TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024076567
公報種別
公開特許公報(A)
公開日
2024-06-06
出願番号
2022188172
出願日
2022-11-25
発明の名称
ガスセンサ
出願人
日本特殊陶業株式会社
代理人
個人
,
個人
主分類
G01N
27/409 20060101AFI20240530BHJP(測定;試験)
要約
【課題】弾性部材とリード線との気密性を向上させると共に、リード線を弾性部材へ挿通し易くしたガスセンサを提供する。
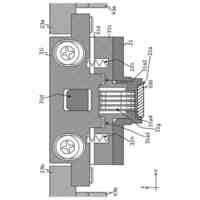
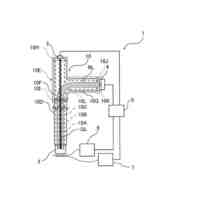
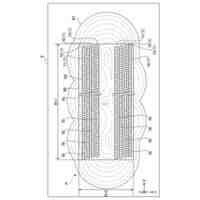
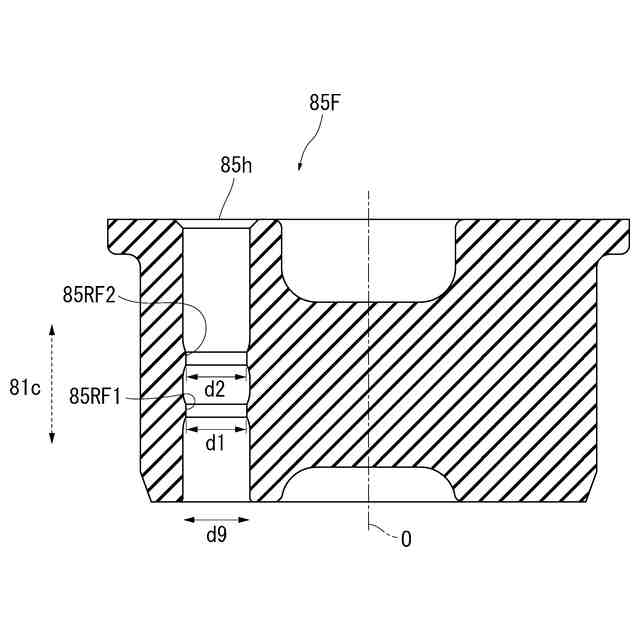
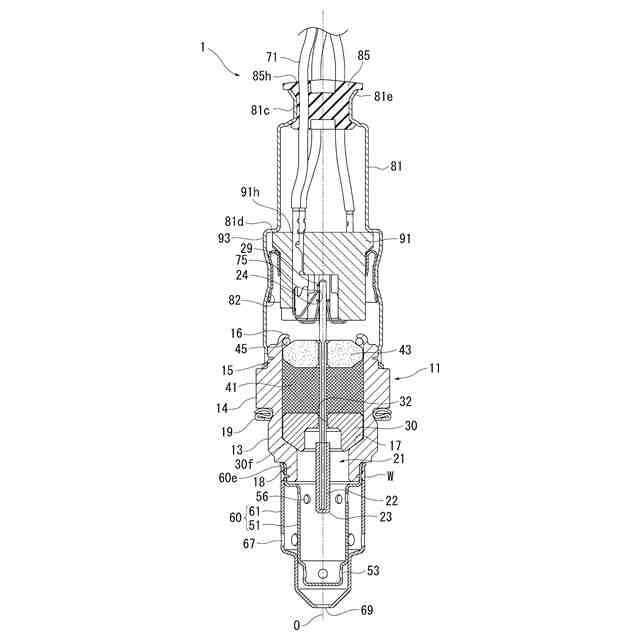
【解決手段】センサ素子21と、自身の内側にセンサ素子が配置され、後端に開口部81eが形成された筒状のケーシング81と、センサ素子と電気的に接続され、開口部から外側に延出するリード線71と、リード線が通り、2つ以上の円環状の凸条部85R1~85R2が内面に形成された端子挿通孔85hを有し、ケーシングの後端内側に配置されて開口部をシールする弾性部材85と、を備え、ケーシングが凸条部の外側にてカシメ部81cにより縮径されていて、凸条部がリード線の外面と気密状態で接触するガスセンサ1であって、弾性部材をケーシングから取り出した状態で見たとき、最も先端側の凸条部である第1凸条部85RF1の内径d1は、すべての凸条部の内径のうち最も小さい。
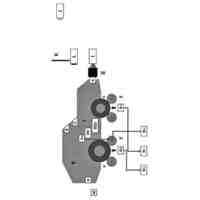
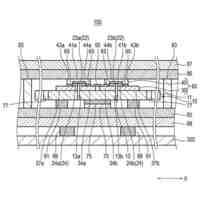
【選択図】図3
特許請求の範囲
【請求項1】
軸線方向に延び、自身の先端側に検出部を有するセンサ素子と、
自身の内側に前記センサ素子が配置され、後端に開口部が形成された筒状のケーシングと、
前記センサ素子と電気的に接続され、前記開口部から外側に延出するリード線と、
前記リード線が通り、2つ以上の円環状の凸条部が内面に形成された端子挿通孔を有し、前記ケーシングの後端内側に配置されて前記開口部をシールする弾性部材と、を備え、
前記ケーシングが前記凸条部の外側にてカシメ部により縮径されていて、前記凸条部が前記リード線の外面と気密状態で接触するガスセンサであって、
前記弾性部材を前記ケーシングから取り出した状態で見たとき、最も先端側の前記凸条部である第1凸条部の内径は、すべての前記凸条部の内径のうち最も小さいことを特徴とするガスセンサ。
続きを表示(約 380 文字)
【請求項2】
前記弾性部材を前記ケーシングから取り出した状態で見たとき、すべての前記凸条部の内径が前記リード線の外径より小さく、
かつ前記すべての凸条部を除く前記端子挿通孔の内径が前記リード線の外径より大きいことを特徴とする請求項1記載のガスセンサ。
【請求項3】
前記弾性部材を前記ケーシングから取り出した状態で見たとき、前記第1凸条部の内径が前記リード線の外径より小さく、
かつ前記凸条部のうち、内径が最も大きい凸条部の内径が前記リード線の外径より大きいことを特徴とする請求項1に記載のガスセンサ。
【請求項4】
