TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024114161
公報種別
公開特許公報(A)
公開日
2024-08-23
出願番号
2023019731
出願日
2023-02-13
発明の名称
超音波接合方法
出願人
矢崎総業株式会社
代理人
弁理士法人虎ノ門知的財産事務所
主分類
H01R
43/02 20060101AFI20240816BHJP(基本的電気素子)
要約
【課題】複数本の素線を束ねた芯線を単線化する際の素線同士の接合を改善することができる超音波接合方法を提供する。
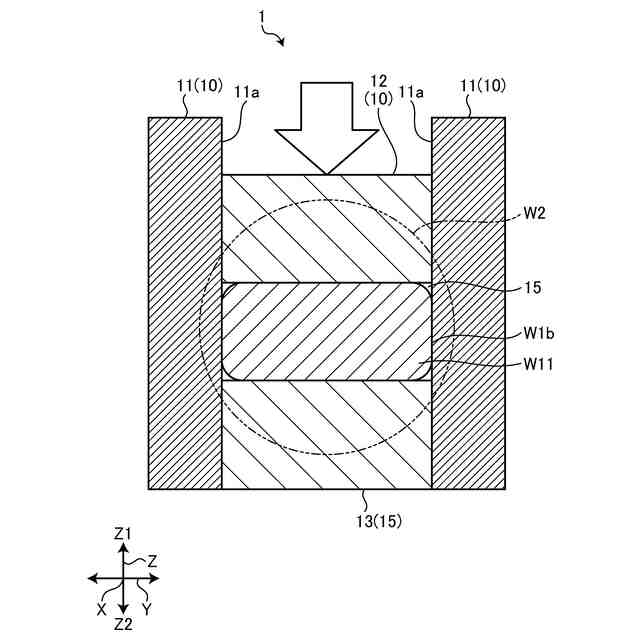
【解決手段】超音波接合方法は、電線Wの芯線露出部W1aにおける複数本の素線W11を均す均し工程(S1)と、均し工程の後に、芯線露出部W1aに対して、複数本の素線W11を固めて単線化部W1bを形成する加工工程(S2)とを備える。均し工程は、収容空間15に芯線露出部W1aが収容された収容状態において、均し部材10である加工部材12が収容空間15側に移動することにより芯線露出部W1aを押圧して当該芯線露出部W1aにおける複数本の素線W11を均す。
【選択図】図6
特許請求の範囲
【請求項1】
軸線方向に沿って延在し導電性を有する複数本の素線からなる芯線と、前記芯線の端部を芯線露出部として露出させた状態で前記芯線を覆う絶縁被覆と、を有する電線の当該芯線露出部における複数の前記素線を均す均し工程と、
前記均し工程の後に、前記芯線露出部に対して、複数の前記素線を固めて単線化部を形成する加工工程と、を備え、
前記加工工程は、
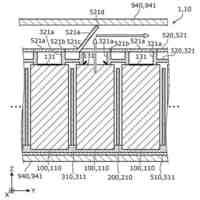
前記軸線方向と直交する幅方向に対向して配置された一対の保持部材により前記芯線露出部が前記幅方向に挟持され、かつ前記軸線方向及び前記幅方向と直交する高さ方向に対向して配置された一対の加工部材により前記芯線露出部が前記高さ方向に挟持された加工状態において、一対の前記加工部材の一方が前記芯線露出部を押圧し、他方が当該芯線露出部に超音波振動を加えて当該芯線露出部の前記素線同士を接合させ、
前記均し工程は、
一対の前記保持部材及び一対の前記加工部材により形成され、かつ前記芯線露出部が収容される収容空間に当該芯線露出部が収容された収容状態において、均し部材が前記収容空間側に移動することにより前記芯線露出部を押圧して当該芯線露出部における複数の前記素線を均す
ことを特徴とする超音波接合方法。
続きを表示(約 610 文字)
【請求項2】
前記均し部材は、一対の前記加工部材の一方であり、
前記均し工程では、
一対の前記加工部材の前記一方によって、前記加工工程で当該加工部材の当該一方により前記芯線露出部に印加される第1荷重より相対的に低い第2荷重で前記芯線露出部を1回以上押圧する
請求項1に記載の超音波接合方法。
【請求項3】
前記均し部材は、一対の前記保持部材の一方であり、
前記均し工程では、
一対の前記保持部材の前記一方において前記収容空間側に形成された壁面の少なくとも一部が、前記収容空間側に向けて移動することにより前記芯線露出部を押圧する
請求項1に記載の超音波接合方法。
【請求項4】
前記均し部材は、一対の前記保持部材であり、
前記均し工程では、
一対の前記保持部材の少なくとも一方が前記収容空間側に向けて移動することで、前記幅方向において前記収容空間を形成する壁面間の壁間距離を可変とし、
前記均し工程前の初期の前記壁間距離をL0、前記均し工程にて一対の前記保持部材の前記一方により前記芯線露出部が押圧された後の壁間距離をL1、前記加工工程にて前記単線化部が形成されたときの壁間距離をL2とした場合に、L0>L2>L1を満たすように一対の前記保持部材の前記一方を移動する
請求項1に記載の超音波接合方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、超音波接合方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
