TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024090307
公報種別
公開特許公報(A)
公開日
2024-07-04
出願番号
2022206119
出願日
2022-12-23
発明の名称
加工方法
出願人
株式会社ディスコ
代理人
インフォート弁理士法人
,
個人
,
個人
主分類
H01L
21/301 20060101AFI20240627BHJP(基本的電気素子)
要約
【課題】作業者を拘束しないで、チップの抗折強度を予め設定した値以上にするよう加工条件を決定し、加工する。
【解決手段】加工方法は、ワークセットをチャックテーブルに保持させる保持工程と、ワークセットのウェーハの裏面を研削して薄化して分割起点で分割する分割工程と、ウェーハの裏面側に対する加工により凹凸を除去する凹凸除去工程と、チップ間に隙間を形成する分離工程と、少なくとも一つのチップを取り外して抗折強度を測定する測定工程と、加工条件を変更する変更工程と、新たなウェーハを用いて上記工程を抗折強度が目標値以上になるまで繰り返す繰り返し工程を備える。変更工程は、測定した抗折強度の値が目標値以上の場合に凹凸除去工程で使用した加工条件を決定する加工条件とし、目標値より小さい場合に凹凸除去工程で使用した加工条件に加算値を加算して加工条件を変更する。
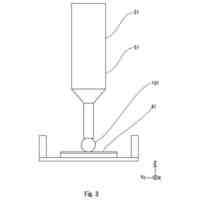
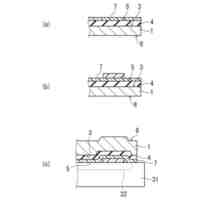
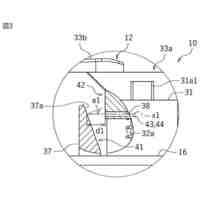
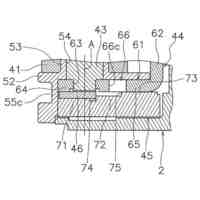
【選択図】図3
特許請求の範囲
【請求項1】
格子状の分割予定ラインに沿って表面側に分割起点を形成したウェーハを、該分割起点で分割し、分割したチップの抗折強度を予め設定した値以上にする加工方法であって、
該ウェーハは、分割予定ラインによって区画された領域に、製品デバイスと同等のデバイスを形成したテスト用ウェーハであって、
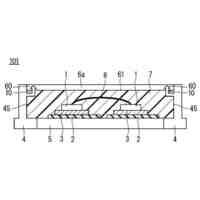
テープをリングフレームと該ウェーハの表面とに貼着し、該テープを介して該リングフレームが該ウェーハを支持するワークセットをチャックテーブルに保持させる保持工程と、
該チャックテーブルに保持されたワークセットのウェーハの裏面を砥石で研削して薄化するとともに該分割起点で分割する分割工程と、
該ウェーハの裏面側に対する研磨加工またはエッチング加工により該裏面側の凹凸を除去する凹凸除去工程と、
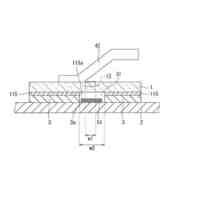
該凹凸除去工程の後、隣接するチップとチップとに隙間を形成する分離工程と、
