TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024094184
公報種別
公開特許公報(A)
公開日
2024-07-09
出願番号
2022210982
出願日
2022-12-27
発明の名称
ワーク加工方法
出願人
株式会社東京精密
代理人
個人
主分類
H01L
21/304 20060101AFI20240702BHJP(基本的電気素子)
要約
【課題】非円形状のワークを所望形状に高精度に加工可能なワーク加工方法を提供する。
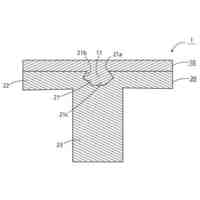
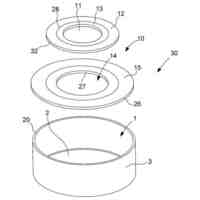
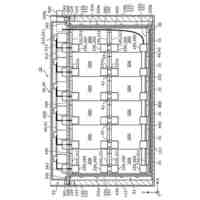
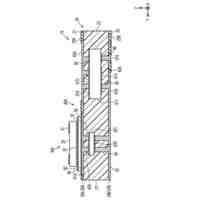
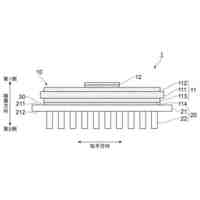
【解決手段】非円形状のワーク1の表面3側をチャックテーブル31で吸着保持した状態でワークの裏面8を砥石で研削するワーク加工方法であって、ワーク1をチャックテーブル31に吸着保持させる前に、ワーク1をワーク1と砥石とが接触する複数の略円弧状の加工領域に区分したとき、各加工領域の面積変化に伴うワーク1の研削量変化を減少するように各加工領域に対応して膜厚が調整された厚み調整膜7をワークの表面側に形成する。
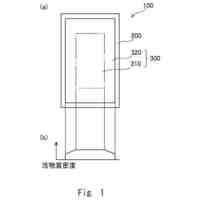
【選択図】図5
特許請求の範囲
【請求項1】
非円形状のワークの一方面側をチャックで吸着保持した状態で前記ワークの他方面を砥石で研削するワーク加工方法であって、
前記ワークを前記チャックに吸着保持させる前に、前記ワークを前記ワークと前記砥石とが接触する複数の略円弧状の加工領域に区分したとき、各加工領域の面積変化に伴う前記ワークの研削量変化を減少するように各加工領域に対応して膜厚が調整された厚み調整膜を前記ワークの一方面側に形成することを特徴とするワーク加工方法。
続きを表示(約 650 文字)
【請求項2】
前記厚み調整膜の膜厚は、平面から視て前記厚み調整膜と重なる前記加工領域の面積が狭いほど薄く設定されることを特徴とする請求項1に記載のワーク加工方法。
【請求項3】
前記ワークには、オリフラが形成され、
前記オリフラに達する前記加工領域と重なる前記厚み調整膜の膜厚が、前記オリフラに達しない前記加工領域と重なる前記厚み調整膜の膜厚より薄く設定されることを特徴とする請求項2に記載のワーク加工方法。
【請求項4】
前記ワークは、矩形状に形成され、
前記厚み調整膜のうち相対的に小面積の前記加工領域と重なる部分の膜厚が、前記厚み調整膜のうち相対的に大面積の前記加工領域と重なる部分の膜厚より薄く設定されることを特徴とする請求項2に記載のワーク加工方法。
【請求項5】
前記厚み調整膜は、前記一方面を覆うように貼着された保護テープの表面上に形成されることを特徴とする請求項1に記載のワーク加工方法。