端子付き電線を製造する際に、素線を束ねた芯線を有する電線に圧着端子を圧着する場合、当該素線の表層に形成された酸化膜を効率的に破壊して素線同士の導通性能を確保すべく、超音波接合装置により端子の圧着前に芯線を超音波接合するものがある(例えば、特許文献1参照)。
【0003】
例えば、特許文献1では、芯線を接合幅に規制した状態で、高さ方向から加圧しながら、各素線を互いに超音波接合して平板状に一体成型する超音波接合方法が提案されている。
【先行技術文献】
【特許文献】
【0004】
特開2004-95293号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、複数本の素線を束ねた芯線を単線化する際に、芯線の素線同士を接合する接合前の芯線の配置に偏りが生じると、芯線の幅方向に圧力の疎密が生じることで、圧力が疎の部位で素線同士の接合が弱くなりやすく、改善の余地がある。
【0006】
本発明は、複数本の素線を束ねた芯線を単線化する際の素線同士の接合を改善することができる超音波接合方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明に係る超音波接合方法は、軸線方向に沿って延在し導電性を有する複数本の素線からなる芯線と、前記芯線の端部を芯線露出部として露出させた状態で前記芯線を覆う絶縁被覆と、を有する電線の当該芯線露出部における複数の前記素線を均す均し工程と、前記均し工程の後に、前記芯線露出部に対して、複数の前記素線を固めて単線化部を形成する加工工程と、を備え、前記加工工程は、前記軸線方向と直交する幅方向に対向して配置された一対の保持部材により前記芯線露出部が前記幅方向に挟持され、かつ前記軸線方向及び前記幅方向と直交する高さ方向に対向して配置された一対の加工部材により前記芯線露出部が前記高さ方向に挟持された加工状態において、一対の前記加工部材の一方が前記芯線露出部を押圧し、他方が当該芯線露出部に超音波振動を加えて当該芯線露出部の前記素線同士を接合させ、前記均し工程は、一対の前記保持部材及び一対の前記加工部材により形成され、かつ前記芯線露出部が収容される収容空間に当該芯線露出部が収容された収容状態において、均し部材が前記収容空間側に移動することにより前記芯線露出部を押圧して当該芯線露出部における複数の前記素線を均すことを特徴とする。
【発明の効果】
【0008】
本発明に係る超音波接合方法によれば、複数本の素線を束ねた芯線を単線化する際の素線同士の接合を改善することができる、という効果を奏する。
【図面の簡単な説明】
【0009】
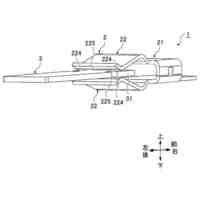
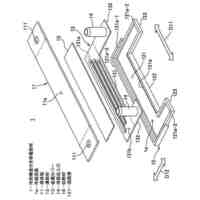
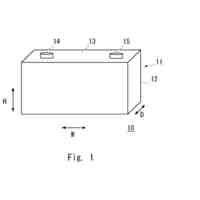
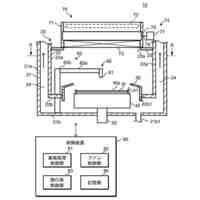
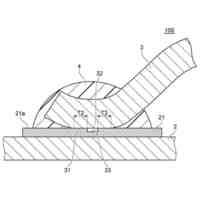
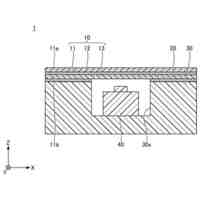
図1は、実施形態に係る超音波接合方法が適用された超音波接合装置を模式的に表した図である。
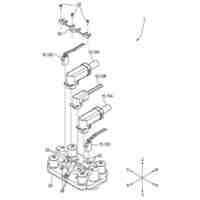
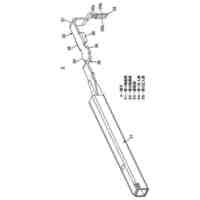
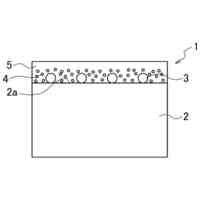
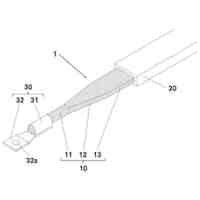
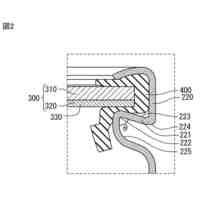
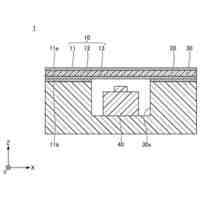
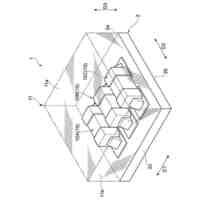
図2は、実施形態に係る超音波接合方法により加工された電線を模式的に表した図である。
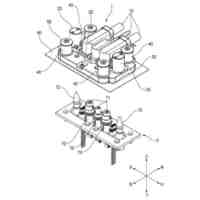
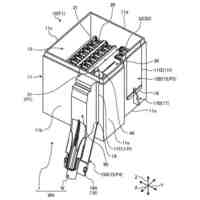
