TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024085816
公報種別
公開特許公報(A)
公開日
2024-06-27
出願番号
2022200561
出願日
2022-12-15
発明の名称
転炉吹錬制御方法及び転炉吹錬制御装置
出願人
日本製鉄株式会社
代理人
弁理士法人まこと国際特許事務所
主分類
C21C
5/30 20060101AFI20240620BHJP(鉄冶金)
要約
【課題】転炉の吹錬処理の操業コストを抑制しつつ、吹錬処理終了時における、溶鋼中りん濃度、溶鋼中炭素濃度及び溶鋼温度の何れをも目標値に精度良く適合させる。
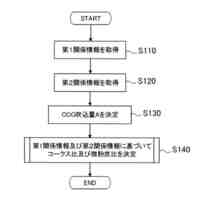
【解決手段】本発明に係る転炉吹錬制御方法は、サブランス測定以降、吹錬処理終了時までの、上吹きランスからの累積吹き込み酸素量原単位、FeO含有副原料の投入量原単位及び冷材の投入量原単位を操作量とし、吹錬処理終了時における、溶鋼中りん濃度の推定値、溶鋼中炭素濃度の推定値及び溶鋼温度の推定値と、前記操作量と、を最適化問題の決定変数とし、前記操作量を用いて計算される吹錬処理の操業コストと、前記推定値を用いて計算される、溶鋼中りん濃度、溶鋼中炭素濃度及び溶鋼温度の目標値からのずれに対するペナルティと、の和を最適化問題の目的関数として最適化計算を行うことで、前記操作量の値を決定し、サブランス測定以降に、前記決定された値となるように前記操作量を制御する。
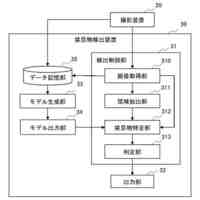
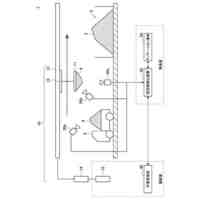
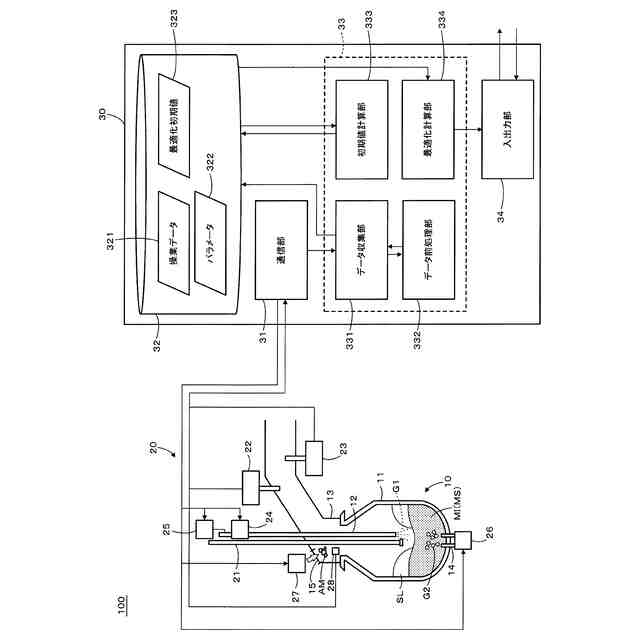
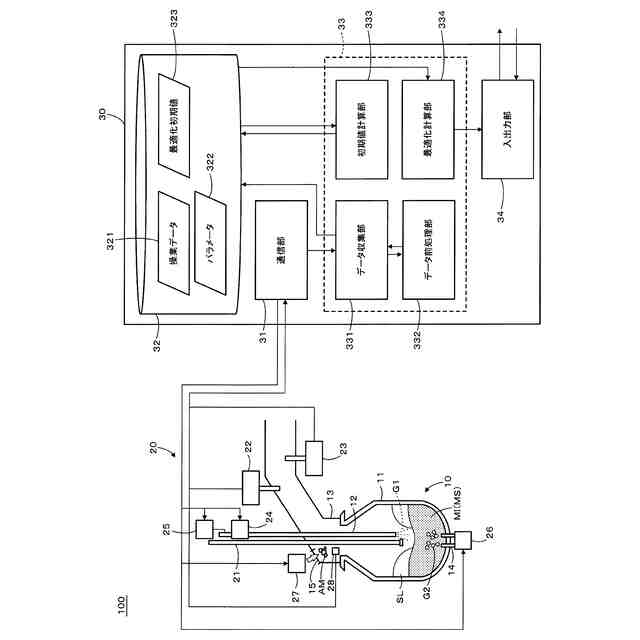
【選択図】 図1
特許請求の範囲
【請求項1】
転炉の吹錬処理における操作量を制御する転炉吹錬制御方法であって、
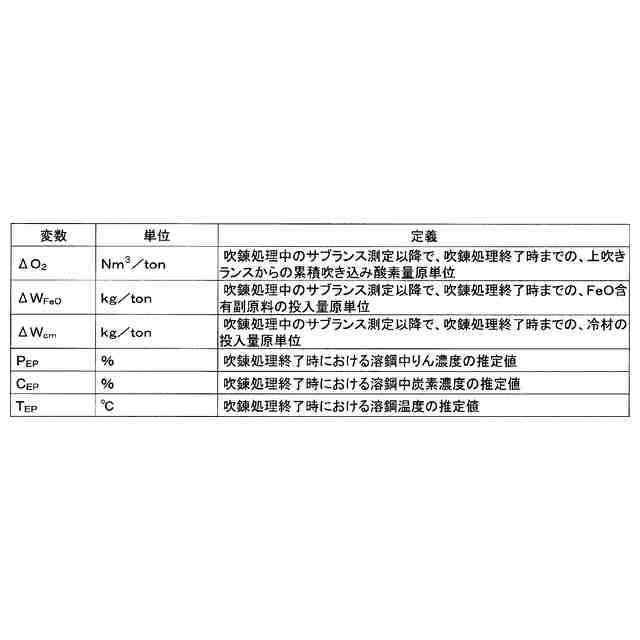
前記吹錬処理中のサブランス測定以降で前記吹錬処理終了時までの、上吹きランスからの累積吹き込み酸素量原単位ΔO
2
、FeO含有副原料の投入量原単位ΔW
FeO
及び冷材の投入量原単位ΔW
cm
を操作量とし、
前記吹錬処理終了時における、溶鋼中りん濃度の推定値P
EP
、溶鋼中炭素濃度の推定値C
EP
及び溶鋼温度の推定値T
EP
と、前記操作量ΔO
2
、ΔW
FeO
及びΔW
cm
と、を最適化問題の決定変数とし、
前記操作量ΔO
2
、ΔW
FeO
及びΔW
cm
を用いて計算される前記吹錬処理の操業コストと、前記推定値P
EP
、C
EP
及びT
EP
を用いて計算される、溶鋼中りん濃度、溶鋼中炭素濃度及び溶鋼温度の目標値からのずれに対するペナルティと、の和を最適化問題の目的関数とした場合に、
前記目的関数を最小化する最適化計算を行うことで、前記操作量ΔO
2
、ΔW
FeO
及びΔW
cm
の値を決定し、
前記サブランス測定以降に、前記決定された値となるように、前記操作量を制御する、
転炉吹錬制御方法。
続きを表示(約 680 文字)
【請求項2】
転炉の吹錬処理における操作量を制御する転炉吹錬制御装置であって、
