TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024088977
公報種別
公開特許公報(A)
公開日
2024-07-03
出願番号
2022204051
出願日
2022-12-21
発明の名称
鋼材の長さ測定方法
出願人
大同特殊鋼株式会社
代理人
個人
主分類
G01B
11/02 20060101AFI20240626BHJP(測定;試験)
要約
【課題】鋼材搬送装置の滑り等の機械的誤差や搬送方向の鋼材両端面の凹み変形等による影響を受けず、正確に鋼材の長さを測定できる鋼材の長さ測定方法を提供する。
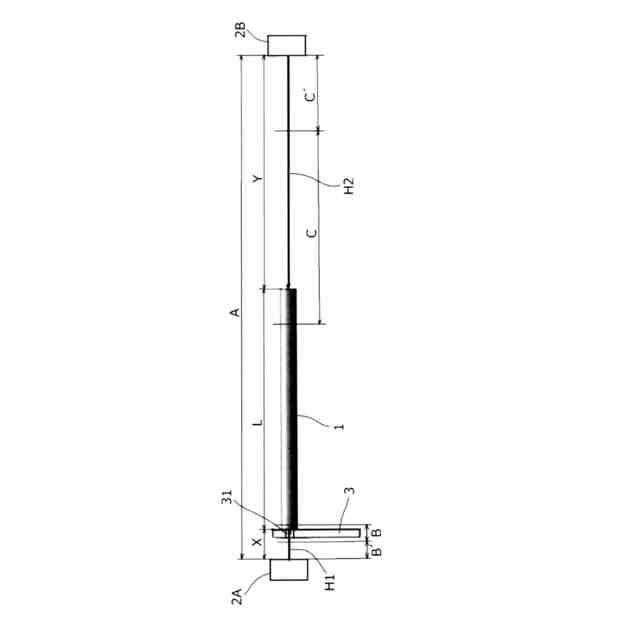
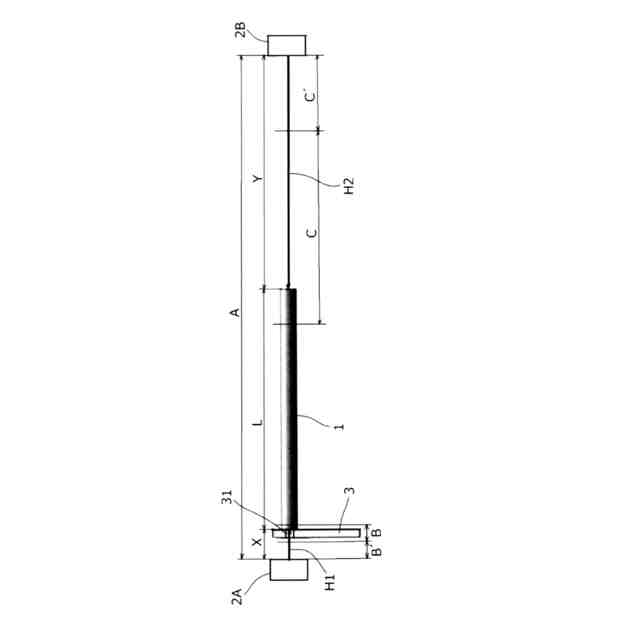
【解決手段】測定対象の鋼材(1)の最大長よりも大きい間隔(A)で距離センサ(2A,2B)を互いに対向させて一対設置し、これら距離センサ(2A,2B)の間に前記鋼材(1)を置いて、前記各距離センサー(2A,2B)から前記鋼材(1)の長さ方向の各端面までの距離(X、Y)を前記各距離センサでそれぞれ測定して、A-(X+Y)の演算によって前記鋼材の長さ(L)を算出する。
【選択図】 図1
特許請求の範囲
【請求項1】
測定対象の鋼材の最大長よりも大きい間隔(A)で距離センサを互いに対向させて一対設置し、これら距離センサの間に前記鋼材を置いて、各前記距離センサーから前記鋼材の長さ方向の各端面までの距離(X、Y)を前記各距離センサでそれぞれ測定して、A-(X+Y)の演算によって前記鋼材の長さ(L)を算出する鋼材の長さ測定方法。
続きを表示(約 130 文字)
【請求項2】
前記端面の一方を当接させて前記鋼材を長手方向で位置決めするストッパ体を設けた請求項1に記載の鋼材の長さ測定方法。
【請求項3】
前記距離センサとしてレーザ変位センサを使用した請求項1又は2に記載の鋼材の長さ測定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は鋼材の長さ測定方法に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
この種の長さ測定方法として例えば特許文献1に開示されたものがあり、ここでは棒状鋼材(ビレット)をその長手方向へ搬送する搬送装置に沿って前後の二カ所にレーザ距離計を設けて、前側レーザ距離計で鋼材の前端を検出してから後側レーザ距離計で鋼材の後端が通過するまでの通過長さを算出し、算出された通過長さと、二カ所に設けた上記レーザ距離計間の距離を加算することによって鋼材の全体長を測定している。
【先行技術文献】
