TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024082774
公報種別
公開特許公報(A)
公開日
2024-06-20
出願番号
2022196871
出願日
2022-12-09
発明の名称
銅電線及びアルミニウム材の接合体、並びに銅電線及びアルミニウム材の接合方法
出願人
矢崎総業株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
H01R
4/02 20060101AFI20240613BHJP(基本的電気素子)
要約
【課題】溶接によって銅電線及びアルミニウム材を接合するとき、線径が制約されない、高い接合強度を持つ接合体及びその接合方法を提供する。
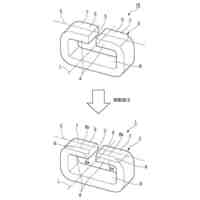
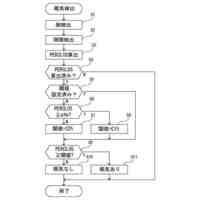
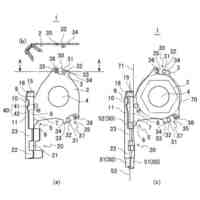
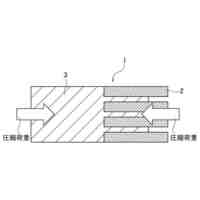
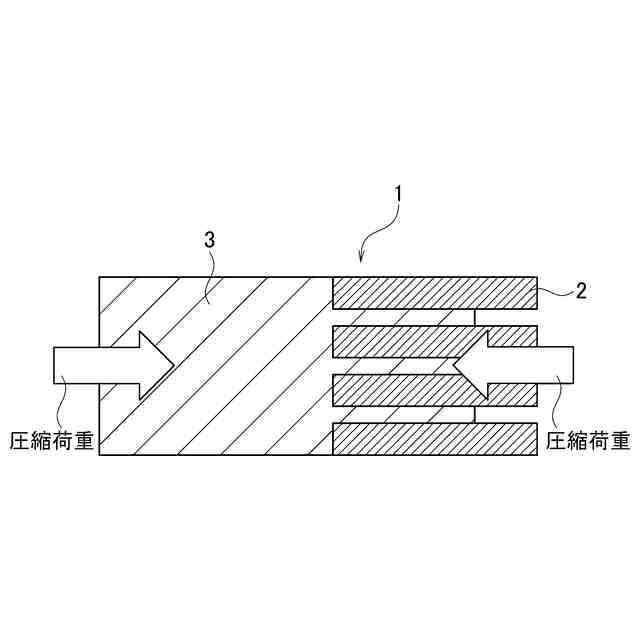
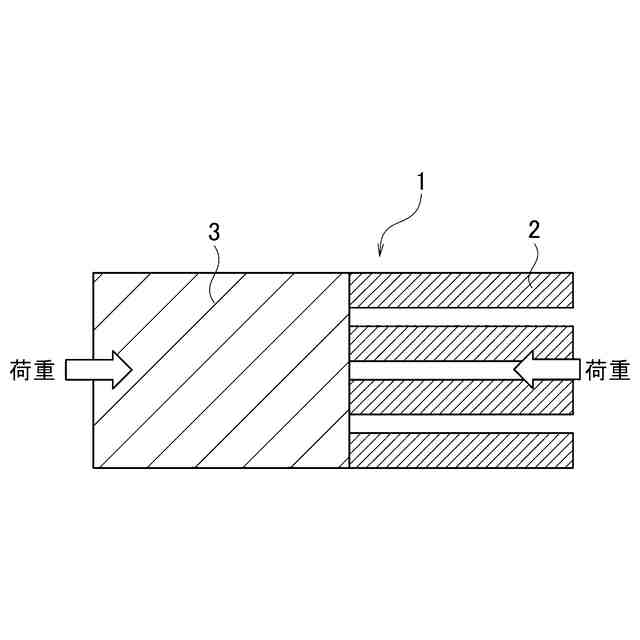
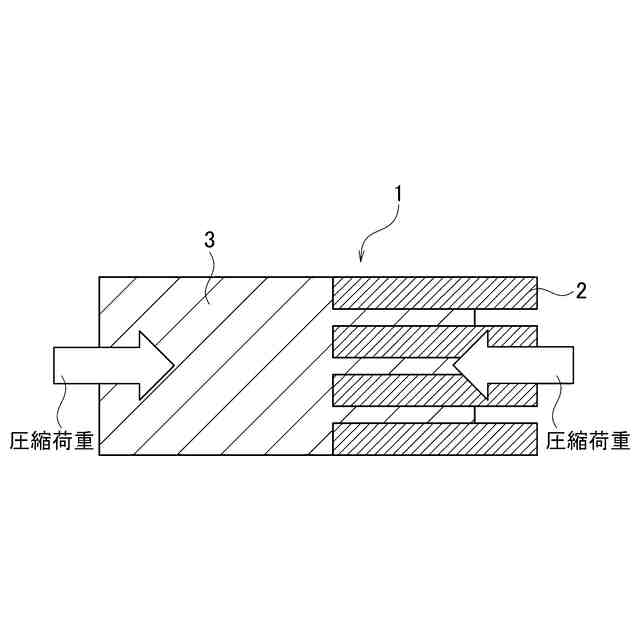
【解決手段】接合体1は、複数の銅芯線を備えた銅電線2とアルミニウム材3とが、溶接によって接合される接合体であって、アルミニウム材の一部を溶融してなるアルミニウムが複数の銅芯線の間に浸入することによって接合される。そして、接合方法は、溶接による、複数の銅芯線を備えた銅電線及びアルミニウム材の接合方法であって、銅電線及びアルミニウム材を押し当てて接触させる工程と、銅電線及びアルミニウム材の接触部分を通電加熱して、アルミニウム材の一部を溶融させる工程と、銅電線及びアルミニウム材の少なくとも一方から接合面の方向に圧縮荷重をかけることで、溶融したアルミニウムを複数の銅芯線の間に浸入させて、銅電線及びアルミニウム材を接合させる工程と、を含む。
【選択図】図1C
特許請求の範囲
【請求項1】
複数の銅芯線を備えた銅電線とアルミニウム材とが、溶接によって接合される接合体であって、
前記アルミニウム材の一部を溶融してなるアルミニウムが複数の前記銅芯線の間に浸入することによって接合される、接合体。
続きを表示(約 340 文字)
【請求項2】
前記銅電線と前記アルミニウム材との間に形成される合金層にはCuAl
2
が形成されている、請求項1に記載の接合体。
【請求項3】
溶接による、複数の銅芯線を備えた銅電線及びアルミニウム材の接合方法であって、
前記銅電線及び前記アルミニウム材を押し当てて接触させる工程と、
前記銅電線及び前記アルミニウム材の接触部分を通電加熱して、前記アルミニウム材の一部を溶融させる工程と、