前記吹錬処理中のサブランス測定以降で前記吹錬処理終了時までの、上吹きランスからの累積吹き込み酸素量原単位ΔO
2
、FeO含有副原料の投入量原単位ΔW
FeO
及び冷材の投入量原単位ΔW
cm
を操作量とし、
前記吹錬処理終了時における、溶鋼中りん濃度の推定値P
EP
、溶鋼中炭素濃度の推定値C
EP
及び溶鋼温度の推定値T
EP
と、前記操作量ΔO
2
、ΔW
FeO
及びΔW
cm
と、を最適化問題の決定変数とし、
前記操作量ΔO
2
、ΔW
FeO
及びΔW
cm
を用いて計算される前記吹錬処理の操業コストと、前記推定値P
EP
、C
EP
及びT
EP
を用いて計算される、溶鋼中りん濃度、溶鋼中炭素濃度及び溶鋼温度の目標値からのずれに対するペナルティと、の和を最適化問題の目的関数とした場合に、
前記目的関数を最小化する最適化計算を行うことで、前記操作量ΔO
2
、ΔW
FeO
及びΔW
cm
の値を決定し、
前記サブランス測定以降に、前記決定された値となるように、前記操作量を制御する、
転炉吹錬制御装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、転炉の吹錬処理中のサブランス測定以降で吹錬処理終了時までの、上吹きランスからの累積吹き込み酸素量原単位、FeO含有副原料の投入量原単位及び冷材の投入量原単位の各操作量を制御する転炉吹錬制御方法及び転炉吹錬制御装置に関する。特に、本発明は、転炉の吹錬処理の操業コストを抑制しつつ、吹錬処理終了時における、溶鋼中りん濃度、溶鋼中炭素濃度及び溶鋼温度の何れをも目標値に精度良く適合させることが可能な操作量の値を決定し、決定された値となるように操作量を制御する転炉吹錬制御方法及び転炉吹錬制御装置に関する。
続きを表示(約 4,500 文字)
【背景技術】
【0002】
従来、転炉の吹錬処理では、吹錬処理終了時(吹き止め時)の溶鋼成分濃度や溶鋼温度を目標値に適合させるために、スタティック制御と、サブランス測定に基づくダイナミック制御とを組み合わせた吹錬制御が行われている。スタティック制御では、吹錬処理の開始前に物質収支・熱収支に基づいた数式モデル等を用いて、吹錬処理終了時の溶鋼成分濃度及び溶鋼温度を目標値に適合させるために必要な吹き込み酸素量や各種副原料の投入量を決定しておき、これに従って吹錬処理を行う。一方、ダイナミック制御では、吹錬処理中にサブランスによって実際に溶鋼温度及び溶鋼中炭素濃度を測定し、物質収支・熱収支に基づいた数式モデル等を用いて、スタティック制御で決定しておいた吹き込み酸素量や各種副原料の投入量を適正化している。さらに、吹錬処理中の排ガス情報(排ガス流量や排ガス成分)を活用して、数式モデルによる溶鋼成分濃度及び溶鋼温度の推定精度を高める手法が提案されている。
【0003】
例えば、特許文献1、2には、現時点の溶鋼中炭素濃度の推定値及び溶鋼温度の推定値、又は、吹錬処理中のサブランス測定で得られた溶鋼中炭素濃度及び溶鋼温度に基づいて、吹錬処理終了時に目標溶鋼中炭素濃度及び目標溶鋼温度を達成するための吹き込み酸素量、投入するFeO含有副原料及び冷材の量を計算する方法が開示されている。
