TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024108879
公報種別
公開特許公報(A)
公開日
2024-08-13
出願番号
2023013501
出願日
2023-01-31
発明の名称
抵抗溶接方法及び抵抗溶接の管理方法
出願人
日本製鉄株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
B23K
11/30 20060101AFI20240805BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接部の表面におけるLME割れの発生が抑制される抵抗溶接方法及び抵抗溶接の管理方法を提供する。
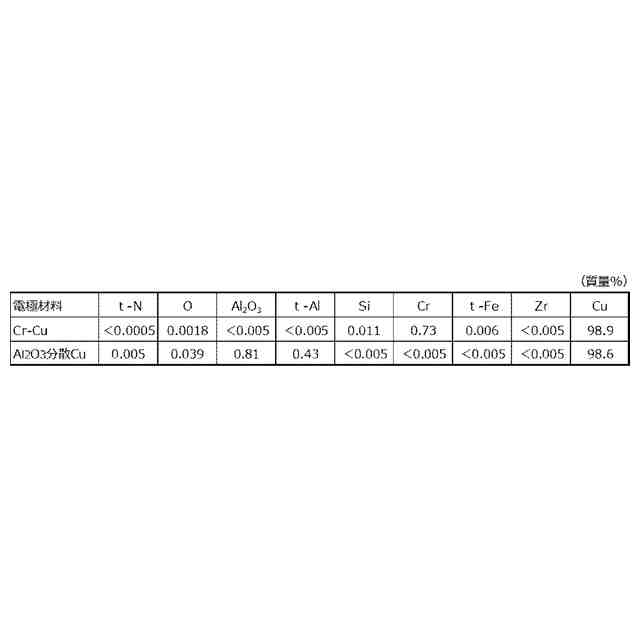
【解決手段】被溶接材の抵抗溶接を行う場合に被溶接材と接触する接触部が、Cuを主成分とし、Si含有量が0.010質量%以下である金属材料で形成されている抵抗溶接用電極を準備する工程と、抵抗溶接用電極の接触部を、Znを含むめっきが施された被溶接材に接触させて抵抗溶接を行う工程と、を含む抵抗溶接方法。成分分析により接触部のSi含有量が0.010質量%以下であることを確認し、電極を交換する際、接触部のSi含有量が0.010質量%以下である電極を用いるように管理してもよい。
【選択図】なし
特許請求の範囲
【請求項1】
被溶接材の抵抗溶接を行うときに前記被溶接材と接触する接触部が、Cuを主成分とし、Si含有量が0.010質量%以下である金属材料で形成されている抵抗溶接用電極を準備する工程と、
前記抵抗溶接用電極の前記接触部を、Znを含むめっきが施された被溶接材に接触させて抵抗溶接を行う工程と、
を含む抵抗溶接方法。
続きを表示(約 890 文字)
【請求項2】
被溶接材の抵抗溶接を行うときに前記被溶接材と接触する接触部が、Cuを主成分とする金属材料で形成されている抵抗溶接用電極を準備する工程と、
前記抵抗溶接用電極の前記接触部の成分分析を行う工程と、
前記成分分析により前記接触部のSi含有量が0.010質量%以下であることが確認された抵抗溶接用電極を用い、前記抵抗溶接用電極の前記接触部を、Znを含むめっきが施された被溶接材に接触させて抵抗溶接を行う工程と、
を含む抵抗溶接方法。
【請求項3】
抵抗溶接機に抵抗溶接用電極を取り付け、Znを含むめっきが施された被溶接材に前記抵抗溶接用電極を接触させて抵抗溶接を繰り返し行う工程と、
前記抵抗溶接用電極に代えて新たな抵抗溶接用電極を前記抵抗溶接機に取り付け、前記抵抗溶接を繰り返し行う工程と、
前記抵抗溶接機に取り付ける抵抗溶接用電極として、前記被溶接材と接触する接触部が、Cuを主成分とし、Si含有量が0.010質量%以下である金属材料で形成されている抵抗溶接用電極を用いるように管理する工程と、
を含む、抵抗溶接の管理方法。
【請求項4】
前記抵抗溶接用電極の前記接触部が、下記A群及びB群からなる群より選ばれる1種又は2種以上を含む、請求項1~請求項3のいずれか1項に記載の方法。
[A群]質量%で、
Cr:3.0%以下、
Zr:0.5%以下、
W:20.0%以下、
Ag:0.5%以下、
Be:2.0%以下、
Co:3.0%以下、
Ni:3.0%以下、及び
Fe:1.0%以下、
からなる群から選択される1種又は2種以上の元素
[B群]質量%で、
Al
2
O
3
:3.0%以下、
WC:12.0%以下、
ZrO:5.5%以下、及び
MgO:2.7%以下、
からなる群から選択される1種又は2種以上の化合物
発明の詳細な説明
【技術分野】
【0001】
本開示は、抵抗溶接方法及び抵抗溶接の管理方法に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
電気抵抗溶接として、例えば抵抗スポット溶接を行う場合、複数枚の金属板を重ねて板組を一対の電極で板厚方向に挟み込んで加圧しながら通電を行う。通電部において金属板がそれぞれ溶融した後、固化することで板組が接合される。
