TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024089288
公報種別
公開特許公報(A)
公開日
2024-07-03
出願番号
2022204560
出願日
2022-12-21
発明の名称
高炉の操業方法、装入方法制御装置及び制御プログラム
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
主分類
C21B
5/00 20060101AFI20240626BHJP(鉄冶金)
要約
【課題】ベースの堆積形状を維持するための改善アクションを速やかに実行することができる。
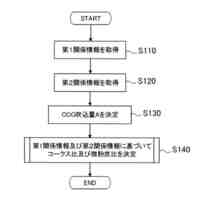
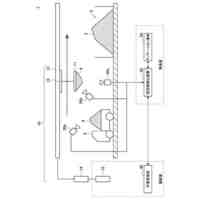
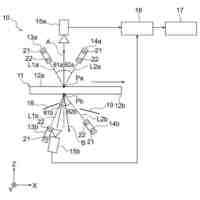
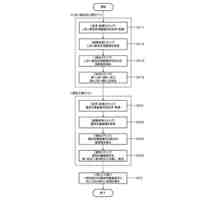
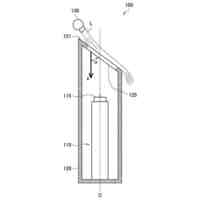
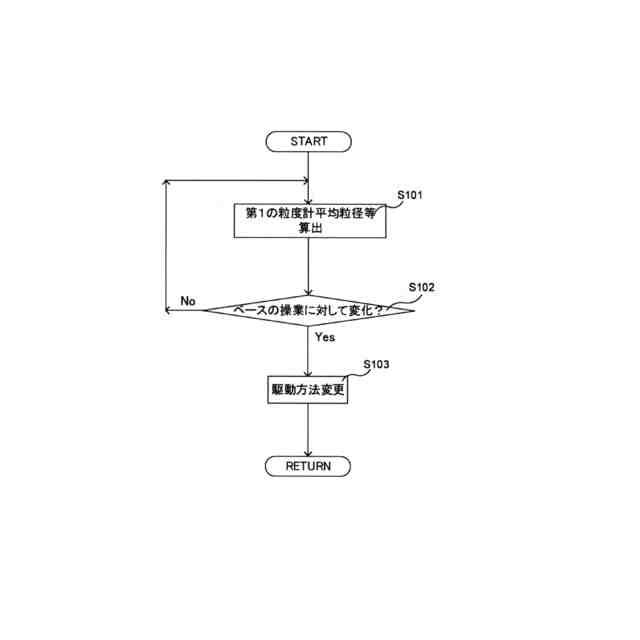
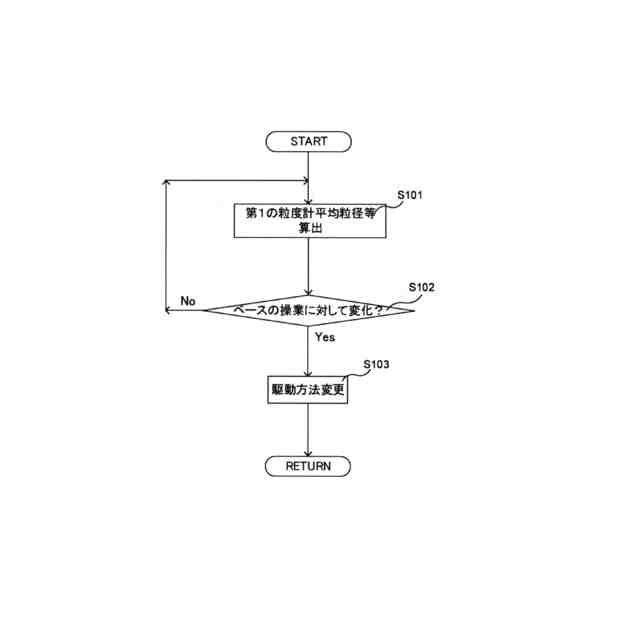
【解決手段】高炉原料を炉内に装入して、銑鉄を製造する高炉の操業方法において、原料槽から高炉までの間に配設される搬送コンベア上における高炉原料の粒径情報を、粒度計を用いて取得する粒径情報取得工程と、前記粒径情報取得工程の取得結果に基づき、高炉原料の平均粒径である第1の粒度計平均粒径を求める平均粒径算出工程と、予め準備した高炉原料の平均粒径と高炉原料の装入方法とを関連付けた装入調整情報に基づき、前記第1の粒度計平均粒径又は補正後の粒度計平均粒径に対応する高炉原料の装入方法を決定する装入方法決定工程と、前記装入方法決定工程で決定した装入方法に基づき、高炉原料を装入する高炉原料装入工程と、を有することを特徴とする高炉の操業方法。
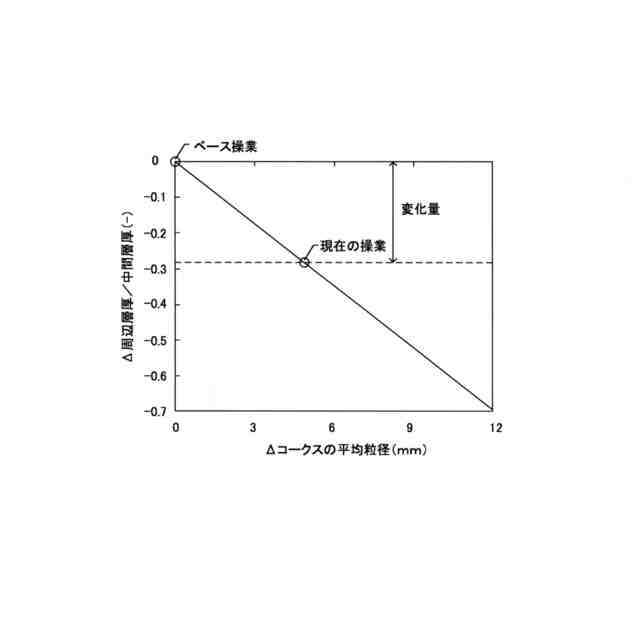
【選択図】図4
特許請求の範囲
【請求項1】
高炉原料を炉内に装入して、銑鉄を製造する高炉の操業方法において、
原料槽から高炉までの間に配設される搬送コンベア上における高炉原料の粒径情報を、粒度計を用いて取得する粒径情報取得工程と、
前記粒径情報取得工程の取得結果に基づき、高炉原料の平均粒径である第1の粒度計平均粒径を求める平均粒径算出工程と、