前記銅電線及び前記アルミニウム材の少なくとも一方から接合面の方向に圧縮荷重をかけることで、溶融したアルミニウムを複数の前記銅芯線の間に浸入させて、前記銅電線及び前記アルミニウム材を接合させる工程と、
を含む、接合方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、銅電線及びアルミニウム材の接合体、並びに銅電線及びアルミニウム材の接合方法に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
近年、自動車の軽量化に向け、ワイヤーハーネス等について銅電線をアルミニウム電線に置き換える動きが加速している。一方で、端子への接続信頼性や組付け性を考えた場合、ワイヤーハーネスの端末には銅電線を使用する方が効果的な場合も多い。そのため、銅部材とアルミニウム部材を高強度で接続できる高信頼性技術が必須である。
【0003】
銅電線及びアルミニウム材を接合する方法としては、例えば、銅撚り線の端面とアルミニウム単芯線の端面とを圧接させながら回転させることによって両端面が加圧され、摩擦熱によって加熱されることを利用して圧着する方法が用いられる。ただ、そのような加圧による圧着工法よりも、接合強度が高く、接続信頼性をより向上させることができる接合方法が求められている(特許文献1参照)。その他、銅電線及びアルミニウム材を接合する方法としては、超音波やはんだを用いた接合が比較的広く利用されている。しかしながら、これらの技術では接合面を削る、もしくは変形させるなどの前処理が必要であり、線径よりも接合部が幅広になることから、ワイヤーハーネス接続部に広い配置スペースが必要になる問題があった。そのような前処理や広い配置スペースが不要である接合方法として抵抗溶接が挙げられる。特許文献2は、抵抗溶接を用いた、銅-アルミニウム系で形成される、電線と単芯線の接合技術であり、パイプに素線を通して接合し、それを除去する工程を経て製造される技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2013-069623号公報
国際公開第2015/002180号
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献2では、上記工程を含むことでコストアップに繋がり、線径もパイプ径に制約される。また、接合強度に対する記載が無く、接続信頼性を担保するためには高強度で接合できる条件及びメカニズムの明確化が必要である。
【0006】
本発明は、このような従来技術が有する課題に鑑みてなされたものである。本発明の目的は、溶接によって銅電線及びアルミニウム材を接合するとき、線径が制約されない、高い接合強度を持つ接合体及びその接合方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明の態様に係る接合体は、複数の銅芯線を備えた銅電線とアルミニウム材とが、溶接によって接合される接合体であって、アルミニウム材の一部を溶融してなるアルミニウムが複数の銅芯線の間に浸入することによって接合される。
