TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024090637
公報種別
公開特許公報(A)
公開日
2024-07-04
出願番号
2022206647
出願日
2022-12-23
発明の名称
演算装置、溶鋼流動状態の予測方法およびプログラム
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
B22D
46/00 20060101AFI20240627BHJP(鋳造;粉末冶金)
要約
【課題】物理モデルに依存することなく鋳型内の溶鋼流動の状態を可及的に精度良く予測する。
【解決手段】連続鋳造機の鋳型に配置された複数の測温装置による温度観測値から、特徴量抽出モデルを用いて温度観測値よりも低い次元数の特徴量を抽出する特徴量抽出部と、特徴量と、連続鋳造機で鋳造された鋳片の観察によって特定される温度観測値の観測時における鋳型内の溶鋼流動状態との関係性に基づいて予測モデルを学習する予測モデル学習部とを備える演算装置が提供される。
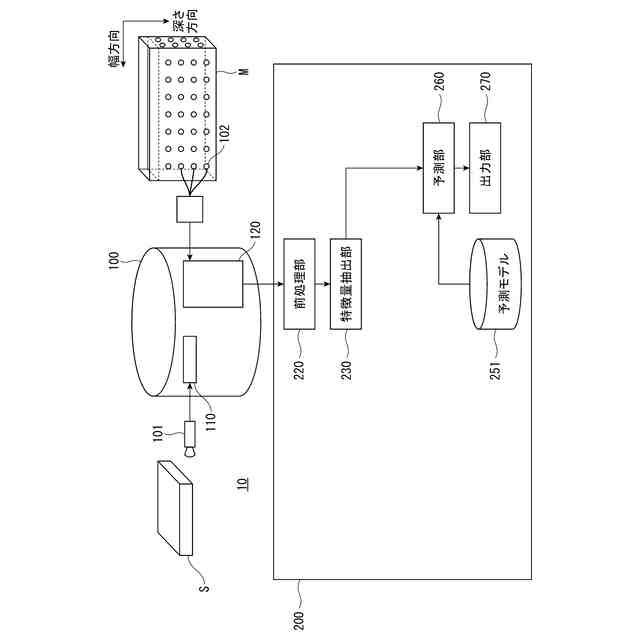
【選択図】図1
特許請求の範囲
【請求項1】
連続鋳造機の鋳型に配置された複数の測温装置による温度観測値から、特徴量抽出モデルを用いて前記温度観測値よりも低い次元数の特徴量を抽出する特徴量抽出部と、
前記特徴量と、前記連続鋳造機で鋳造された鋳片の観察によって特定される前記温度観測値の観測時における前記鋳型内の溶鋼流動状態との関係性に基づいて予測モデルを学習する予測モデル学習部と
を備える演算装置。
続きを表示(約 870 文字)
【請求項2】
前記特徴量抽出部は、前記特徴量を複数の異なる次元数で抽出し、
前記予測モデル学習部は、前記複数の異なる次元数で抽出された特徴量のそれぞれに対応する複数の予測モデルを学習し、
前記複数の予測モデルから予測時に使用する予測モデルを決定する予測モデル決定部をさらに備える、請求項1に記載の演算装置。
【請求項3】
前記特徴量抽出部は、前記複数の測温装置による新たな温度観測値から、前記特徴量抽出モデルを用いて前記新たな温度観測値よりも低い次元数の新たな特徴量を抽出し、
前記予測モデル学習部により学習した結果得られた前記予測モデルに前記新たな特徴量を入力することによって、前記新たな温度観測値の観測時における前記鋳型内の溶鋼流動状態を予測する予測部をさらに備える、請求項1または請求項2に記載の演算装置。
【請求項4】
前記予測の結果に応じて通知を出力する出力部をさらに備える、請求項3に記載の演算装置。
【請求項5】
前記溶鋼流動状態は、鋳型幅方向のメニスカス流速の分布によって特定される、請求項1または請求項2に記載の演算装置。
【請求項6】
前記特徴量抽出モデルは、非線形、または確率的な生成モデルである、請求項1または請求項2に記載の演算装置。
【請求項7】
前記特徴量抽出モデルは、変分オートエンコーダー(VAE)である、請求項6に記載の演算装置。