予め準備した高炉原料の平均粒径と高炉原料の装入方法とを関連付けた装入調整情報に基づき、前記第1の粒度計平均粒径又は補正後の粒度計平均粒径に対応する高炉原料の装入方法を決定する装入方法決定工程と、
前記装入方法決定工程で決定した装入方法に基づき、高炉原料を装入する高炉原料装入工程と、
を有することを特徴とする高炉の操業方法。
続きを表示(約 1,700 文字)
【請求項2】
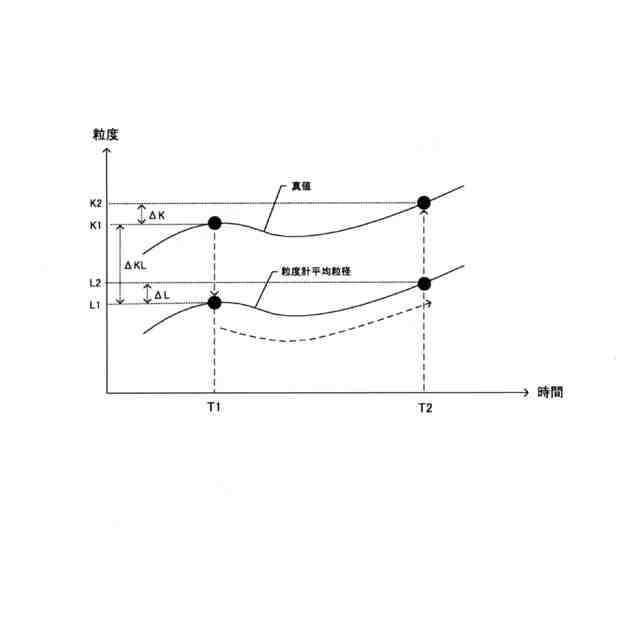
予め、搬送コンベア上から採取した高炉原料の平均粒径の真値と、前記の採取時に粒度計により取得した高炉原料の粒径情報に基づき算出した高炉原料の第2の粒度計平均粒径と、を把握しておき、
前記第1及び第2の粒度計平均粒径の差分をΔL、前記真値と前記第2の粒度計平均粒径の差分をΔKLと定義したとき、
前記補正後の粒度計平均粒径は、前記真値に前記ΔLを加算した値、又は、前記第1の粒度計平均粒径に前記ΔKLを加算した値である、
ことを特徴とする請求項1に記載の高炉の操業方法。
【請求項3】
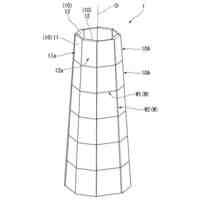
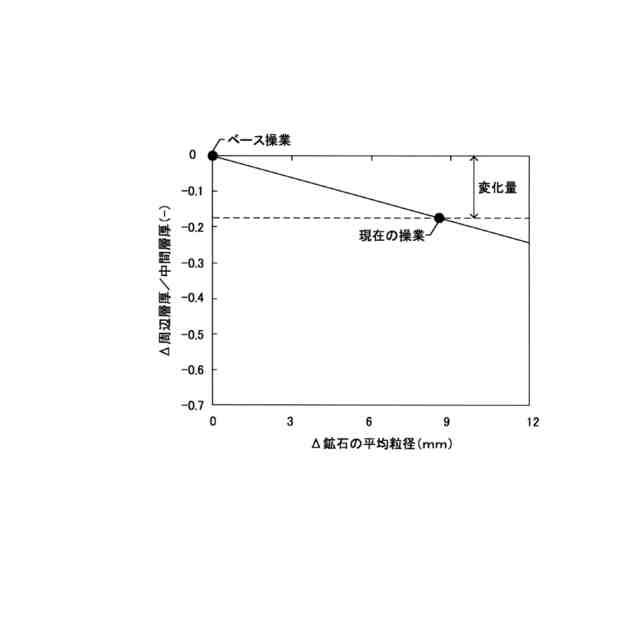
高炉原料の平均粒径と高炉内の堆積形状との相関情報を予め調べておき、
前記相関情報に基づき、堆積形状をベースの堆積形状に近づけるための前記装入調整情報を作成する、
ことを特徴とする請求項1又は2に記載の高炉の操業方法。
【請求項4】
高炉原料の平均粒径と高炉内のガス流れとの相関情報を予め調べておき、
前記相関情報に基づき、ガス流れをベースのガス流れに近づけるための前記装入調整情報を作成する、
ことを特徴とする請求項1又は2に記載の高炉の操業方法。
【請求項5】
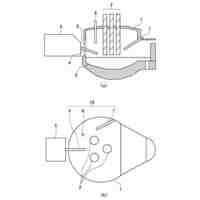
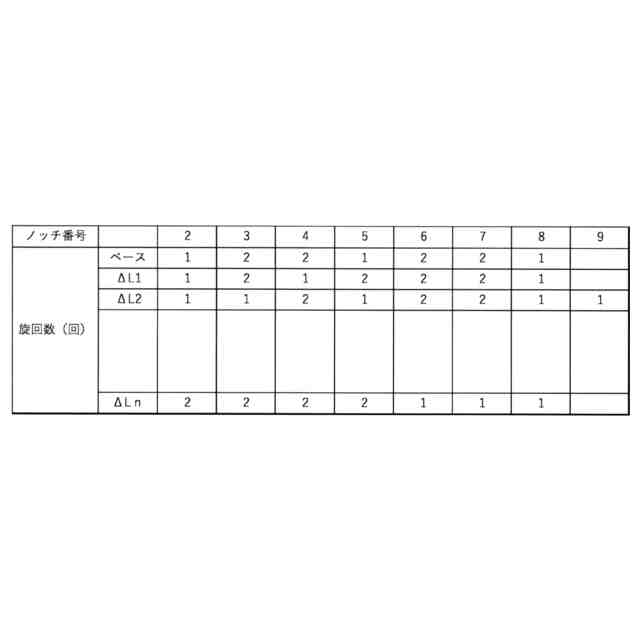
前記高炉がベルレス式の高炉である場合、前記装入調整情報は、旋回シュートの傾動角に関する情報、旋回数に関する情報、高炉原料の装入量に関する情報及びストックラインに関する情報のうち少なくとも一つを含み、
前記高炉がベル式の高炉である場合、前記装入調整情報は、ムーバブルアーマーの角度に関する情報、高炉原料の装入量の情報、ベルの開速度及びストックラインに関する情報のうち少なくとも一つを含む、
ことを特徴とする請求項3に記載の高炉の操業方法。
【請求項6】
前記高炉がベルレス式の高炉である場合、前記装入調整情報は、旋回シュートの傾動角に関する情報、旋回数に関する情報、高炉原料の装入量に関する情報及びストックラインに関する情報のうち少なくとも一つを含み、