該分離工程の後、テープから少なくとも一つのチップを取り外し、該チップの抗折強度を測定する測定工程と、
該測定工程で測定した抗折強度の値が予め設定した値以上の場合には、該凹凸除去工程で使用した加工条件を決定する加工条件とし、
該測定工程で測定した抗折強度の値が該予め設定した値より小さい場合には、該凹凸除去工程で使用した加工条件に、事前の実験によって設定される加算値を加算して加工条件を変更する変更工程と、
新たなウェーハを用いて該保持工程、該分割工程、該変更工程で変更した加工条件を用いた該凹凸除去工程、該測定工程を、該予め設定した値以上になるまで繰り返す繰り返し工程と、を備える加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
半導体デバイスや電子部品の製造工程で使用される加工装置として、研削装置、研磨装置、及び洗浄装置に加え、検査装置を備えたものが知られている(例えば、特許文献1など)。このような加工装置では、ウェーハの加工に加えて、その加工によって得られる結果物の検査までが行われる。このような加工装置は、例えば、ハーフカット後に研削加工を行うDBG(Dicing Before Grinding)プロセスやSDBG(Stealth Dicing Before Grinding)プロセスによってウェーハを分割し、ウェーハが分割されることで形成されたチップの抗折強度を測定し、測定された抗折強度が予め決められた強度を有しているかどうかを検査することができる。
【先行技術文献】
【特許文献】
【0003】
特開2018-060958号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、検査結果によっては加工装置の調整が必要となるが、この調整作業を作業者が試行錯誤しながら行うとすると、作業者が調整作業に拘束されてしまう。例えば、測定された抗折強度が予め決められた強度を有しない場合には、予め決められた強度を有するまで、作業者による加工装置の加工条件の変更と加工装置による加工及び測定とが繰り返し行われることになり、作業者が長時間に亘って拘束されてしまう。
【0005】
本発明はかかる点に鑑みてなされたものであり、作業者を拘束しないで、チップの抗折強度を予め設定した値以上にするよう加工条件を決定し、加工する加工方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の一態様の加工方法は、格子状の分割予定ラインに沿って表面側に分割起点を形成したウェーハを、該分割起点で分割し、分割したチップの抗折強度を予め設定した値以上にする加工方法であって、該ウェーハは、分割予定ラインによって区画された領域に、製品デバイスと同等のデバイスを形成したテスト用ウェーハであって、テープをリングフレームと該ウェーハの表面とに貼着し、該テープを介して該リングフレームが該ウェーハを支持するワークセットをチャックテーブルに保持させる保持工程と、該チャックテーブルに保持されたワークセットのウェーハの裏面を砥石で研削して薄化するとともに該分割起点で分割する分割工程と、該ウェーハの裏面側に対する研磨加工またはエッチング加工により該裏面側の凹凸を除去する凹凸除去工程と、該凹凸除去工程の後、隣接するチップとチップとに隙間を形成する分離工程と、該分離工程の後、該テープから少なくとも一つのチップを取り外し、該チップの抗折強度を測定する測定工程と、該測定工程で測定した抗折強度の値が予め設定した値以上の場合には、該凹凸除去工程で使用した加工条件を決定する加工条件とし、該測定工程で測定した抗折強度の値が該予め設定した値より小さい場合には、該凹凸除去工程で使用した加工条件に、事前の実験によって設定される加算値を加算して加工条件を変更する変更工程と、新たなウェーハを用いて該保持工程、該分割工程、該変更工程で変更した加工条件を用いた該凹凸除去工程、該測定工程を、該予め設定した値以上になるまで繰り返す繰り返し工程と、を備える。
【発明の効果】
【0007】
本発明の加工方法によれば、作業者を拘束しないで、チップの抗折強度を予め設定した値以上にするよう加工条件を決定し、加工することができる。
【図面の簡単な説明】
【0008】
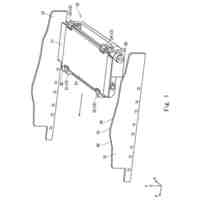
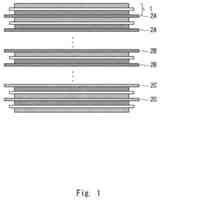
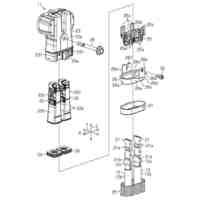
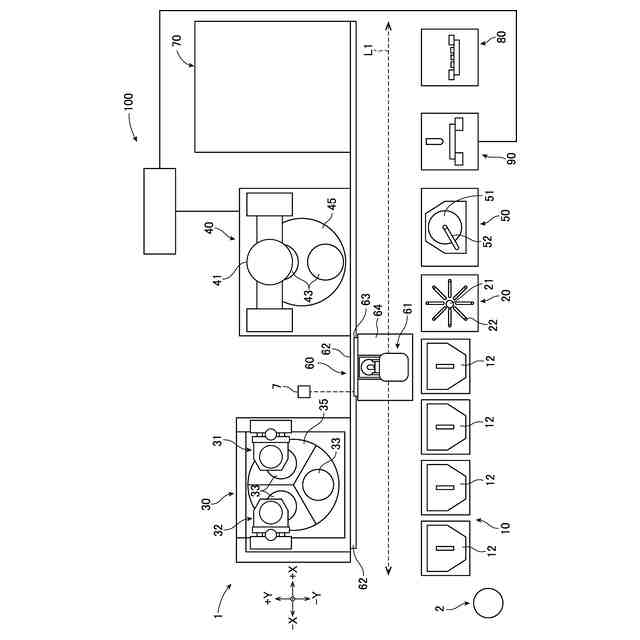
本実施形態に係る加工装置の構成の一例を示した図である。
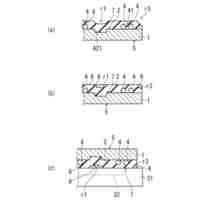
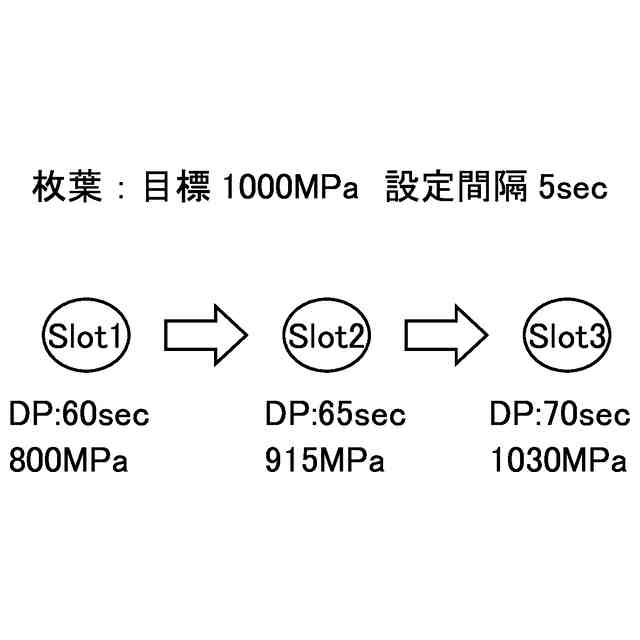
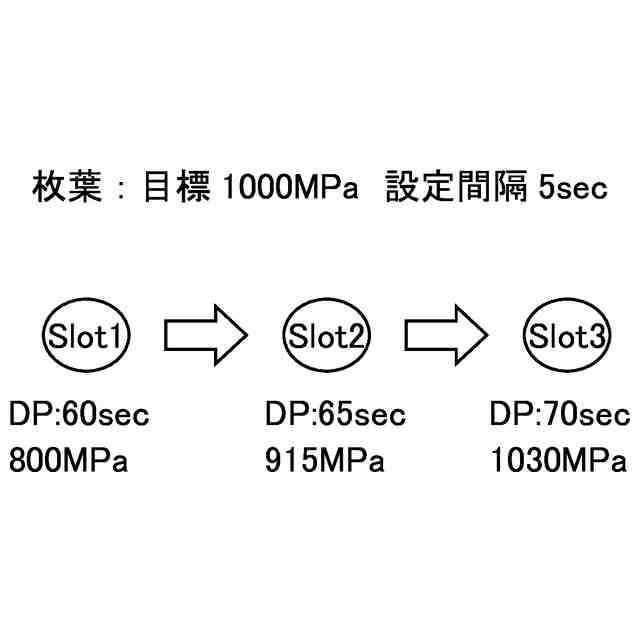
本実施形態に係る加工装置の加工条件の変更例を示した図である。
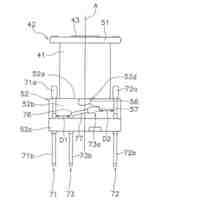
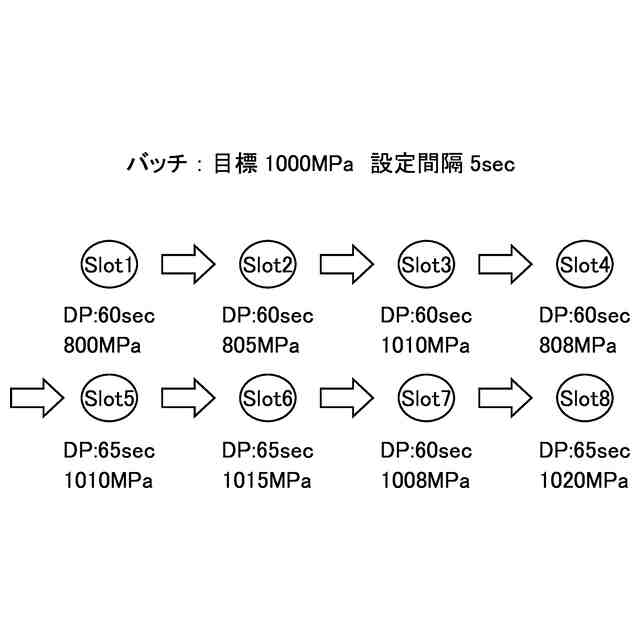
本実施形態に係る加工装置の加工条件の別の変更例を示した図である。
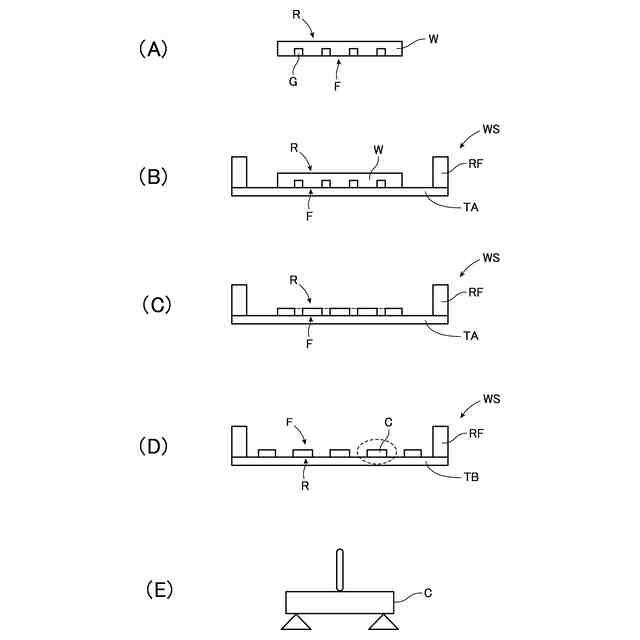
本実施形態に係る加工装置で行われるフィードバック方法の別の例を示した図である。
【発明を実施するための形態】
【0009】
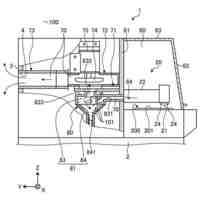