【0008】
本発明の態様に係る接合方法は、溶接による、複数の銅芯線を備えた銅電線及びアルミニウム材の接合方法であって、銅電線及びアルミニウム材を押し当てて接触させる工程と、銅電線及びアルミニウム材の接触部分を通電加熱して、アルミニウム材の一部を溶融させる工程と、銅電線及びアルミニウム材の少なくとも一方から接合面の方向に圧縮荷重をかけることで、溶融したアルミニウムを複数の銅芯線の間に浸入させて、銅電線及びアルミニウム材を接合させる工程と、を含む。
【発明の効果】
【0009】
本発明によれば、溶接によって銅電線及びアルミニウム材を接合するとき、線径が制約されない、高い接合強度を持つ接合体及びその接合方法を提供することができる。
【図面の簡単な説明】
【0010】
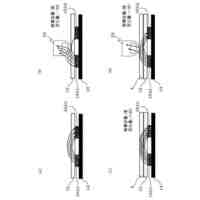
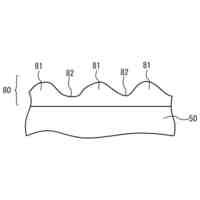
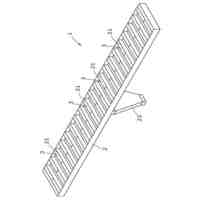
本実施形態に係る接合体を作製する方法を示した模式図であり、銅電線及びアルミニウム材の接合面同士を押し当てて接触させる工程を示したものである。
本実施形態に係る接合体を作製する方法を示した模式図であり、接合面のアルミニウム材の一部を加熱及び溶融させる工程を示したものである。
本実施形態に係る接合体を作製する方法を示した模式図であり、アルミニウム材の一部を溶融してなるアルミニウムを複数の銅芯線の間に浸入させて接合させる工程を示したものである。
接合時の電流値に対する、接合強度の関係を示すグラフである。
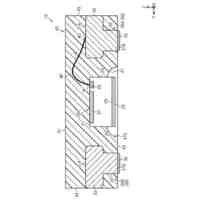
本実施形態に係る接合体における、溶融したアルミニウムが複数の銅芯線の間に浸入した状態を示す光学顕微鏡写真である。
本実施形態に係る接合体における、接合部に形成された合金種並びに組織を示す電子顕微鏡写真であり、図2の符号Aの範囲に示す電流値5000A付近(以下、適正加熱条件)で接合したものである。
本実施形態に係る接合体における、接合部に形成された合金種並びに組織を示す電子顕微鏡写真であり、図2の符号Bの範囲に示す電流値6000A付近(以下、過剰加熱条件)で接合したものである。
本実施形態に係る接合体における、銅電線-合金層界面の組織を示す電子顕微鏡写真であり、適正加熱条件で接合したものである。
本実施形態に係る接合体における、銅電線-合金層界面の組織を示す電子顕微鏡写真であり、過剰加熱条件で接合したものである。
図5Aにおける合金層の形成方法を説明した模式図である。
図5Bにおける合金層の形成方法を説明した模式図である。
本実施形態に係る接合体における、引張試験中の銅電線-合金層界面を示す電子顕微鏡写真であり、適正加熱条件によって接合したものである。
