TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024085800
公報種別
公開特許公報(A)
公開日
2024-06-27
出願番号
2022200538
出願日
2022-12-15
発明の名称
表面温度測定方法及び表面温度測定装置
出願人
日本製鉄株式会社
代理人
弁理士法人ブライタス
主分類
G01J
5/04 20060101AFI20240620BHJP(測定;試験)
要約
【課題】測温の阻害因子を排除して被測温鋼材の表面温度を安定して測定することを可能にする。
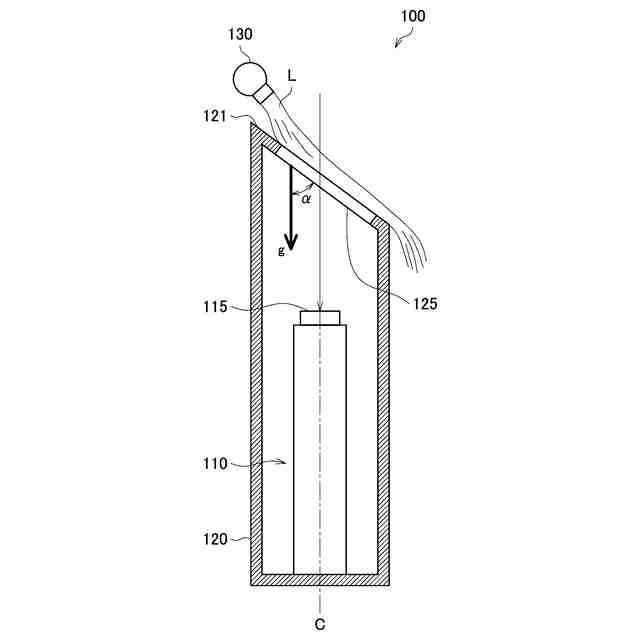
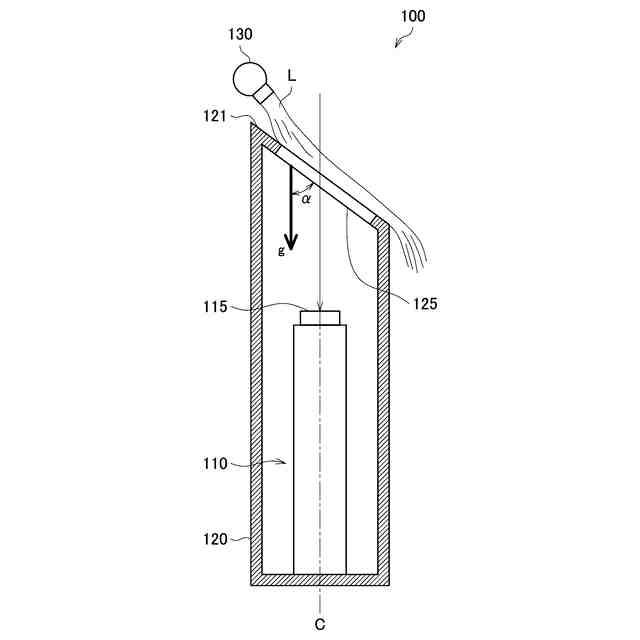
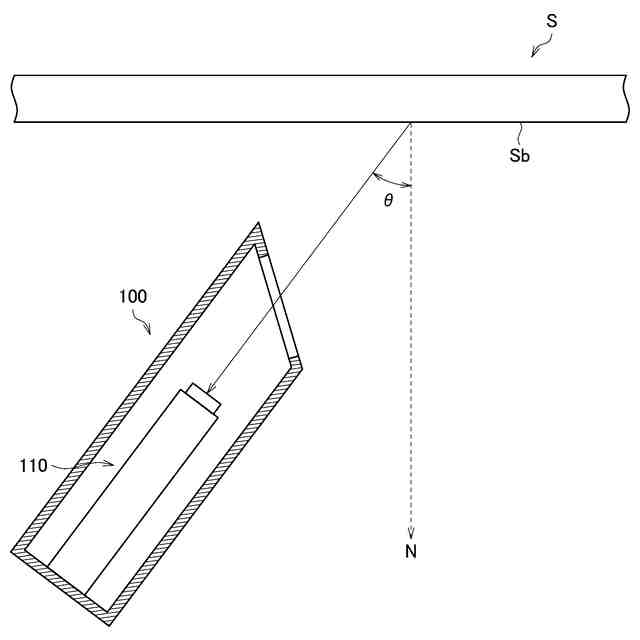
【解決手段】放射温度計により被測温鋼材の表面温度を測定する表面温度測定方法であって、放射温度計は、光学窓を有する筐体内に配置され、放射温度計の光軸と被測温鋼材の表面の法線方向とのなす角度を60°以下とし、光学窓は、放射温度計の光軸上に配置されており、重力方向に対する傾斜角度を30°以上90°以下として、光学窓を、当該光学窓の上方から下方へ流動する液体の膜で被覆して、被測温鋼材の表面温度を測定する。
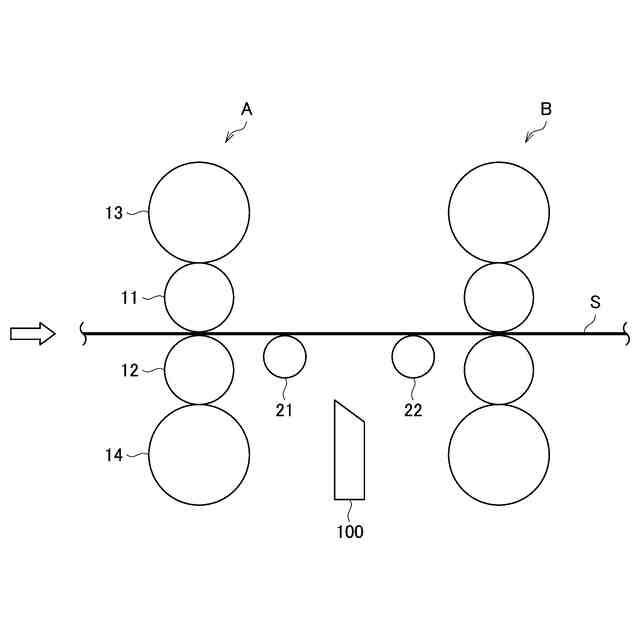
【選択図】図2
特許請求の範囲
【請求項1】
放射温度計により被測温鋼材の表面温度を測定する表面温度測定方法であって、
前記放射温度計は、
光学窓を有する筐体内に配置され、
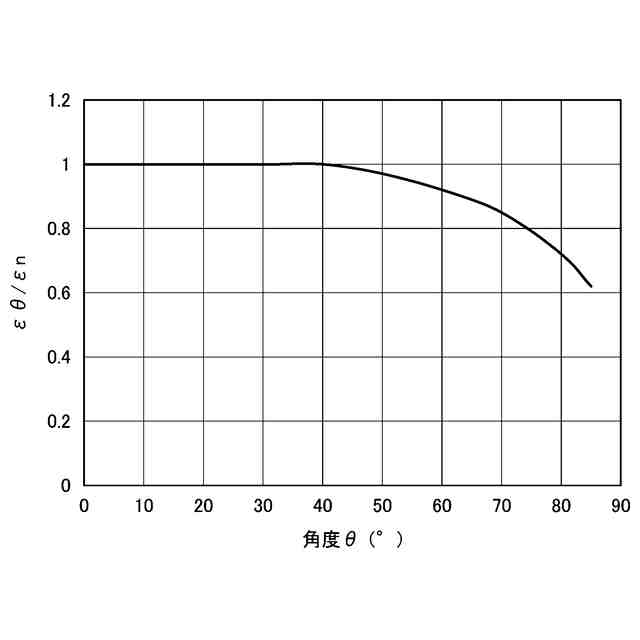
前記放射温度計の光軸と前記被測温鋼材の表面の法線方向とのなす角度を60°以下とし、
前記光学窓は、
前記放射温度計の光軸上に配置されており、
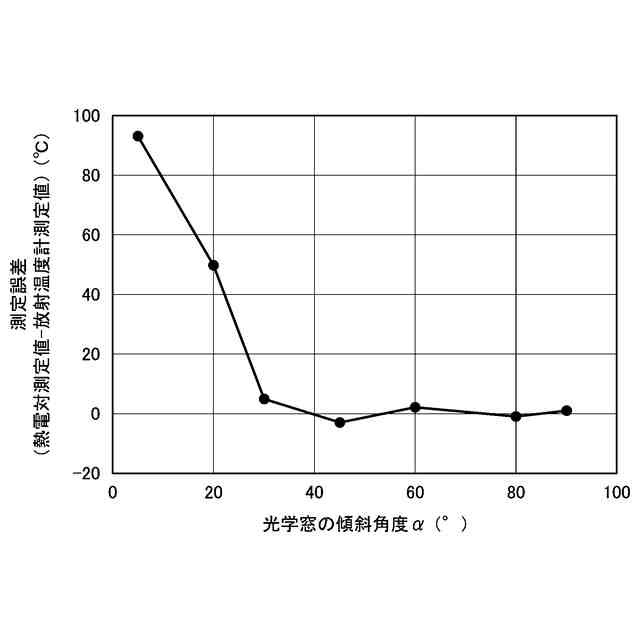
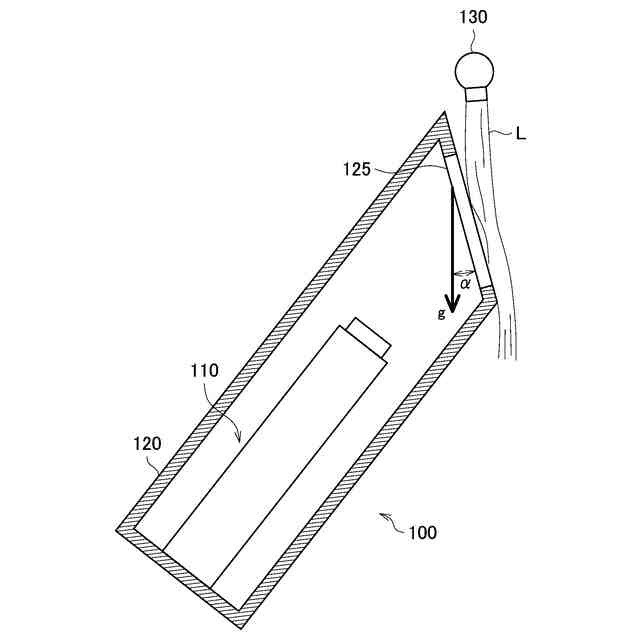
重力方向に対する傾斜角度を30°以上90°以下として、
前記光学窓を、当該光学窓の上方から下方へ流動する液体の膜で被覆して、前記被測温鋼材の表面温度を測定する、表面温度測定方法。
続きを表示(約 690 文字)
【請求項2】
前記液体の膜は、水膜である、請求項1に記載の表面温度測定方法。
【請求項3】
