TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024090646
公報種別
公開特許公報(A)
公開日
2024-07-04
出願番号
2022206671
出願日
2022-12-23
発明の名称
表面検査装置及び表面検査方法
出願人
日本製鉄株式会社
代理人
弁理士法人ドライト国際特許事務所
主分類
G01N
21/892 20060101AFI20240627BHJP(測定;試験)
要約
【課題】簡易な画像処理で熱間スラブのコーナー部の表面に生じる欠陥を高精度に検出できる表面検査装置及び表面検査方法を提供する。
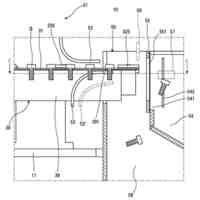
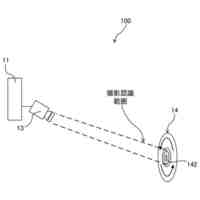
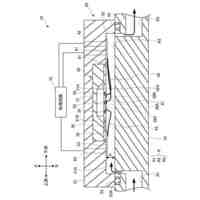
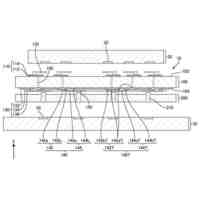
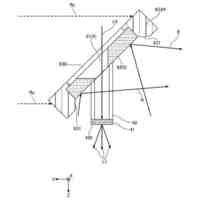
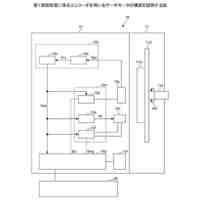
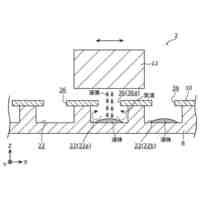
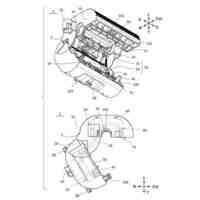
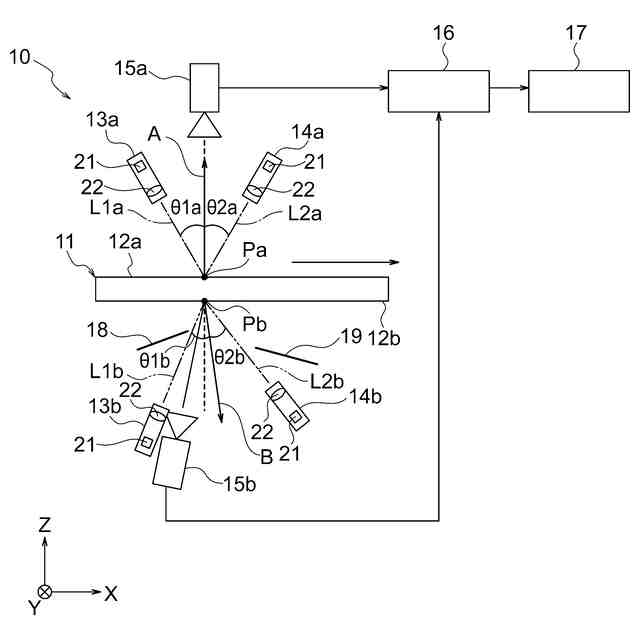
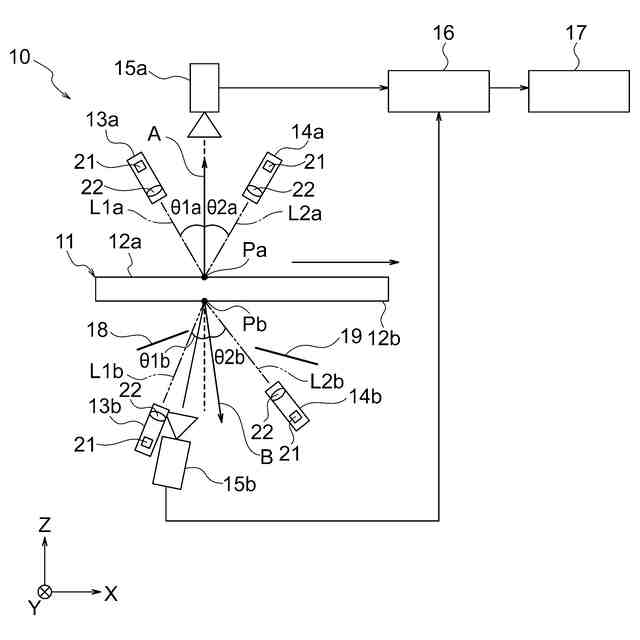
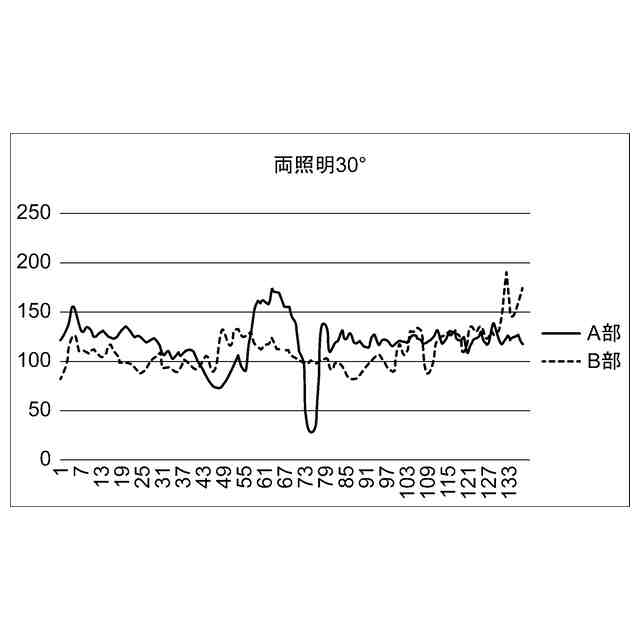
【解決手段】表面検査装置10は、第1の線状照明光L1aを熱間スラブ11の表面12aの検査位置Paに照射する第1の集光照明部13aと、第2の線状照明光L2aを表面12aの検査位置Paに照射する第2の集光照明部14aと、表面12aの検査位置Paを撮像する撮像部15aと、撮像部15aにより取得した画像に基づいて熱間スラブ11のコーナー部の表面の欠陥を検出する検出部16とを備え、撮像部15aの撮像方向は、表面12aの法線方向に対し10°以下の角度に設定されており、第1の線状照明光L1aと第2の線状照明光L2aの各照射角度θ1a、θ2aは、撮像部15aの撮像方向の表面12aにおける正反射方向Aに対し30°以上60°以下の角度に設定されている。
【選択図】図1
特許請求の範囲
【請求項1】
搬送される熱間スラブのコーナー部の表面を検査する表面検査装置であって、