しかしながら、特許文献1、2に記載の方法では、溶鋼中りん濃度が吹錬処理終了時に目標値を達成するか否かは考慮されていない。したがって、特許文献1、2に記載の方法で計算された吹き込み酸素量で溶鋼中りん濃度の目標値を達成できないと考えられる場合には、例えば、オペレータによって吹き込み酸素量の追加を行うことが考えられる。しかしながら、転炉の後工程では脱りんができず、転炉での目標未達時のデメリットが大きいため、結果として過脱りん操業となってしまい、歩留まりの低下や操業コストの悪化を招くという問題がある。
【0004】
特許文献3には、転炉の吹錬処理における排ガス成分及び排ガス流量を定期的に測定し、これらの測定値と操業条件とに基づいて推定される脱りん速度定数を用いて、吹錬処理中の溶鋼中りん濃度を逐次推定し、推定の結果に応じて操作量を変更することで、吹錬処理終了時の溶鋼中りん濃度の制御精度を高める方法が開示されている。
しかしながら、特許文献3に記載の方法は、吹錬処理毎に変わり得る操業条件の違いを考慮せず、予め変更する操作量に優先順位を定めているため、吹錬処理終了時の溶鋼温度や溶鋼中炭素濃度が目標過達(溶鋼温度が目標値よりも上がり過ぎたり、溶鋼中炭素濃度が目標値よりも下がり過ぎる)となり、結果として操業コストの悪化を招くおそれがある(溶鋼温度が上がり過ぎると、追加のFeO含有副原料及び冷材の投入が必要であったり、転炉耐火物の損耗を加速させたりするおそれがあり、溶鋼中炭素濃度が下がり過ぎると、鉄が燃えるので歩留まりが悪化するおそれがある)。また、副原料の投入が吹錬処理終了までに完了しないおそれがある。
【先行技術文献】
【特許文献】
【0005】
特開2012-117090号公報
特開2006-233324号公報
特開2013-23696号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記のような従来技術の問題点を解決するためになされたものであり、転炉の吹錬処理の操業コストを抑制しつつ、吹錬処理終了時における、溶鋼中りん濃度、溶鋼中炭素濃度及び溶鋼温度の何れをも目標値に精度良く適合させることが可能な操作量の値を決定し、決定された値となるように操作量を制御する転炉吹錬制御方法及び転炉吹錬制御装置を提供することを課題とする。
【課題を解決するための手段】
【0007】
前記課題を解決するため、本発明は、転炉の吹錬処理における操作量を制御する転炉吹錬制御方法であって、前記吹錬処理中のサブランス測定以降で前記吹錬処理終了時までの、上吹きランスからの累積吹き込み酸素量原単位ΔO
2
、FeO含有副原料の投入量原単位ΔW
FeO
及び冷材の投入量原単位ΔW
cm
を操作量とし、前記吹錬処理終了時における、溶鋼中りん濃度の推定値P
EP
、溶鋼中炭素濃度の推定値C
EP
及び溶鋼温度の推定値T
EP
と、前記操作量ΔO
2
、ΔW
FeO
及びΔW
cm
と、を最適化問題の決定変数とし、前記操作量ΔO
2
、ΔW
FeO
及びΔW
cm
を用いて計算される前記吹錬処理の操業コストと、前記推定値P
EP
、C
EP
及びT
EP
を用いて計算される、溶鋼中りん濃度、溶鋼中炭素濃度及び溶鋼温度の目標値からのずれに対するペナルティと、の和を最適化問題の目的関数とした場合に、前記目的関数を最小化する最適化計算を行うことで、前記操作量ΔO
2
、ΔW
FeO
及びΔW
cm
の値を決定し、前記サブランス測定以降に、前記決定された値となるように、前記操作量を制御する、転炉吹錬制御方法を提供する。