前記光学窓の上方から下方へ流動する液体の流速は、0.03m/sec以上0.20m/sec以下である、請求項1または2に記載の表面温度測定方法。
【請求項4】
前記放射温度計は、当該放射温度計の光軸と前記筐体の中心線とを平行にして、前記筐体内に配置されている、請求項1または2に記載の表面温度測定方法。
【請求項5】
被測温鋼材の表面温度を測定する表面温度測定装置であって、
放射温度計と、
前記放射温度計を収容し、光学窓を有する筐体と、
前記光学窓に液体の膜を形成する液体膜形成機構と、
を備え、
前記光学窓は、
前記放射温度計の光軸上に配置され、
重力方向に対する傾斜角度が30°以上90°以下であり、
前記液体膜形成機構は、前記光学窓に対して液体を供給し、前記光学窓を当該光学窓の上方から下方へ流動する液体の膜で被覆する、表面温度測定装置。
【請求項6】
前記液体膜形成機構は水を供給し、前記光学窓を水膜で被覆する、請求項5に記載の表面温度測定装置。
【請求項7】
前記光学窓の上方から下方へ流動する液体の流速は、0.03m/sec以上0.20m/sec以下である、請求項5または6に記載の表面温度測定装置。
【請求項8】
前記放射温度計の光軸と前記筐体の中心線とは平行である、請求項5または6に記載の表面温度測定装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、放射温度計により被測温鋼材の表面温度を測定する表面温度測定方法及び表面温度測定装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
熱間圧延ラインの仕上圧延工程等において、パスライン上を移動する鋼板の測温は、蒸気や水滴、スケール破片、機械油等が阻害因子となり容易ではない。このため、従来から、これらの影響を排除し、被測温鋼材の表面温度を測定する方法が検討されている。
【0003】
例えば、特許文献1には、放射温度計によりスプレーゾーンでの熱間圧延材裏面を測温する温度測定装置が開示されている。特許文献1の温度測定装置は、鋼板の下方でかつ搬送テーブルローラ間において、鋼板裏面に高圧空気を吹き付けて測温する。また、特許文献2には、水冷熱処理における鋼板の表面温度を測定する際に、光路に水柱を形成して水以外の影響を排除し、悪環境下での測温を実現する、鋼板の表面温度測定装置が開示されている。さらに、特許文献3には、被測温鋼材の下面に対向配置され、上端開口部から水を放出するノズルと、ノズル内に配置され、水を介して被測温鋼材の下面から放射された熱放射光を検出する放射温度計と、ノズルに配置され、放射温度計を水から隔離するための光学窓と、を備える表面温度測定装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