前記熱間スラブの表面の検査位置より前記熱間スラブの搬送方向の上流側に配置され、前記熱間スラブの搬送方向と直交する方向に沿って線状に集光された照明光である第1の線状照明光を、前記検査位置に照射する第1の集光照明部と、
前記検査位置より前記熱間スラブの搬送方向の下流側に配置され、前記熱間スラブの搬送方向と直交する方向に沿って線状に集光された照明光である第2の線状照明光を、前記検査位置に照射する第2の集光照明部と、
前記第1の線状照明光及び前記第2の線状照明光が照射された前記検査位置を撮像する撮像部と、
前記撮像部により取得した画像に基づいて前記コーナー部の表面の欠陥を検出する検出部と
を備え、
前記撮像部の撮像方向は、前記熱間スラブの表面の法線方向に対し10°以下の角度に設定されており、
前記第1の集光照明部から照射される前記第1の線状照明光の照射角度と、前記第2の集光照明部から照射される前記第2の線状照明光の照射角度とは、前記撮像部の撮像方向の前記熱間スラブの表面における正反射方向に対し30°以上60°以下の角度に設定されている表面検査装置。
続きを表示(約 940 文字)
【請求項2】
前記撮像部の分解能は0.1mmより高い請求項1に記載の表面検査装置。
【請求項3】
前記第1の線状照明光と前記第2の線状照明光との少なくともいずれかは、青色光であり、
前記撮像部は、青色フィルタを有する請求項1に記載の表面検査装置。
【請求項4】
前記第1の集光照明部及び前記第2の集光照明部は、前記熱間スラブの下方に配置されている請求項1に記載の表面検査装置。
【請求項5】
前記熱間スラブと前記第1の集光照明部との間と、前記熱間スラブと前記第2の集光照明部との間には、ひさし部がそれぞれ設けられており、
前記撮像部は、前記ひさし部同士の間から前記熱間スラブの表面を撮像する請求項4に記載の表面検査装置。
【請求項6】
搬送される熱間スラブのコーナー部の表面を検査する表面検査方法であって、
前記熱間スラブの表面の検査位置より前記熱間スラブの搬送方向の上流側に配置された第1の集光照明部を用い、前記熱間スラブの搬送方向と直交する方向に沿って線状に集光された照明光である第1の線状照明光を、前記検査位置に照射する第1の照射工程と、
前記検査位置より前記熱間スラブの搬送方向の下流側に配置された第2の集光照明部を用い、前記熱間スラブの搬送方向と直交する方向に沿って線状に集光された照明光である第2の線状照明光を、前記検査位置に照射する第2の照射工程と、
前記第1の線状照明光及び前記第2の線状照明光が照射された前記検査位置を撮像部で撮像する撮像工程と、
前記撮像部により取得した画像に基づいて前記コーナー部の表面の欠陥を検出する検出工程と