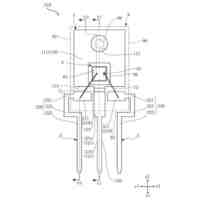
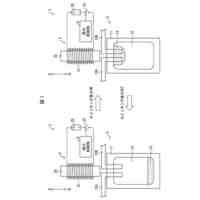
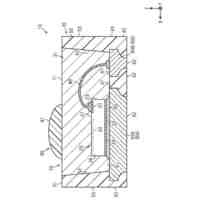
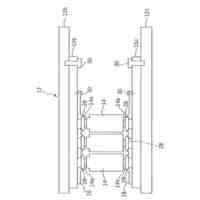
図3は、均し工程前の超音波接合装置の状態を模式的に表した図である。
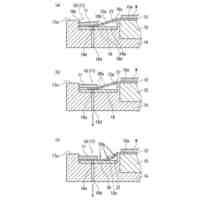
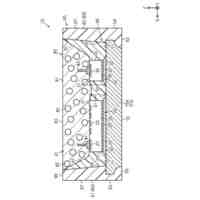
図4は、均し工程時の超音波接合装置の状態を模式的に表した図である。
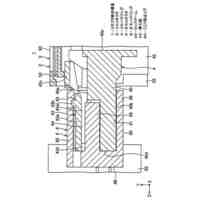
図5は、加工工程時の超音波接合装置の状態を模式的に表した図である。
図6は、実施形態に係る超音波接合方法を表すフローチャート図である。
図7は、実施形態の第1変形例における均し工程時の超音波接合装置の状態を模式的に表した図である。
図8は、実施形態の第1変形例における均し工程時の超音波接合装置の状態を模式的に表した図である。
図9は、実施形態の第1変形例における加工工程時の超音波接合装置の状態を模式的に表した図である。
図10は、実施形態の第2変形例における均し工程前の超音波接合装置の状態を模式的に表した図である。
図11は、実施形態の第2変形例における均し工程時の超音波接合装置の状態を模式的に表した図である。
図12は、実施形態の第2変形例における加工工程時の超音波接合装置の状態を模式的に表した図である。
【発明を実施するための形態】
【0010】
以下に、本発明に係る実施形態について図面を参照しつつ詳細に説明する。なお、下記実施形態により本発明が限定されるものではない。すなわち、下記実施形態における構成要素には、当業者が容易に想定できるもの、あるいは実質的に同一のものが含まれ、発明の要旨を逸脱しない範囲で、種々の省略、置き換え、変更を行うことができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
矢崎総業株式会社
コネクタ
1日前
矢崎総業株式会社
配索構造
1日前
矢崎総業株式会社
端子接続構造
今日
矢崎総業株式会社
コネクタユニット
今日
矢崎総業株式会社
コネクタユニット
今日
矢崎総業株式会社
コネクタ嵌合構造
1日前
矢崎総業株式会社
冷却構造付き導電部材
1日前
矢崎総業株式会社
端子、コネクタ、基板組立体
1日前
矢崎総業株式会社
電気接続箱およびワイヤハーネス
1日前
矢崎総業株式会社
めっき付き炭素材料及びその製造方法
1日前
矢崎総業株式会社
運転支援装置、運転支援システム、及び運転支援方法
1日前
矢崎総業株式会社
運行分析装置、運行分析システム、運行分析方法、及びプログラム
1日前
矢崎総業株式会社
運転評価装置、運転評価システム、運転評価方法、及びプログラム
1日前
矢崎総業株式会社
情報提示装置、情報提示システム、情報提示方法、及びプログラム
1日前
日星電気株式会社
平型電線
2日前
株式会社GSユアサ
蓄電設備
1日前
トヨタ自動車株式会社
二次電池
1日前
株式会社村田製作所
電池
今日
ローム株式会社
半導体装置
今日
株式会社東京精密
ワーク保持装置
5日前
住友電装株式会社
コネクタ
今日
芝浦メカトロニクス株式会社
基板処理装置
今日
株式会社村田製作所
二次電池
今日
オムロン株式会社
スイッチング素子
今日
富士電機株式会社
半導体モジュール
今日
KDDI株式会社
伸展マスト
1日前
株式会社東芝
半導体装置
5日前
ローム株式会社
半導体発光装置
5日前
ローム株式会社
半導体発光装置
5日前
日東電工株式会社
スイッチ装置
今日
日東電工株式会社
スイッチ装置
今日
株式会社SUBARU
電池モジュール
1日前
TDK株式会社
電子部品
5日前
トヨタバッテリー株式会社
二次電池セル
今日
矢崎総業株式会社
コネクタ
1日前
トヨタ自動車株式会社
正極層
今日
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