実開平06-028665号公報
特開平09-316544号公報
特開2012-021827号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、上記特許文献1のように高圧空気を用いて阻害因子を排除した場合、排除できる阻害因子の量に限界があり、正確な測温は難しい。また、上記特許文献2に記載の装置では、表面温度測定装置と被測温鋼材との距離を近づける必要があり、装置の設置に制約がある。また、鋼板の水柱が当たっている場合にはその部分が過冷却され、安定した測温が難しい。さらに、上記特許文献3に記載の表面温度測定装置では、ノズルの上端開口部から水を放出するため、水面の揺らぎにより視野がばらつく可能性がある。このため、安定した測温は難しい。
【0006】
そこで、本発明は、上記問題に鑑みてなされたものであり、本発明の目的とするところは、測温の阻害因子を排除して被測温鋼材の表面温度を安定して測定することが可能な、表面温度測定方法及び表面温度測定装置を提供することにある。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明のある観点によれば、放射温度計により被測温鋼材の表面温度を測定する表面温度測定方法であって、放射温度計は、光学窓を有する筐体内に配置され、放射温度計の光軸と被測温鋼材の表面の法線方向とのなす角度を60°以下とし、光学窓は、放射温度計の光軸上に配置されており、重力方向に対する傾斜角度を30°以上90°以下として、光学窓を、当該光学窓の上方から下方へ流動する液体の膜で被覆して、被測温鋼材の表面温度を測定する、表面温度測定方法が提供される。
【0008】
液体の膜は、水膜であってもよい。
【0009】
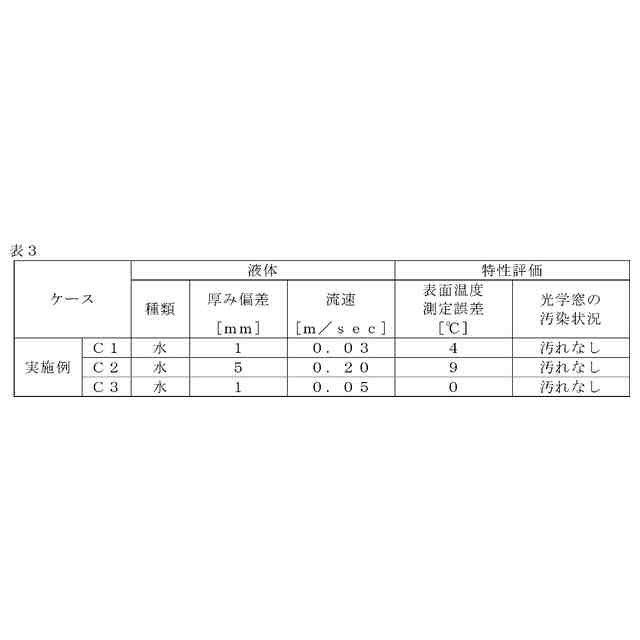
また、光学窓の上方から下方へ流動する液体の流速は、0.03m/sec以上0.20m/sec以下としてもよい。
【0010】
放射温度計は、当該放射温度計の光軸と筐体の中心線とを平行にして、筐体内に配置されてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