を有し、
前記撮像工程での前記撮像部の撮像方向は、前記熱間スラブの表面の法線方向に対し10°以下の角度に設定されており、
前記第1の照射工程で照射される前記第1の線状照明光の照射角度と、前記第2の照射工程で照射される前記第2の線状照明光の照射角度とは、前記撮像部の撮像方向の前記熱間スラブの表面における正反射方向に対し30°以上60°以下の角度に設定されている表面検査方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、表面検査装置及び表面検査方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
高強度鋼の連続鋳造において、搬送部により搬送される熱間スラブの表面の欠陥を検査する表面検査方法として、例えば特許文献1に記載されるような光切断法により熱間スラブの表面を検査する方法が知られている。特許文献1記載の装置では、検査対象物に対し光源から線状のレーザ光を照射し、レーザ光の反射光をエリアセンサカメラによって撮像し、反射光の画像に基づいて、検査対象物の表面凹凸を測定する。
【0003】
特許文献2には、検査対象物としての鋼材に対し、異なる方向から別々のタイミングで照明光を照射し、各照明光の反射光をエリアセンサカメラによって撮像し、各反射光の画像間で差分処理を行うことにより、検査対象物の表面凹凸を検出する方法が記載されている。照明光として、光源からのレーザ光を拡散板により拡散させた光が用いられる。また、特許文献2には、差分処理により得られた差分画像に対し二値化処理を行うことにより、輝度が所定閾値以上である明部と、輝度が所定閾値未満である暗部とを抽出した二値化画像を生成し、二値化画像の明部と暗部の形状や面積等に基づいて、検査対象物の表面に存在する凹みと割れとを区別する。
【0004】
特許文献3には、検査対象物の表面に存在する凹凸と照明光を反射しない汚れとを区別するために、バー照明とドーム照明を組み合わせた表面検査装置が記載されている。バー照明は、複数の光源が線状に配置された構成を有する。ドーム照明は、中心部分に開口部を有する半球体と、半球体内で開口部の周囲に配置された複数の光源とにより構成されており、各光源からの光を半球体の内面で反射させ、開口部を通して検査対象物の表面に照射する。
【先行技術文献】
【特許文献】
【0005】
特開2016-70875号公報
特開2017-9522号公報
特開2021-189142号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
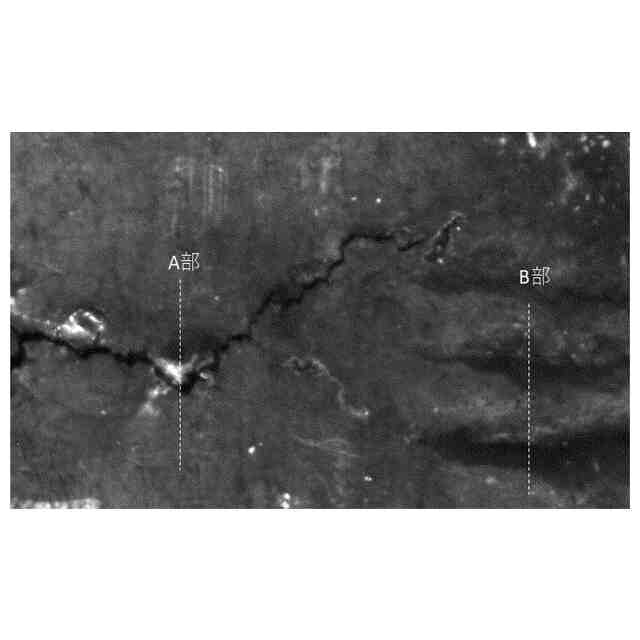
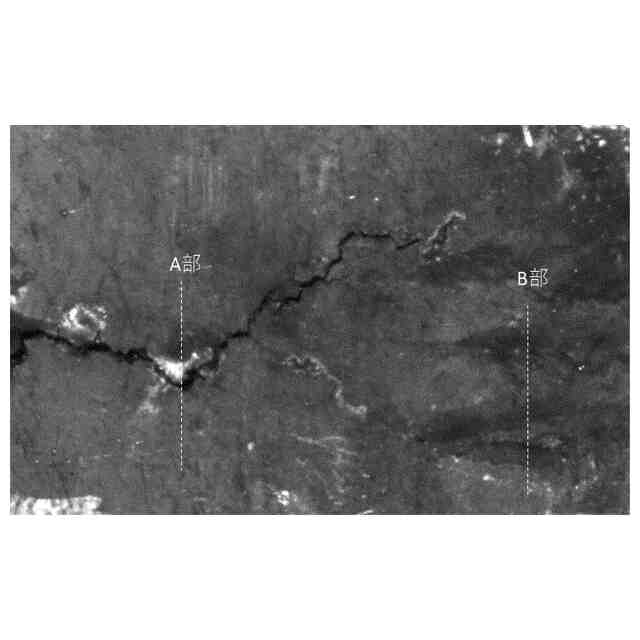
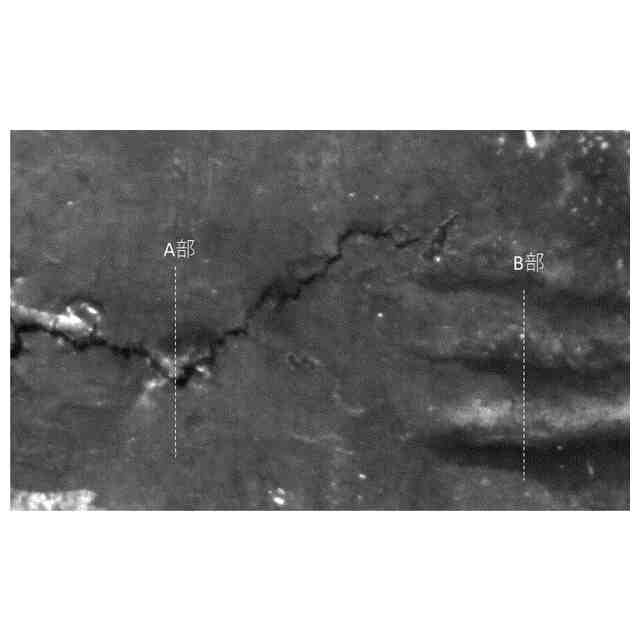
高強度鋼の連続鋳造において、搬送される熱間スラブのコーナー部では、中央部より相対的に温度が低下し、延性が低下する。このため、連続鋳造機の出口側での曲げ戻しにより、熱間スラブのコーナー部に、熱間スラブの長手方向に直交する方向(熱間スラブの幅方向)に沿った微細な割れ等の欠陥が発生することがある。この欠陥は、例えば0.3mm~0.5mm程度の細い開口幅を有する。
【0007】
特許文献1記載の方法では、欠陥の開口幅より狭い線状の照明光を用いる必要があるが、熱間では設備の熱対策上、光源を熱間スラブから離さざるを得ないため、欠陥の開口幅より狭い線状の照明光を照射することは難しい。特許文献2記載の方法では、欠陥の内部に照明光が入らないため、差分画像から欠陥を検出することは困難である。また、特許文献2記載の方法では、差分画像に対して二値化処理を行った後に、得られた二値化画像に対して凹みと割れとを区別する処理を行っており、複雑な画像処理を必要とする。
【0008】
一方、熱間スラブのコーナー部の表面には、割れ等の欠陥の他に、オシレーションマークと呼ばれる無害な凹凸や鏡面性の高いスケールが存在することがある。オシレーションマーク又はスケールが存在すると、画像から欠陥を検出する際の外乱となり、欠陥の検出精度が低下する。オシレーションマーク及びスケールを検出しないようにするためには、特許文献3に開示されているようなドーム照明を用いることが望ましい。しかしながら、熱間スラブの検査では、ドーム照明を熱間スラブに近接させることが困難である。
【0009】
そこで、本発明は、上記のような問題に鑑みてなされたものであり、簡易な画像処理で熱間スラブのコーナー部の表面に生じる欠陥を高精度に検出できる表面検査装置及び表面検査方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の表面検査装置は、搬送される熱間スラブのコーナー部の表面を検査する表面検査装置であって、前記熱間スラブの表面の検査位置より前記熱間スラブの搬送方向の上流側に配置され、前記熱間スラブの搬送方向と直交する方向に沿って線状に集光された照明光である第1の線状照明光を、前記検査位置に照射する第1の集光照明部と、前記検査位置より前記熱間スラブの搬送方向の下流側に配置され、前記熱間スラブの搬送方向と直交する方向に沿って