前記高炉がベル式の高炉である場合、前記装入調整情報は、ムーバブルアーマーの角度に関する情報、高炉原料の装入量の情報、ベルの開速度及びストックラインに関する情報のうち少なくとも一つを含む、
ことを特徴とする請求項4に記載の高炉の操業方法。
【請求項7】
前記粒径情報取得工程において、前記粒度計から通信手段により、粒径情報を取得することを特徴とする請求項1又は2に記載の高炉の操業方法。
【請求項8】
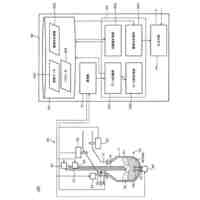
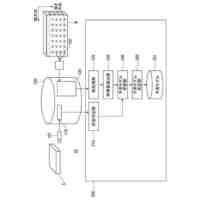
高炉に高炉原料を装入するための装入方法制御装置において、
制御部と、
原料槽から高炉までの間に配設される搬送コンベア上における高炉原料の粒径情報を取得し、この取得した粒径情報を前記制御部に送信する粒度計と、
を有し、
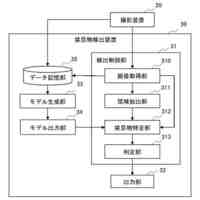
前記制御部は、前記粒度計が取得した粒径情報に基づき、高炉原料の平均粒径である第1の粒度計平均粒径を算出するとともに、予め準備した高炉原料の平均粒径と高炉原料の装入方法とを関連付けた装入調整情報に基づき、前記第1の粒度計平均粒径又は補正後の粒度計平均粒径に対応する高炉原料の装入方法を決定し、この決定した装入方法に基づき、高炉原料の装入制御を行う、
ことを特徴とする装入方法制御装置。
【請求項9】
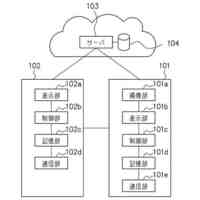
高炉に原料を装入する原料装入装置の制御プログラムであって、
粒度計が取得した原料槽から高炉までの間に配設される搬送コンベア上における高炉原料の粒径情報に基づき、高炉原料の平均粒径である第1の粒度計平均粒径を求める平均粒径算出ステップと、
予め準備した高炉原料の平均粒径と高炉原料の装入方法とを関連付けた装入調整情報に基づき、前記第1の粒度計平均粒径又は補正後の粒度計平均粒径に対応する高炉原料の装入方法を決定する決定ステップと、
前記決定ステップで決定した装入方法を原料装入装置に実行させる実行ステップと、
を有する制御プログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鉱石層とコークス層とを高炉内に交互に形成させる高炉の操業方法等に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
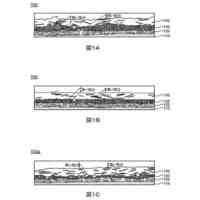