【0008】
前述のダイナミック制御において、吹錬処理終了時における溶鋼中炭素濃度及び溶鋼温度を目標値に適合させるための操作は、一般的に、上吹きランスからの吹き込み酸素量の調整と、冷材の投入量の調整である。一方、吹錬処理終了時における溶鋼中りん濃度を目標値に適合させための操作は、一般的に、上吹きランスからの吹き込み酸素量の調整と、FeO含有副原料の投入量の調整である。すなわち、ダイナミック制御において、上吹きランスからの吹き込み酸素量の調整を行うと、溶鋼中炭素濃度、溶鋼中りん濃度及び溶鋼温度の全てが変化し、FeO含有副原料の投入量の調整を行うと、溶鋼中りん濃度及び溶鋼温度が変化することになる。
このため、本発明によれば、サブランス測定以降で吹錬処理終了時までの、上吹きランスからの累積吹き込み酸素量原単位ΔO
2
、FeO含有副原料の投入量原単位ΔW
FeO
及び冷材の投入量原単位ΔW
cm
が、吹錬処理における操作量とされる。そして、これらの各操作量ΔO
2
、ΔW
FeO
及びΔW
cm
と、吹錬処理終了時における、溶鋼中りん濃度の推定値P
EP
、溶鋼中炭素濃度の推定値C
EP
及び溶鋼温度の推定値T
EP
とが、最適化問題の決定変数とされ、各操作量ΔO
2
、ΔW
FeO
及びΔW
cm
を用いて計算される吹錬処理の操業コストと、各推定値P
EP
、C
EP
及びT
EP
を用いて計算されるこれらの目標値からのずれに対するペナルティとの和が最適化問題の目的関数とされる。
本発明によれば、上記の目的関数を最小化する最適化計算を行うことで、各操作量ΔO
2
、ΔW
FeO
及びΔW
cm
の値が決定される。すなわち、吹錬処理の操業コストと、目標値からのずれに対するペナルティとの双方を小さくする、各操作量ΔO
2
、ΔW
FeO
及びΔW
cm
の値が決定される。このため、決定された値となるように、各操作量ΔO
2
、ΔW
FeO
及びΔW
cm
を制御することで、操業コストを抑制しつつ、吹錬処理終了時における、溶鋼中りん濃度、溶鋼中炭素濃度及び溶鋼温度の何れをも目標値に精度良く適合させることが可能である。
なお、「サブランス測定」とは、サブランスを用いた溶鋼中炭素濃度や溶鋼温度の測定を意味する。
また、「累積吹き込み酸素量原単位」とは、吹き込まれた溶鋼の単位重量当たりの酸素量の累積値、すなわち、吹き込まれた酸素量の累積値を転炉内の溶鋼の重量で除算した値を意味する。
また、「投入量原単位」とは、投入量を転炉内の溶鋼の重量で除算した値を意味する。
さらに、「冷材」とは、溶鋼温度を下げるために用いられる副原料であり、一般的にはFeO含有副原料も含まれるが、本明細書では、FeO含有副原料以外の副原料(鉄源)に限定した意味で用いる。
【0009】
また、前記課題を解決するため、本発明は、転炉の吹錬処理における操作量を制御する転炉吹錬制御装置であって、前記吹錬処理中のサブランス測定以降で前記吹錬処理終了時までの、上吹きランスからの累積吹き込み酸素量原単位ΔO
2
、FeO含有副原料の投入量原単位ΔW
FeO
及び冷材の投入量原単位ΔW
cm
を操作量とし、前記吹錬処理終了時における、溶鋼中りん濃度の推定値P
EP
、溶鋼中炭素濃度の推定値C
EP
及び溶鋼温度の推定値T
EP
と、前記操作量ΔO
2
、ΔW
FeO
及びΔW
cm