【請求項8】
前記予測モデルは、特徴量選択機能を有する、請求項1または請求項2に記載の演算装置。
【請求項9】
前記予測モデルは、ラッソ回帰(LASSO)またはランダムフォレスト(RF)である、請求項8に記載の演算装置。
【請求項10】
前記温度観測値を観測時の操業条件ごとに層別し、かつ正規化する前処理部をさらに備える、請求項1または請求項2に記載の演算装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、演算装置、溶鋼流動状態の予測方法およびプログラムに関する。
続きを表示(約 3,600 文字)
【背景技術】
【0002】
連続鋳造における鋳型内部の溶鋼流動は、鋳造する鋳片の品質に影響する。しかし、鋳型内の溶鋼流動を直接観測して操業することは困難である。そこで、観測可能な鋳型の温度に基づき、物理モデルを利用して溶鋼流動の状態を推定する技術が種々提案されている。例えば特許文献1には、鋳型に設置した熱電対を用いて測定した温度を主成分分析して得られる主成分スコアを指標としてスラブ表面の欠陥発生有無を判定する技術が記載されている。具体的には、主成分スコアの次元ごとに設定した閾値によって異常、つまり欠陥が発生したことを判定する。欠陥が発生したと判定された場合は、表面欠陥を除去してからスラブを圧延工程へ搬送する。
【0003】
また、特許文献2には、鋳型湯面付近に設置した熱電対を用いて測定した温度に基づいて湯面形状を表す湯面流動パターンを検出し、湯面流動のパターンの一致性から鋳片の欠陥有無、欠陥位置及び欠陥原因などを予測し、鋳片の欠陥が予測される場合には鋼片の表面に生じた傷や不純物を燃料ガスと酸素で熱化学的に溶削するスカーフィングなどの処理を行う技術が記載されている。特許文献3には、鋳型に設置した熱電対を用いて測定した温度を算出式に代入して、凝固シェル界面の溶鋼流速や偏流度(溶鋼流速のばらつきの大きさを表す、複数点で算出される溶鋼流速の最大値と最小値の差、最大流速と平均流速の差、または流速分布の標準偏差などの値)を算出する技術が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2015-160239号公報
特表2015-522428号公報
特開2012-66278号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記の特許文献1に記載されたように主成分分析における主成分スコアや再構成誤差を指標として外れ値を異常(欠陥)とする場合、主成分分析の学習データの中に異常(欠陥)のデータが存在しないか、または十分に少ないことが前提になる。しかしながら、実際には、学習データの中に異常(欠陥)時のデータや、異常(欠陥)が顕在化していないものの発生しやすい状態のデータが含まれる可能性は高い。従って、主成分分析のような教師なし学習による異常検知の枠組みには限界がある。また、主成分分析では一般に逆行列を求めるため、データが大量になると計算が複雑化し、線形な次元縮約手法であるため鋳型の熱電対を等間隔に設置する必要性などの制約が生じる。
【0006】
一方、特許文献2に記載されたように湯面形状を表す湯面流動パターンを検出したり、特許文献3に記載されたように凝固シェル界面の溶鋼流速や偏流度を算出したりすることによって計算をある程度単純化することができる。しかしながら、例えば浸漬ノズルからの吐出流が電磁ブレーキによって反転流になって鋳型湯面付近に向かう場合など、鋳型内全体の溶鋼流動の状態が鋳型湯面付近や凝固シェル界面の溶鋼流動状態に影響する場合があるため、上記の手法によって溶鋼流速を高い精度で予測することは困難である。このように、既に提案されている物理モデルを用いて鋳型内の溶鋼流動の状態を推定する方法には、精度の点で限界がある。
【0007】
そこで、本発明は、物理モデルに依存することなく鋳型内の溶鋼流動の状態を可及的に精度良く予測することが可能な演算装置等を提供することを目的とする。
【課題を解決するための手段】
【0008】
[1]連続鋳造機の鋳型に配置された複数の測温装置による温度観測値から、特徴量抽出モデルを用いて温度観測値よりも低い次元数の特徴量を抽出する特徴量抽出部と、特徴量と、連続鋳造機で鋳造された鋳片の観察によって特定される温度観測値の観測時における鋳型内の溶鋼流動状態との関係性に基づいて予測モデルを学習する予測モデル学習部とを備える演算装置。
[2]特徴量抽出部は、特徴量を複数の異なる次元数で抽出し、予測モデル学習部は、複数の異なる次元数で抽出された特徴量のそれぞれに対応する複数の予測モデルを学習し、複数の予測モデルから予測時に使用する予測モデルを決定する予測モデル決定部をさらに備える、[1]に記載の演算装置。
[3]特徴量抽出部は、複数の測温装置による新たな温度観測値から、特徴量抽出モデルを用いて新たな温度観測値よりも低い次元数の新たな特徴量を抽出し、予測モデル学習部により学習した結果得られた予測モデルに新たな特徴量を入力することによって、新たな温度観測値の観測時における鋳型内の溶鋼流動状態を予測する予測部をさらに備える、[1]または[2]に記載の演算装置。
[4]予測の結果に応じて通知を出力する出力部をさらに備える、[3]に記載の演算装置。
[5]溶鋼流動状態は、鋳型幅方向のメニスカス流速の分布によって特定される、[1]から[4]のいずれか1項に記載の演算装置。
[6]特徴量抽出モデルは、非線形、または確率的な生成モデルである、[1]から[5]のいずれか1項に記載の演算装置。
[7]特徴量抽出モデルは、変分オートエンコーダー(VAE)である、[6]に記載の演算装置。
[8]予測モデルは、特徴量選択機能を有する、[1]から[7]のいずれか1項に記載の演算装置。
[9]予測モデルは、ラッソ回帰(LASSO)またはランダムフォレスト(RF)である、[8]に記載の演算装置。