前記弾性部材は3つ以上の前記凸条部を有し、前記軸線方向に隣接する2つの前記凸条部の内径は同一であるか、又は後端側の凸条部の方が内径が大きいことを特徴とする請求項1のガスセンサ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば燃焼器や内燃機関等の燃焼ガスや排気ガス中に含まれる特定ガスのガス濃度を検出するのに好適に用いられるガスセンサに関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
自動車等の排気ガス中の酸素濃度を検出するガスセンサとして、筒状又は板状の固体電解質の表面に検知電極及び基準電極を設けたセンサ素子を有するものが知られている。
センサ素子は筒状のケーシングの内側に配置され、その出力は素子に接続されたリード線によりケーシングの外側に取り出される。また、リード線が引き出されるケーシングの後端開口部には、ケーシング内へ水等が進入することを阻止するためにゴム製のシール部材(弾性部材)がはめ込まれている。
そして、リード線は、シール部材の挿通孔を貫いてケーシングの外側に延出する(特許文献1)。
また、特許文献1に記載されたシール部材は、挿通孔の内面に凸状部を設け、リード線の外面(絶縁被覆)と気密状態で密着している。
【先行技術文献】
【特許文献】
【0003】
特許第3815823号公報(図3)
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記した凸状部の内径を大きくし過ぎると、リード線の外面との気密が不十分になる。一方で、凸状部の内径を小さくし過ぎると、リード線の外面との気密は得られるが、挿通孔へリード線を挿通し難くなるという問題がある。
そこで、本発明は、弾性部材とリード線との気密性を向上させると共に、リード線を弾性部材へ挿通し易くしたガスセンサの提供を目的とする。
【課題を解決するための手段】
【0005】
上記課題を解決するため、本発明のガスセンサは、軸線方向に延び、自身の先端側に検出部を有するセンサ素子と、自身の内側に前記センサ素子が配置され、後端に開口部が形成された筒状のケーシングと、前記センサ素子と電気的に接続され、前記開口部から外側に延出するリード線と、前記リード線が通り、2つ以上の円環状の凸条部が内面に形成された端子挿通孔を有し、前記ケーシングの後端内側に配置されて前記開口部をシールする弾性部材と、を備え、前記ケーシングが前記凸条部の外側にてカシメ部により縮径されていて、前記凸条部が前記リード線の外面と気密状態で接触するガスセンサであって、前記弾性部材を前記ケーシングから取り出した状態で見たとき、最も先端側の前記凸条部である第1凸条部の内径は、すべての前記凸条部の内径のうち最も小さいことを特徴とする。
【0006】
一般に弾性部材の先端側は、センサ素子に接触する排気ガス等の被検出ガスからの熱がケーシングから伝わるため、高温となって膨張し易く、気密性が劣化する。
そこで、高温となる最も先端側の第1凸条部の内径を、温度がより低い後端側の凸条部の内径に比べて小さくすることで、第1凸条部が高温に晒されてもリード線との間の気密を保持することができる。一方で、第1凸条部よりは膨張し難い後端側の凸条部の内径を大きくすることで、リード線を弾性部材へ挿通し易くなる。
以上により、弾性部材とリード線との気密性と、リード線の挿通し易さを両立できる。
【0007】