19日前
日本製鉄株式会社
鋼材
19日前
日本製鉄株式会社
部品
11日前
日本製鉄株式会社
鋼材
25日前
日本製鉄株式会社
溶接継手
10日前
日本製鉄株式会社
柱梁接合構造
20日前
日本製鉄株式会社
鋼の製造方法
19日前
日本製鉄株式会社
衝撃吸収部材
3日前
日本製鉄株式会社
捻回試験装置
11日前
日本製鉄株式会社
表面処理鋼材
11日前
日本製鉄株式会社
衝撃吸収部材
3日前
日本製鉄株式会社
衝撃吸収部材
3日前
日本製鉄株式会社
衝撃吸収部材
3日前
日本製鉄株式会社
多角形筒形構造
19日前
日本製鉄株式会社
高炉の操業方法
3日前
日本製鉄株式会社
焼結鉱の製造方法
6日前
日本製鉄株式会社
焼結鉱の製造方法
6日前
日本製鉄株式会社
焼結鉱の製造方法
6日前
日本製鉄株式会社
鋳片の連続鋳造方法
3日前
日本製鉄株式会社
固定具および固定構造
6日前
日本製鉄株式会社
コイルばねの製造方法
20日前
日本製鉄株式会社
高力ボルト摩擦接合構造
19日前
日本製鉄株式会社
ラインパイプ用電縫鋼管
20日前
日本製鉄株式会社
素形材及びその製造方法
11日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
12日前
日本製鉄株式会社
試験システム及び試験方法
24日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
3日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
3日前
日本製鉄株式会社
ハット形鋼矢板の製造方法
25日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
25日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
25日前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
20日前
日本製鉄株式会社
溶接継手の応力拡大係数推定方法
17日前
日本製鉄株式会社
応力分布測定方法及びプログラム
25日前
日本製鉄株式会社
応力分布測定方法及びプログラム
25日前
日本製鉄株式会社
回転機械の異常診断支援方法及び装置
25日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