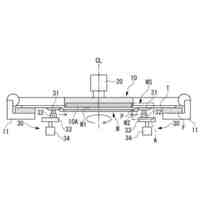
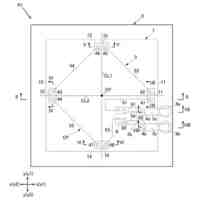
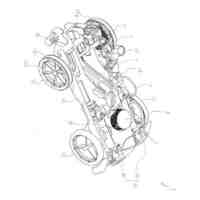
以下、添付図面を参照して、本実施の形態について説明する。図1は、加工装置の構成を示している。まず、図1を参照しながら、本実施の形態に係る加工装置の構成について説明する。
【0010】
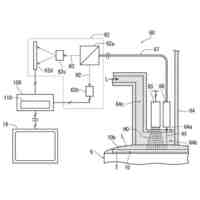
図1に示す加工装置1は、ウェーハを加工するウェーハ加工装置であって、加工プロセスに応じた複数の装置が連結されたクラスタシステムである。加工装置1は、各種の加工機能を有する1つ以上の加工ユニット(研削装置30、研磨装置40など)に加えて、ウェーハを加工することで得られた加工結果物を検査する検査ユニット(抗折強度測定ユニット90)と、制御ユニット100と、を備えている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
加工装置
今日
株式会社ディスコ
研削装置
今日
株式会社ディスコ
加工装置
今日
株式会社ディスコ
研削装置
1日前
株式会社ディスコ
環状凸部除去装置
5日前
株式会社ディスコ
ウエーハの加工方法
5日前
株式会社ディスコ
加工装置及び登録方法
今日
株式会社ディスコ
洗浄装置、及び加工装置
今日
株式会社GSユアサ
蓄電装置
14日前
ローム株式会社
半導体装置
12日前
株式会社PFA
異物除去具
12日前
沖電気工業株式会社
発光装置
1日前
株式会社魁半導体
プラズマ処理装置
15日前
マクセル株式会社
電池
7日前
株式会社ダイヘン
碍子
6日前
トヨタ自動車株式会社
搬送装置
5日前
京セラ株式会社
積層型電子部品
5日前
株式会社ヨコオ
変換回路
12日前
日本航空電子工業株式会社
押釦
19日前
東レエンジニアリング株式会社
転写装置
5日前
トヨタ自動車株式会社
積層型電池
今日
株式会社東京精密
ワーク加工方法
今日
株式会社東京精密
ワーク加工方法
今日
住友電装株式会社
コネクタ
7日前
住友電装株式会社
コネクタ
8日前
東レエンジニアリング株式会社
転写方法
19日前
三洲電線株式会社
撚線導体
15日前
日本航空電子工業株式会社
コネクタ
12日前
住友電装株式会社
雌端子金具
13日前
LWJ株式会社
可変ハンドスイッチ
1日前
三菱電機株式会社
半導体装置
5日前
富士電機株式会社
半導体装置
今日
オムロン株式会社
電磁石装置
12日前
株式会社はくぶん
電池ボックス装置
8日前
オムロン株式会社
電磁石装置
12日前
三菱電機株式会社
半導体装置
13日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