本発明のガスセンサにおいて、前記弾性部材を前記ケーシングから取り出した状態で見たとき、すべての前記凸条部の内径が前記リード線の外径より小さく、かつ前記すべての凸条部を除く前記端子挿通孔の内径が前記リード線の外径より大きくてもよい。
各凸条部の内径が、リード線の外径より小さいと、弾性部材とリード線との気密性が向上する。また、端子挿通孔の内径がリード線の外径より大きいと、リード線を弾性部材へより挿通し易くなる。
【0008】
本発明のガスセンサにおいて、前記弾性部材を前記ケーシングから取り出した状態で見たとき、前記第1凸条部の内径が前記リード線の外径より小さく、かつ前記凸条部のうち、内径が最も大きい凸条部の内径が前記リード線の外径より大きくてもよい。
第1凸条部の内径がリード線の外径より小さいと、弾性部材とリード線との気密性が向上する。また、内径が最も大きい凸条部がリード線の外径より大きいと、リード線を弾性部材へより挿通し易くなる。
つまり、弾性部材とリード線との気密性と、リード線の挿通し易さをより一層両立できる。
【0009】
本発明のガスセンサにおいて、前記弾性部材は3つ以上の前記凸条部を有し、前記軸線方向に隣接する2つの前記凸条部の内径は同一であるか、又は後端側の凸条部の方が内径が大きくてもよい。
このガスセンサによれば、端子挿通孔の先端から後端に向かって各凸条部の内径が拡がるので、リード線を弾性部材へより挿通し易くなる。
【発明の効果】
【0010】
この発明によれば、弾性部材とリード線との気密性を向上させると共に、リード線を弾性部材へ挿通し易くしたガスセンサが得られる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
オンキヨー株式会社
システム
6日前
横河電機株式会社
光学プローブ
6日前
個人
歩行者音声ガイドシステム
17日前
株式会社ヨコオ
検査治具
18日前
昭電工業株式会社
測定装置
19日前
株式会社豊田自動織機
無人走行体
21日前
太陽誘電株式会社
検出装置
13日前
大和製衡株式会社
重量選別機
11日前
キーコム株式会社
試験システム
24日前
村田機械株式会社
変位検出装置
21日前
矢崎総業株式会社
センサ
13日前
株式会社ニシヤマ
物品取付装置
14日前
トヨタ自動車株式会社
測定治具
21日前
株式会社ニシヤマ
物品取付装置
14日前
キーコム株式会社
試験システム
24日前
大同特殊鋼株式会社
形状検出装置
13日前
個人
氷河融雪水流出量の推定方法
5日前
TDK株式会社
磁気センサ
18日前
三菱マテリアル株式会社
温度センサ
28日前
株式会社不二越
X線測定装置
21日前
三菱マテリアル株式会社
温度センサ
14日前
三菱マテリアル株式会社
温度センサ
6日前
トヨタ自動車株式会社
劣化推定装置
14日前
大同特殊鋼株式会社
超音波探傷方法
28日前
株式会社ミツトヨ
光学式エンコーダ
19日前
オムロン株式会社
スイッチング装置
24日前
日立Astemo株式会社
測定装置
28日前
株式会社島津製作所
分析装置
13日前
株式会社フジキン
濃度測定装置
18日前
日本メクトロン株式会社
部品実装基板
24日前
東海電子株式会社
アルコール測定装置
6日前
トヨタ自動車株式会社
電気機器
17日前
株式会社ダイヘン
異常検出装置
11日前
トヨタ自動車株式会社
空燃比算出装置
21日前
マグネデザイン株式会社
GSR素子の製造方法
4日前
ミイシステム株式会社
非接触信号状態判定装置
17日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