車両の作業管理システム
2か月前
横河電機株式会社
電流源回路
2か月前
株式会社豊田自動織機
自律走行車両
1か月前
株式会社フカデン
外周部加工システム
8日前
住友重機械工業株式会社
自律走行台車
2か月前
日立建機株式会社
自律走行システム
12日前
大阪瓦斯株式会社
二次圧制御機構
15日前
株式会社デンソー
移動体制御装置
5日前
大阪瓦斯株式会社
二次圧制御機構
15日前
ミツミ電機株式会社
半導体集積回路装置
1か月前
個人
ペダル操作検知装置
2か月前
三菱電機株式会社
管理システムおよび管理方法
2か月前
横河電機株式会社
電圧電流変換回路
1か月前
アズビル株式会社
パラメータ探索装置および方法
2か月前
トヨタ自動車株式会社
充電装置
2か月前
ニチコン株式会社
電源装置
1か月前
エンゼルグループ株式会社
無人搬送システム
1か月前
株式会社デンソー
車両用電子制御装置
1か月前
株式会社ダイフク
搬送設備の検査装置
15日前
シンフォニアテクノロジー株式会社
共振抑制制御装置
1か月前
シンフォニアテクノロジー株式会社
共振抑制制御装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