【特許文献】
【0003】
特開2008-304286
【発明の概要】
【発明が解決しようとする課題】
【0004】
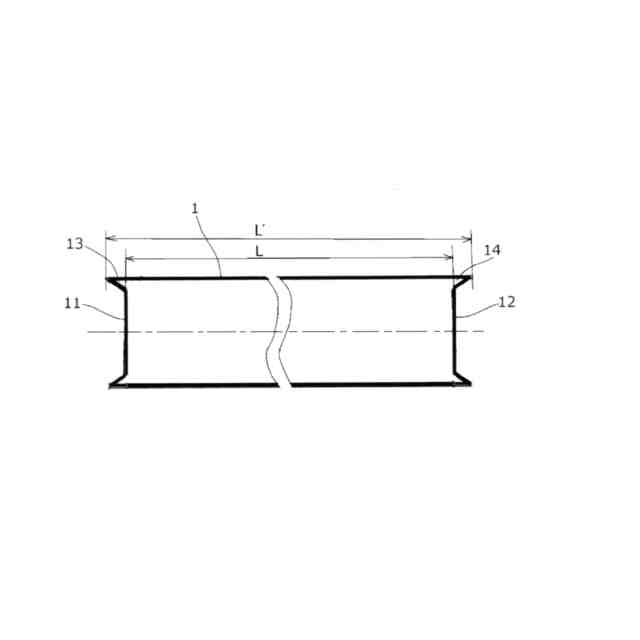
しかし、上記従来の測定方法では、上記通過長さを、搬送装置の搬送モータに付設したパルスカウンタから出力されるパルス数をカウントして得ているため、機械的な連結誤差等によって、カウントされたパルス数と実際の鋼材通過長さとが一致せず、比較的大きな誤差を生じるという問題があった。また、鋼材1(図5参照)では矯正加工によって長さ方向の両端面11,12が図に示すような凹み形状となっている場合があり、この場合は、凹みを囲む外周鍔部13,14の頂面間の長さL´を鋼材の実際の全体長Lであるように誤測定するという問題もあった。
【0005】
そこで、本発明はこのような課題を解決するもので、鋼材搬送装置の滑り等の機械的誤差や搬送方向の鋼材両端面の凹み変形等による影響を受けず、正確に鋼材の長さを測定できる鋼材の長さ測定方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
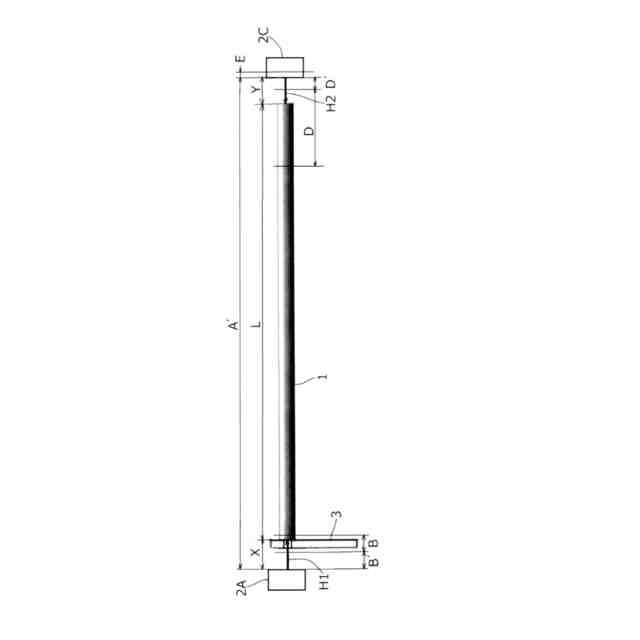
上記目的を達成するために、本第1発明では、測定対象の鋼材(1)の最大長よりも大きい間隔(A)で距離センサ(2A,2B)を互いに対向させて一対設置し、これら距離センサ(2A,2B)の間に前記鋼材(1)を置いて、前記各距離センサー(2A,2B)から前記鋼材(1)の長さ方向の各端面までの距離(X、Y)を前記各距離センサでそれぞれ測定して、A-(X+Y)の演算によって前記鋼材の長さ(L)を算出する。
【0007】
本第1発明においては、機械的な連結誤差を生じることが無いから鋼材の長さを正確に測定できる。また、鋼材両端面の中心部までの距離を測定するようにすれば、凹み変形した端面の全周に生じている鍔部の影響を受けることなく真の長さを測定できる。
【0008】
本第2発明では、前記端面の一方を当接させて前記鋼材を長手方向で位置決めするストッパ体(3)を設ける。
【0009】
本第2発明においては、鋼材を長手方向で位置決めできるから、距離センサの対向間隔を必要最小限に抑えて測定スペースの低減を図ることができるとともに、距離センサと鋼材端面の距離が安定するから、測定の安定性を確保することができる。また、ストッパ体により、距離センサに鋼材が接触するトラブル防止が可能になる。
【0010】
本第3発明では、前記距離センサ(2A,2B)としてレーザ変位センサを使用する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