【請求項6】
前記厚み調整膜は、液体状態で前記保護テープ上に塗布された後に固化可能な物質から成ることを特徴とする請求項5に記載のワーク加工方法。
【請求項7】
前記厚み調整膜は、UV硬化インクから成ることを特徴とする請求項6に記載のワーク加工方法。
【請求項8】
前記厚み調整膜は、UV硬化インクを積層塗布して形成されることを特徴とする請求項7に記載のワーク加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワークを加工するワーク加工方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
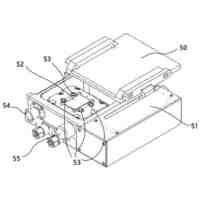
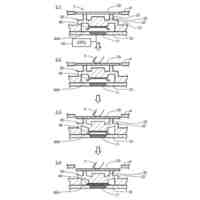
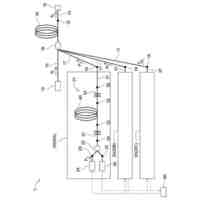
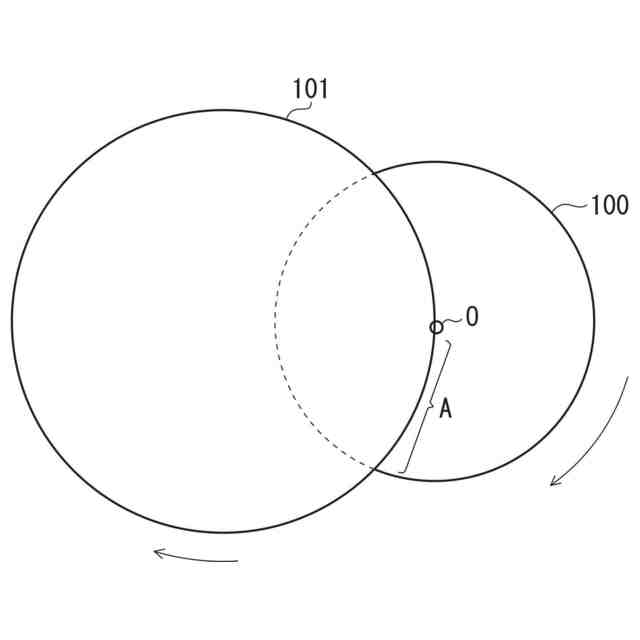
半導体製造分野では、シリコンウェハ等の半導体ウェハ(以下、「ワーク」という)を薄く形成するために、ワークを吸着保持するチャックテーブル及び砥石をそれぞれ回転させながら、砥石をワークに押し当ててワークを所定厚みに研削するインフィード研削が行われている(例えば、特許文献1参照)。このような研削方式では、砥石とワークとが接触する加工領域は平面から視て円弧状に形成されるため、ワークの厚みは同心円状で同一に研削される。
【先行技術文献】
【特許文献】
【0003】
特開2020-123666号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
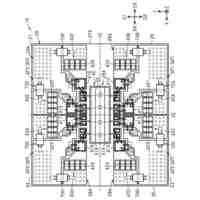
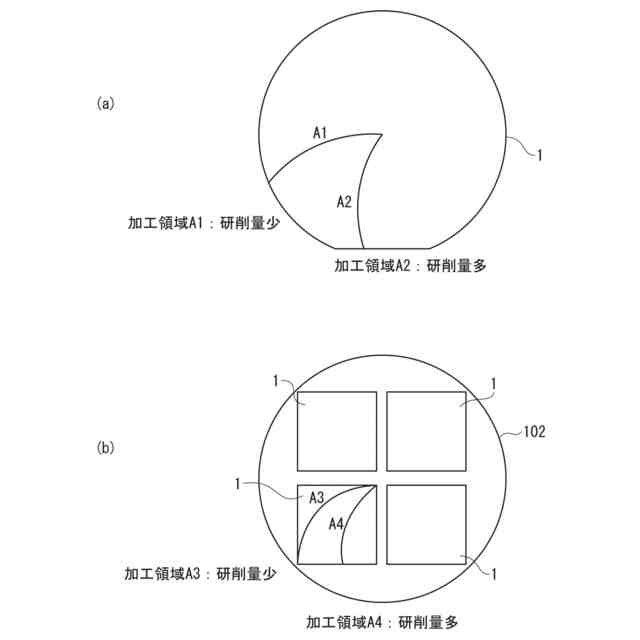
ところで、小径の半導体ウェハの多くは、外周の一部に結晶方位を示すオリフラが形成されている。また近年では、矩形状の半導体ウェハのニーズが高まっている。このような非円形状のワークをインフィード研削する場合、砥石とワークとが接触する円弧状の加工領域の面積は、ワークの周方向において一定ではない。
【0005】
そして、面積が相対的に狭い加工領域内では、面圧が過剰になり研削量が増大するため、研削後のワークは局所的に薄くなる。一方、面積が相対的に広い加工領域内では、面圧が過小になり研削量が減少するため、研削後のワークが局所的に厚くなる。このようにして、加工領域の面積変化に起因して研削後のワークに厚みバラつきが生じる虞があった。
【0006】
そこで、非円形状のワークを所望形状に高精度に加工するために解決すべき技術的課題が生じてくるのであり、本発明は、この課題を解決することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明に係るワーク加工方法は、非円形状のワークの一方面側をチャックで吸着保持した状態で前記ワークの他方面を砥石で研削するワーク加工方法であって、前記ワークを前記チャックに吸着保持させる前に、前記ワークを前記ワークと前記砥石とが接触する複数の略円弧状の加工領域に区分したとき、各加工領域の面積変化に伴う前記ワークの研削量変化を減少するように各加工領域に対応して膜厚が調整された厚み調整膜を前記ワークの一方面側に形成する。
【0008】
また、本発明に係るワーク加工方法は、前記厚み調整膜の膜厚が、平面から視て前記厚み調整膜と重なる前記加工領域の面積が狭いほど薄く設定されることが好ましい。
【0009】
また、本発明に係るワーク加工方法は、前記ワークには、オリフラが形成され、前記オリフラに達する前記加工領域と重なる前記厚み調整膜の膜厚が、前記オリフラに達しない前記加工領域と重なる前記厚み調整膜の膜厚より薄く設定されることが好ましい。
【0010】
また、本発明に係るワーク加工方法は、前記ワークは、矩形状に形成され、前記厚み調整膜のうち相対的に小面積の前記加工領域と重なる部分の膜厚が、前記厚み調整膜のうち相対的に大面積の前記加工領域と重なる部分の膜厚より薄く設定されることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
端子部品
20日前
レナタ・アーゲー
電池
15日前
個人
鉄心用材料とその製造方法
5日前
株式会社クオルテック
空気電池
12日前
株式会社メルビル
ステージ
7日前
株式会社GSユアサ
蓄電装置
5日前
豊田鉄工株式会社
コイル部品
14日前
株式会社GSユアサ
蓄電装置
5日前
オムロン株式会社
電磁継電器
1日前
株式会社GSユアサ
蓄電装置
5日前
株式会社GSユアサ
蓄電装置
5日前
株式会社GSユアサ
蓄電装置
5日前
三洲電線株式会社
撚線
19日前
三菱電機株式会社
漏電遮断器
19日前
中国電力株式会社
移動用変圧器
14日前
住友電装株式会社
コネクタ
5日前
住友電装株式会社
コネクタ
5日前
エドワーズ株式会社
冷却システム
5日前
トヨタ自動車株式会社
電池パック
20日前
東洋電装株式会社
操作装置
1日前
中国電力株式会社
断路器操作構造
1日前
株式会社村田製作所
二次電池
5日前
三菱電機株式会社
半導体装置
13日前
トヨタ自動車株式会社
電極及び電池
13日前
株式会社アイシン
回転電機駆動装置
6日前
三菱電機株式会社
半導体装置
15日前
ローム株式会社
半導体発光装置
5日前
トヨタ自動車株式会社
電池モジュール
20日前
ローム株式会社
半導体発光装置
5日前
株式会社フジクラ
ファイバレーザ装置
15日前
株式会社レゾナック
半導体装置
1日前
トヨタバッテリー株式会社
電池パック
7日前
三菱電機株式会社
ミラー
1日前
TDK株式会社
電源装置
5日前
矢崎総業株式会社
コネクタ
8日前
富士電機株式会社
半導体装置の製造方法
13日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