本実施形態に係る接合体における、引張試験中の銅電線-合金層界面を示す電子顕微鏡写真であり、過剰加熱条件によって接合したものである。
本実施形態に係る接合体における、引張試験後の破断した状態を示す模式図と、その破断面を示す光学顕微鏡写真であり、適正加熱条件によって接合したものである。
本実施形態に係る接合体における、引張試験後の破断した状態を示す模式図と、その破断面を示す光学顕微鏡写真であり、過剰加熱条件によって接合したものである。
本実施形態に係る接合体における、引張試験によって得られた応力-ひずみ曲線である。
本実施形態に係る接合体における、接合時の電流値に対する、アルミニウム入り込み量及び接合強度の関係を示すグラフである。
図10において、溶融したアルミニウムが銅芯線の間に浸入した状態を拡大して示す光学顕微鏡写真である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
矢崎総業株式会社
車両用表示装置
4日前
矢崎総業株式会社
電流検出器用コア
4日前
矢崎総業株式会社
コネクタ嵌合構造
6日前
矢崎総業株式会社
バスバー連結構造
6日前
矢崎総業株式会社
シールドコネクタ
6日前
矢崎総業株式会社
車両電源システム
10日前
矢崎総業株式会社
コネクタの製造方法
6日前
矢崎総業株式会社
永久磁石および回転位置センサ
10日前
矢崎総業株式会社
眠気検出装置及び眠気検出用のプログラム
6日前
矢崎総業株式会社
眠気検出装置及び眠気検出用のプログラム
6日前
矢崎総業株式会社
銅電線及びアルミニウム材の接合体、並びに銅電線及びアルミニウム材の接合方法
10日前
個人
集積回路
13日前
株式会社コロナ
操作装置
27日前
株式会社GSユアサ
蓄電装置
5日前
HOYA株式会社
光源装置
26日前
ローム株式会社
半導体装置
3日前
株式会社PFA
異物除去具
3日前
太陽誘電株式会社
全固体電池
25日前
富士電機株式会社
半導体装置
1か月前
株式会社魁半導体
プラズマ処理装置
6日前
太陽誘電株式会社
コイル部品
19日前
太陽誘電株式会社
コイル部品
19日前
株式会社ヨコオ
変換回路
3日前
日本航空電子工業株式会社
押釦
10日前
シャープ株式会社
入力装置
10日前
三洲電線株式会社
撚線導体
6日前
個人
組み合わせアース端子
1か月前
ローム株式会社
半導体装置
12日前
東レエンジニアリング株式会社
転写方法
10日前
日本無線株式会社
レーダアンテナ
1か月前
東レ株式会社
ポリマー電解質および電池
20日前
富士電機株式会社
半導体装置
1か月前
三菱電機株式会社
半導体装置
4日前
住友電装株式会社
雌端子金具
4日前
株式会社ノーリツ
燃料電池ユニット
1か月前
オムロン株式会社
電磁石装置
3日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