線状に集光された照明光である第2の線状照明光を、前記検査位置に照射する第2の集光照明部と、前記第1の線状照明光及び前記第2の線状照明光が照射された前記検査位置を撮像する撮像部と、前記撮像部により取得した画像に基づいて前記コーナー部の表面の欠陥を検出する検出部とを備え、前記撮像部の撮像方向は、前記熱間スラブの表面の法線方向に対し10°以下の角度に設定されており、前記第1の集光照明部から照射される前記第1の線状照明光の照射角度と、前記第2の集光照明部から照射される前記第2の線状照明光の照射角度とは、前記撮像部の撮像方向の前記熱間スラブの表面における正反射方向に対し30°以上60°以下の角度に設定されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
検査装置
3日前
大和製衡株式会社
組合せ秤
3日前
個人
回転動作検出システム
5日前
アズビル株式会社
流量センサ
4日前
株式会社ヨコオ
接続装置
4日前
株式会社東芝
センサ
11日前
日本電気株式会社
LiDAR装置
3日前
個人
氷河融雪水流出量の推定方法
18日前
株式会社テイエルブイ
流量推定システム
5日前
フォロフライ株式会社
情報処理装置
3日前
ミツミ電機株式会社
測距装置
4日前
株式会社ジークエスト
感温センサー
3日前
三菱マテリアル株式会社
温度センサ
6日前
ローム株式会社
磁気検出装置
3日前
三晶エムイーシー株式会社
試料容器
12日前
富士電機株式会社
エンコーダ
3日前
トヨタ自動車株式会社
温度計測装置
6日前
マレリ株式会社
推定装置
10日前
株式会社イシダ
計量装置
3日前
船井電機株式会社
液体分注装置
4日前
株式会社ダイヘン
センサユニット
5日前
マグネデザイン株式会社
GSR素子の製造方法
17日前
株式会社ダイヘン
センサユニット
5日前
株式会社ダイヘン
センサユニット
5日前
株式会社ダイヘン
センサユニット
5日前
合同会社陶徳堂研究所
体液採取器
4日前
大同特殊鋼株式会社
鋼材の長さ測定方法
4日前
ホシデン株式会社
検出装置
11日前
株式会社ダイヘン
センサユニット
5日前
株式会社ダイヘン
センサユニット
5日前
株式会社ダイヘン
センサユニット
5日前
株式会社徳屋
丁張用固定具
6日前
株式会社ダイヘン
センサユニット
5日前
株式会社ダイヘン
センサユニット
5日前
中国電力株式会社
風煙道漏洩検知システム
12日前
トヨタ自動車株式会社
劣化推定装置
17日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