高炉操業では、装入物の粒径が炉内装入物の堆積形状(以下、炉内堆積形状ともいう)に大きな影響を与えることが知られており、炉況を悪化させる方向に炉内堆積形状が変化した場合には、炉内堆積形状を改善するための改善アクションが実施される。改善アクションとして、装入物の粒径が変化した際に、篩測定などによって得られた装入物のデータに基づき、装入物の分布を調整する方法が知られている。
【0003】
この改善アクションでは、篩測定などが数時間毎に実施され、測定中(データを測定する数時間の間)は炉内装入物の粒径が変化しないものとして扱われていた。しかしながら、実際には、搬送コンベア上を流れる炉内装入物の粒径が測定中に変化する場合があり、測定中は炉内装入物の粒径が変化しないことを前提として、炉内堆積形状(分布)を調整すると、実情にそぐわないため、分布調整の精度が低下する。
【0004】
当該課題を解決する方法として、特許文献1には、オンラインで連続的に粒径を測定し、その結果を分布モデルに適用することで高炉の操業状態を予測し、炉内の堆積形状(分布)の調整を行う方法が開示されている。
【0005】
特許文献2には、原料槽の後かつ高炉の前で高炉原料の粒径及び成分の少なくとも一方を測定する測定工程と、測定工程で得られる測定結果である原料性状、及び/又は、測定結果を演算して得られる演算結果である原料性状を取得する取得工程、並びに原料性状を高炉数学モデルに入力する入力工程を含む、シミュレーション方法が開示されている。
【0006】
特許文献3には、炉下部に設けられた羽口から送風して高炉を操業する高炉操業方法であって、高炉へ搬送されるコークスの粒度分布を逐次測定し、粒度分布から求められる指標に応じて送風量及びコークス比の少なくとも一方を調整する、高炉の操業方法が開示されている。
【先行技術文献】
【特許文献】
【0007】
特開2020-094283号公報
特開2021-167447号公報
国際公開第21/085221号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1の方法では、通信手段を介して粒度計から取得した粒径を、その都度分布モデルに適用して計算する必要があり、計算に時間がかかるため、粒径を取得した原料が炉内に装入されるまでに、堆積形状(分布)の適切な調整アクションを速やかに実施できない、といった課題がある。
【0009】
特許文献2は、高炉原料の粒径変化に基づく堆積形状の変化までは、考慮していない。特許文献3は、安定操業のために送風量及びコークス比のうち少なくとも一方を調整する技術であり、送風量の調整は出銑比の変更につながるため好ましくなく、コークス比の増大はコストアップにつながる。