と、を最適化問題の決定変数とし、前記操作量ΔO
2
、ΔW
FeO
及びΔW
cm
を用いて計算される前記吹錬処理の操業コストと、前記推定値P
EP
、C
EP
及びT
EP
を用いて計算される、溶鋼中りん濃度、溶鋼中炭素濃度及び溶鋼温度の目標値からのずれに対するペナルティと、の和を最適化問題の目的関数とした場合に、前記目的関数を最小化する最適化計算を行うことで、前記操作量ΔO
2
、ΔW
FeO
及びΔW
cm
の値を決定し、前記サブランス測定以降に、前記決定された値となるように、前記操作量を制御する、転炉吹錬制御装置としても提供される。
【発明の効果】
【0010】
本発明によれば、転炉の吹錬処理の操業コストを抑制しつつ、吹錬処理終了時における、溶鋼中りん濃度、溶鋼中炭素濃度及び溶鋼温度の何れをも目標値に精度良く適合させることが可能である。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
堤防
21日前
日本製鉄株式会社
連続鋳造方法
5日前
日本製鉄株式会社
経路算出装置
14日前
日本製鉄株式会社
駐車支援装置
14日前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
駐車支援装置
14日前
日本製鉄株式会社
高炉の操業方法
5日前
日本製鉄株式会社
表面処理金属板
24日前
日本製鉄株式会社
多角形筒形構造
5日前
日本製鉄株式会社
溶鋼の製造方法
7日前
日本製鉄株式会社
コイル搬送吊具
28日前
日本製鉄株式会社
溶銑の脱珪方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
21日前
日本製鉄株式会社
電気炉の精錬方法
6日前
日本製鉄株式会社
溶鋼の脱窒処理方法
7日前
日本製鉄株式会社
溶接継手、及びタンク
26日前
日本製鉄株式会社
溶接継手、及びタンク
26日前
日本製鉄株式会社
塗装鋼板および給湯器
4日前
日本製鉄株式会社
焼結パレット台車用吊具
今日
日本製鉄株式会社
搬送装置およびスタッカ
5日前
日本製鉄株式会社
チタン合金板の製造方法
25日前
日本製鉄株式会社
オーステナイト系合金材
4日前
日本製鉄株式会社
監視システム及び監視方法
11日前
日本製鉄株式会社
監視システム及び監視方法
今日
日本製鉄株式会社
フレーム部材及びパネル材
20日前
日本製鉄株式会社
基礎構造の施工方法及び基礎構造
18日前
日本製鉄株式会社
鉄道車両用の推定方法及び推定装置
14日前
日本製鉄株式会社
取鍋用注入ノズル及び連続鋳造方法
5日前
日本製鉄株式会社
連続鋳造方法及び取鍋用の注入ノズル
5日前
日本製鉄株式会社
検知装置、検知方法及び検知プログラム
1か月前
日本製鉄株式会社
転炉吹錬制御方法及び転炉吹錬制御装置
4日前
日本製鉄株式会社
表面温度測定方法及び表面温度測定装置
4日前
日本製鉄株式会社
連続鋳造用のノズルおよび連続鋳造方法
5日前
日本製鉄株式会社
トーションビーム用鋼管およびその製造方法
18日前
日本製鉄株式会社
バッテリケースの筐体およびバッテリケース
1か月前
日本製鉄株式会社
鋼線、めっき鋼線、撚り鋼線及びゴム成形体
14日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