このようなスポット溶接に用いる電極材料として、一般的に銅合金が使用されている(例えば、特許文献1参照)。
【0003】
一方、抵抗溶接では液体金属脆化(LME:Liquid Metal Embrittlement)が問題となることがある。鋼板表面のZn系めっきと鋼板が抵抗溶接によって、熱、ひずみ、応力が加わることで液体金属脆化が生じ、溶接部に亀裂(LME割れ)が生じる場合がある。
【先行技術文献】
【特許文献】
【0004】
特開2020-62656号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本開示は、溶接部の表面におけるLME割れの発生が抑制される抵抗溶接方法及び抵抗溶接の管理方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するための本開示の要旨は次の通りである。
<1> 被溶接材の抵抗溶接を行うときに前記被溶接材と接触する接触部が、Cuを主成分とし、Si含有量が0.010質量%以下である金属材料で形成されている抵抗溶接用電極を準備する工程と、
前記抵抗溶接用電極の前記接触部を、Znを含むめっきが施された被溶接材に接触させて抵抗溶接を行う工程と、
を含む抵抗溶接方法。
<2> 被溶接材の抵抗溶接を行うときに前記被溶接材と接触する接触部が、Cuを主成分とする金属材料で形成されている抵抗溶接用電極を準備する工程と、
前記抵抗溶接用電極の前記接触部の成分分析を行う工程と、
前記成分分析により前記接触部のSi含有量が0.010質量%以下であることが確認された抵抗溶接用電極を用い、前記抵抗溶接用電極の前記接触部を、Znを含むめっきが施された被溶接材に接触させて抵抗溶接を行う工程と、
を含む抵抗溶接方法。
<3> 抵抗溶接機に抵抗溶接用電極を取り付け、Znを含むめっきが施された被溶接材に前記抵抗溶接用電極を接触させて抵抗溶接を繰り返し行う工程と、
前記抵抗溶接用電極に代えて新たな抵抗溶接用電極を前記抵抗溶接機に取り付け、前記抵抗溶接を繰り返し行う工程と、
前記抵抗溶接機に取り付ける抵抗溶接用電極として、前記被溶接材と接触する接触部が、Cuを主成分とし、Si含有量が0.010質量%以下である金属材料で形成されている抵抗溶接用電極を用いるように管理する工程と、
を含む、抵抗溶接の管理方法。
<4> 前記抵抗溶接用電極の前記接触部が、下記A群及びB群からなる群より選ばれる1種又は2種以上を含む、<1>~<3>のいずれか1つに記載の方法。
[A群]質量%で、
Cr:3.0%以下、
Zr:0.5%以下、
W:20.0%以下、
Ag:0.5%以下、
Be:2.0%以下、
Co:3.0%以下、
Ni:3.0%以下、及び
Fe:1.0%以下、
からなる群から選択される1種又は2種以上の元素
[B群]質量%で、
Al
2
O
3
:3.0%以下、
WC:12.0%以下、
ZrO:5.5%以下、及び
MgO:2.7%以下、
からなる群から選択される1種又は2種以上の化合物
【発明の効果】
【0007】
本開示によれば、溶接部の表面におけるLME割れの発生が抑制される抵抗溶接方法及び抵抗溶接の管理方法が提供される。
【図面の簡単な説明】
【0008】
スポット溶接部の断面の一例を示す図である。
図1においてAで示す部分に生じたLME割れを拡大して示す図である。
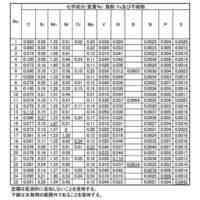
Cr-Cu電極を用いたスポット溶接後の肩部~肩外付近のめっき組成をSEM-EDSで分析したCu濃度を示す図である。
Al
2
O
3
分散Cu電極を用いたスポット溶接後の肩部~肩外付近のめっき組成をSEM-EDSで分析したCu濃度を示す図である。
CMAによる亀裂部の観察結果を示す図である。
亀裂部のZn濃度プロファイルを示す図である。
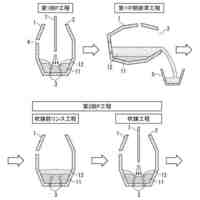
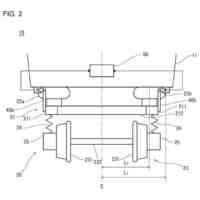
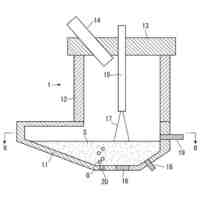