[10]温度観測値を観測時の操業条件ごとに層別し、かつ正規化する前処理部をさらに備える、[1]から[9]のいずれか1項に記載の演算装置。
[11]連続鋳造機の鋳型に配置された複数の測温装置による温度観測値から、特徴量抽出モデルを用いて温度観測値よりも低い次元の特徴量を抽出するステップと、特徴量と、連続鋳造機で鋳造された鋳片の観察によって特定される温度観測値の観測時における鋳型内の溶鋼流動状態との関係性に基づいて予測モデルを学習する工程と、新たな温度観測値から、特徴量抽出モデルを用いて新たな特徴量を抽出する工程と、新たな特徴量を予測モデルに入力することによって、新たな温度観測値の観測時における溶鋼流動状態を予測する工程とを含む溶鋼流動状態の予測方法。
[12]連続鋳造機の鋳型に配置された複数の測温装置による温度観測値から、特徴量抽出モデルを用いて温度観測値よりも低い次元の特徴量を抽出する特徴量抽出部と、特徴量と、連続鋳造機で鋳造された鋳片の観察によって特定される温度観測値の観測時における鋳型内の溶鋼流動状態との関係性に基づいて予測モデルを学習するモデル学習部とを備える演算装置としてコンピュータを機能させるためのプログラム。
[13]連続鋳造機の鋳型に配置された複数の測温装置による温度観測値から、特徴量抽出モデルを用いて温度観測値よりも低い次元の特徴量を抽出する特徴量抽出部と、特徴量を予測モデルに入力することによって、温度観測値の観測時における鋳型内の溶鋼流動状態を予測する予測部とを備える演算装置としてコンピュータを機能させるためのプログラム。
【0009】
上記の構成によれば、鋳型に配置された測温装置による温度観測値についてはリアルタイムで観測可能でありデータ数が多い一方で、鋳片の観察によって特定される溶鋼流動状態についてはデータ数が少ないという特徴に適合したモデルを学習するため、物理モデルに依存することなく鋳型内の溶鋼流動の状態を可及的に精度良く予測することができる。
【図面の簡単な説明】
【0010】
本発明の一実施形態におけるシステムの学習時の機能構成を示す図である。
本発明の一実施形態におけるシステムの予測時の機能構成を示す図である。
メニスカス流速のよどみについて説明するための図である。
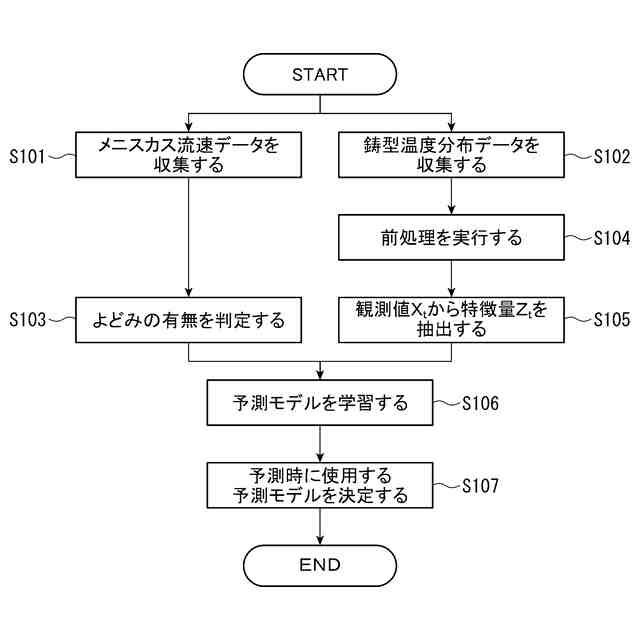
図1に示したシステムにおける学習時の処理を示すフローチャートである。
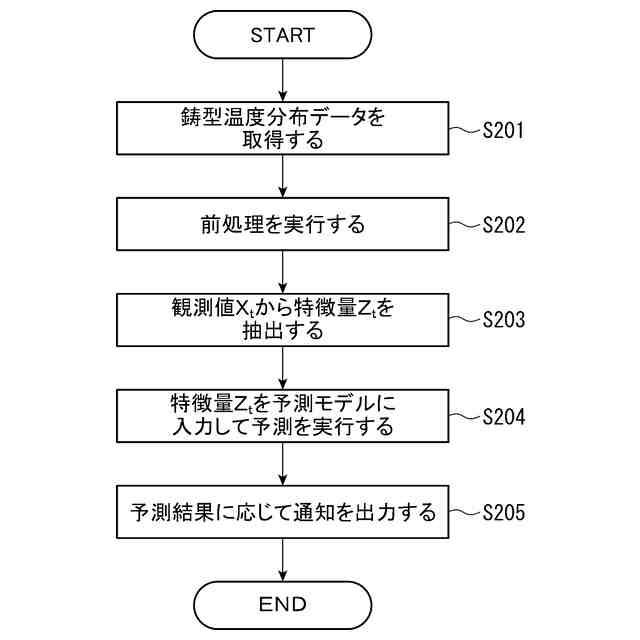
図2に示したシステムにおける予測時の処理を示すフローチャートである。
本発明の実施例において特徴量の次元数ごとの精度を検証した結果を示すグラフである。
メニスカス流速の測定値を平均化した結果を示すグラフである。
鋳型温度分布データを特徴量抽出モデルおよび予測モデルに入力してメニスカス流速のよどみ有無を予測した結果を示すグラフである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る





 特許ウォッチ
特許ウォッチ