【0010】
本発明は、高炉原料の粒径が変化した際に、ベースの堆積形状、あるいは高炉内ガス流れを維持するための改善アクションを速やかに実行することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
堤防
25日前
日本製鉄株式会社
柱梁接合構造
1日前
日本製鉄株式会社
駐車支援装置
18日前
日本製鉄株式会社
経路算出装置
18日前
日本製鉄株式会社
駐車支援装置
18日前
日本製鉄株式会社
連続鋳造方法
9日前
日本製鉄株式会社
溶鋼の製造方法
11日前
日本製鉄株式会社
多角形筒形構造
9日前
日本製鉄株式会社
高炉の操業方法
9日前
日本製鉄株式会社
焼結鉱の製造方法
25日前
日本製鉄株式会社
電気炉の精錬方法
10日前
日本製鉄株式会社
溶鋼の脱窒処理方法
11日前
日本製鉄株式会社
塗装鋼板および給湯器
8日前
日本製鉄株式会社
搬送装置およびスタッカ
9日前
日本製鉄株式会社
鋼板およびその製造方法
3日前
日本製鉄株式会社
オーステナイト系合金材
8日前
日本製鉄株式会社
焼結パレット台車用吊具
4日前
日本製鉄株式会社
監視システム及び監視方法
15日前
日本製鉄株式会社
監視システム及び監視方法
4日前
日本製鉄株式会社
フレーム部材及びパネル材
24日前
日本製鉄株式会社
表面検査装置及び表面検査方法
1日前
日本製鉄株式会社
基礎構造の施工方法及び基礎構造
22日前
日本製鉄株式会社
鉄鉱石の選別方法及び脱リン方法
1日前
日本製鉄株式会社
取鍋用注入ノズル及び連続鋳造方法
9日前
日本製鉄株式会社
鉄道車両用の推定方法及び推定装置
18日前
日本製鉄株式会社
連続鋳造方法及び取鍋用の注入ノズル
9日前
日本製鉄株式会社
堤防の補強構造および堤防の補強方法
1日前
日本製鉄株式会社
転炉吹錬制御方法及び転炉吹錬制御装置
8日前
日本製鉄株式会社
連続鋳造用のノズルおよび連続鋳造方法
9日前
日本製鉄株式会社
表面温度測定方法及び表面温度測定装置
8日前
日本製鉄株式会社
鋼線、めっき鋼線、撚り鋼線及びゴム成形体
18日前
日本製鉄株式会社
鋼線、めっき鋼線、撚り鋼線及びゴム成形体
18日前
日本製鉄株式会社
トーションビーム用鋼管およびその製造方法
22日前
日本製鉄株式会社
判定装置、判定方法及びコンピュータープログラム
24日前
日本製鉄株式会社
演算装置、溶鋼流動状態の予測方法およびプログラム
1日前
日本製鉄株式会社
ネットワークシステム、携帯情報端末及びプログラム
10日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