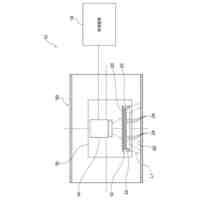
抵抗スポット溶接の一例を示す概略図である。
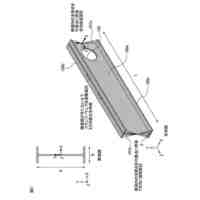
シーム溶接の一例を示す概略図である。
【発明を実施するための形態】
【0009】
以下、本開示の一例である実施形態について説明する。
なお、本開示において、元素又は化合物の含有量の「%」表示は「質量%」を意味する。また、本開示において、「~」を用いて表される数値範囲は、特に断りの無い限り、「~」の前後に記載される数値を下限値及び上限値として含む範囲を意味する。また、「~」の前後に記載される数値に「超」又は「未満」が付されている場合の数値範囲は、これら数値を下限値又は上限値として含まない範囲を意味する。
本開示に段階的に記載されている数値範囲において、ある段階的な数値範囲の上限値は、他の段階的な記載の数値範囲の上限値、あるいは、実施例に示されている値に置き換えてもよい。また、本開示に段階的に記載されている数値範囲において、ある段階的な数値範囲の下限値は、他の段階的な記載の数値範囲の下限値、あるいは、実施例に示されている値に置き換えてもよい。
また、「工程」との用語は、独立した工程だけではなく、他の工程と明確に区別できない場合であってもその工程の所期の目的が達成されれば、本用語に含まれる。
【0010】
スポット溶接を行う場合、電極材料が被溶接材に移行する。そのため、液体金属脆化は、鋼板のめっき層を構成する材料だけでなく、電極材料も影響すると考えられる。それゆえ、LME割れの原因となる微量元素を極力低減した電極材料とすることで、電極による液体金属脆化の促進が抑制されると考えられる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
4日前
日本製鉄株式会社
鋼矢板
18日前
日本製鉄株式会社
ボルト
8日前
日本製鉄株式会社
鉄道架線柱
4日前
日本製鉄株式会社
転炉精錬方法
14日前
日本製鉄株式会社
連続鋳造装置
14日前
日本製鉄株式会社
連続鋳造方法
14日前
日本製鉄株式会社
管用ねじ継手
5日前
日本製鉄株式会社
連続鋳造装置
12日前
日本製鉄株式会社
油井用金属管
4日前
日本製鉄株式会社
鋼管用ねじ継手
25日前
日本製鉄株式会社
金属材の冷却方法
4日前
日本製鉄株式会社
モールドパウダー
18日前
日本製鉄株式会社
鋼の連続鋳造方法
14日前
日本製鉄株式会社
低P鋼の溶製方法
4日前
日本製鉄株式会社
鋼の連続鋳造方法
4日前
日本製鉄株式会社
連続鋳造用浸漬ノズル
5日前
日本製鉄株式会社
光触媒及びその製造方法
14日前
日本製鉄株式会社
鋼板及び鋼板の製造方法
14日前
日本製鉄株式会社
Cu含有鋼鋳片の製造方法
4日前
日本製鉄株式会社
薄鋼板および連続鋳造鋳片
4日前
日本製鉄株式会社
空気ばねの高さの計算方法
18日前
日本製鉄株式会社
RH真空脱ガス設備の下部槽
21日前
日本製鉄株式会社
溶接装置及び電縫管の製造方法
25日前
日本製鉄株式会社
鋼板の延性破壊限界の評価方法
4日前
日本製鉄株式会社
誘導加熱装置及び誘導加熱方法
8日前
日本製鉄株式会社
SiC光触媒粒子及びその製造方法
14日前
日本製鉄株式会社
盛土の補強構造および盛土の補強方法
12日前
日本製鉄株式会社
アーク型電気炉および還元鉄の溶解方法
21日前
日本製鉄株式会社
表面性状検査装置及び表面性状検査方法
14日前
日本製鉄株式会社
炭素鋼鋳片、および炭素鋼鋳片の製造方法
14日前
日本製鉄株式会社
H形断面部材及びH形断面部材の設計方法
8日前
日本製鉄株式会社
情報処理装置、情報処理方法及びプログラム
6日前
日本製鉄株式会社
異常検知装置、異常検知方法およびプログラム
15日前
日本製鉄株式会社
金属化合物微粒子の分析方法および分散回収液
12日前
日本製鉄株式会社
アーク型電気炉およびアーク型電気炉の操業方法
21日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