TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024067464
公報種別
公開特許公報(A)
公開日
2024-05-17
出願番号
2022177562
出願日
2022-11-04
発明の名称
製造装置及び製造方法
出願人
株式会社アドバンテスト
代理人
弁理士法人RYUKA国際特許事務所
主分類
B22F
10/362 20210101AFI20240510BHJP(鋳造;粉末冶金)
要約
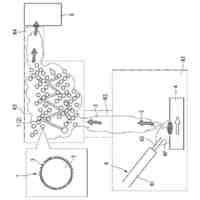
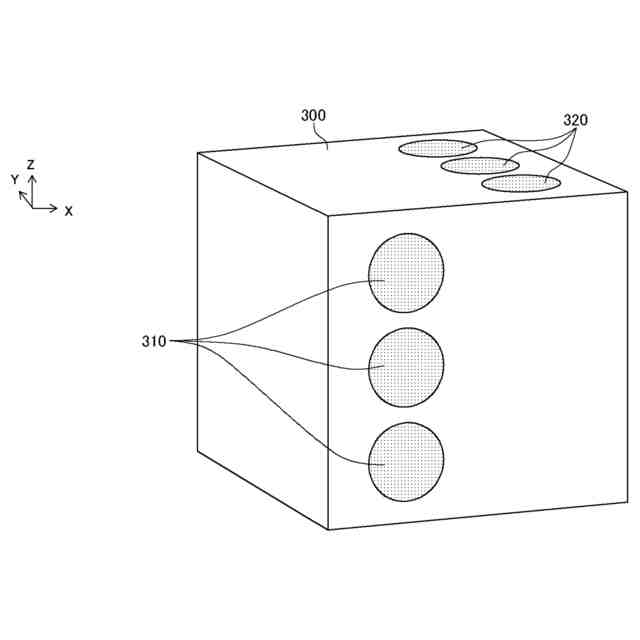
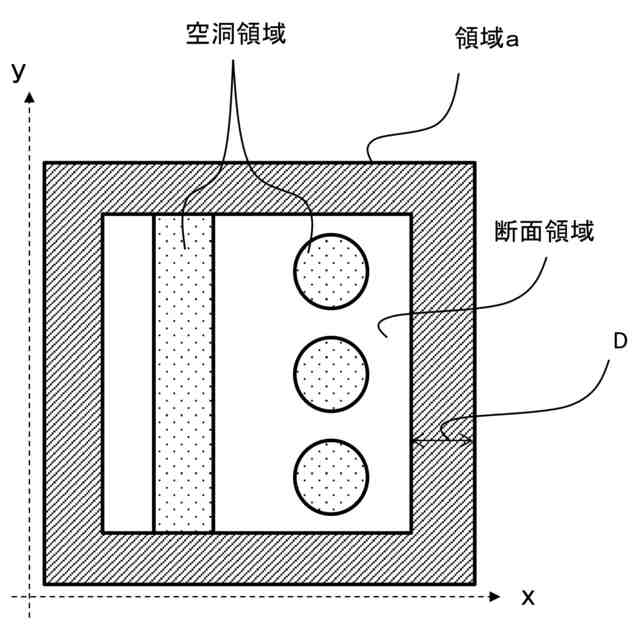
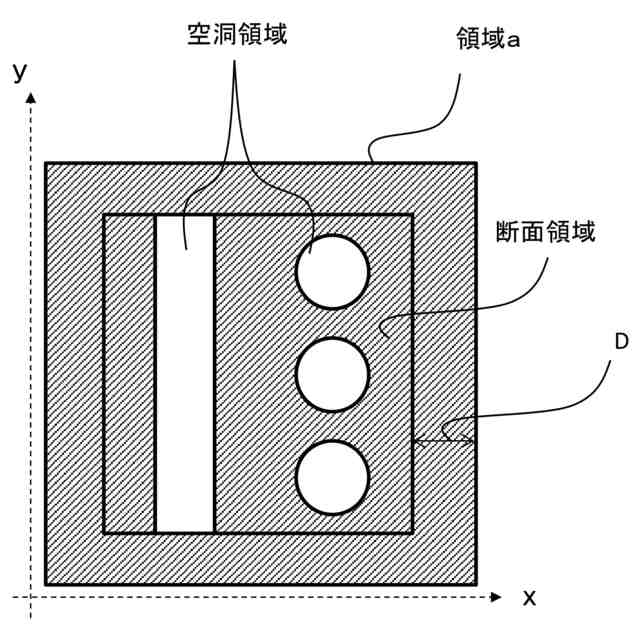
【解決手段】3次元造形物を製造する製造装置であって、粉末層を積層する粉末積層部と、粉末層の予熱処理において、3次元造形物の空洞に対応する空洞領域を粉末層の他の予熱対象領域よりも低いエネルギーで予熱し、又は、空洞領域を予熱しない予熱制御を行う予熱制御部と、粉末層における、3次元造形物の断面となるべき領域を溶融結合させることにより断面を形成する溶融制御部と、を備える製造装置を提供する。予熱制御部は、粉末層における3次元造形物の空洞領域を、粉末層における3次元造形物の断面となるべき予熱対象領域の予熱よりも低いエネルギーで予熱するように予熱処理を行う。
【選択図】図1
特許請求の範囲
【請求項1】
3次元造形物を製造する製造装置であって、
粉末層を積層する粉末積層部と、
前記粉末層の予熱処理において、前記3次元造形物の空洞に対応する空洞領域を前記粉末層の他の予熱対象領域よりも低いエネルギーで予熱し、又は、前記空洞領域を予熱しない予熱制御を行う予熱制御部と、
前記粉末層における、前記3次元造形物の断面となるべき領域を溶融結合させることにより断面を形成する溶融制御部と、
を備える製造装置。
続きを表示(約 940 文字)
【請求項2】
前記予熱制御部は、前記粉末層における前記3次元造形物の前記空洞領域を、前記粉末層における前記3次元造形物の断面となるべき予熱対象領域の予熱よりも低いエネルギーで予熱するように予熱処理を行う
請求項1に記載の製造装置。
【請求項3】
前記予熱制御部は、前記予熱処理の条件を決定する予熱条件決定部を有し、
前記予熱条件決定部は、前記3次元造形物の空洞に対応するマスクデータを用いて、前記予熱対象領域に対する前記予熱処理の条件を決定する
請求項1に記載の製造装置。
【請求項4】
前記予熱条件決定部は、前記3次元造形物の空洞に対応する3次元のマスクデータを前記3次元造形物の3次元造形データに組み合わせたデータに基づいて、前記予熱処理の条件を決定する
請求項3に記載の製造装置。
【請求項5】
前記予熱制御部は、ビームを用いて前記粉末層の前記予熱処理を行う
請求項1に記載の製造装置。
【請求項6】
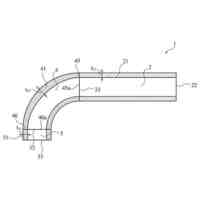
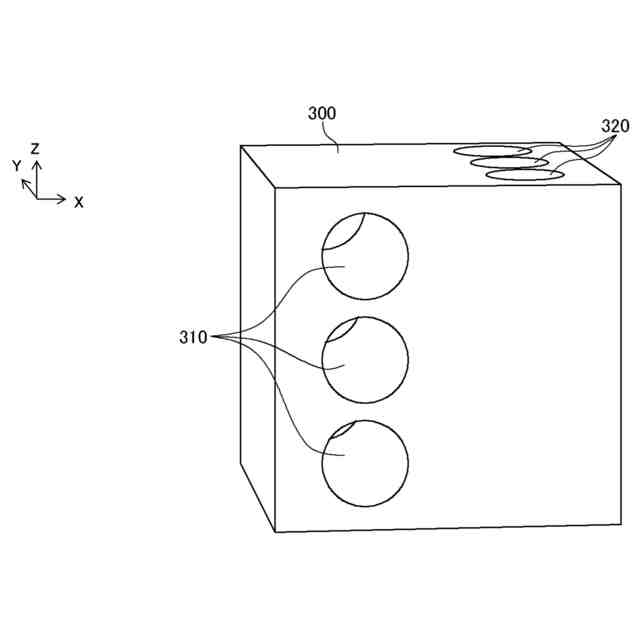
前記3次元造形物の空洞は、前記3次元造形物を貫通する貫通孔を含む
請求項1に記載の製造装置。
【請求項7】
前記予熱対象領域は、前記粉末層における前記3次元造形物の断面となるべき領域を囲む領域である
請求項1に記載の製造装置。
【請求項8】
前記予熱制御部は、前記粉末層の予熱処理において、前記空洞領域の大きさ、前記3次元造形物の前記空洞の深さ、及び前記空洞の形状の少なくとも1つに応じて、前記空洞領域の予熱のエネルギーを変更する
請求項1に記載の製造装置。
【請求項9】
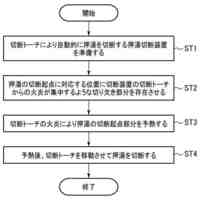
3次元造形物を製造する製造方法であって、
粉末層を積層する段階と、
前記粉末層の予熱処理において、前記3次元造形物の空洞に対応する空洞領域を前記粉末層の他の予熱対象領域よりも低いエネルギーで予熱し、又は、前記空洞領域を予熱しない予熱制御を行う段階と、
前記粉末層における、前記3次元造形物の断面となるべき領域を溶融結合させることにより断面を形成する段階と、
を備える製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、製造装置及び製造方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
特許文献1には、「予熱ステップによって、後続の凝固ステップにおいて融解金属と粉末との間の界面に過度の温度勾配を持つことを避けるように、粉末層が均一に加熱される」と記載されている。特許文献2,3には、3次元造形物の製造方法が記載されている。
[先行技術文献]
[特許文献]
特許文献1 特許第5108884号
特許文献2 米国特許第10792861号明細書
特許文献3 米国特許第11059100号明細書
【発明の概要】
【0003】
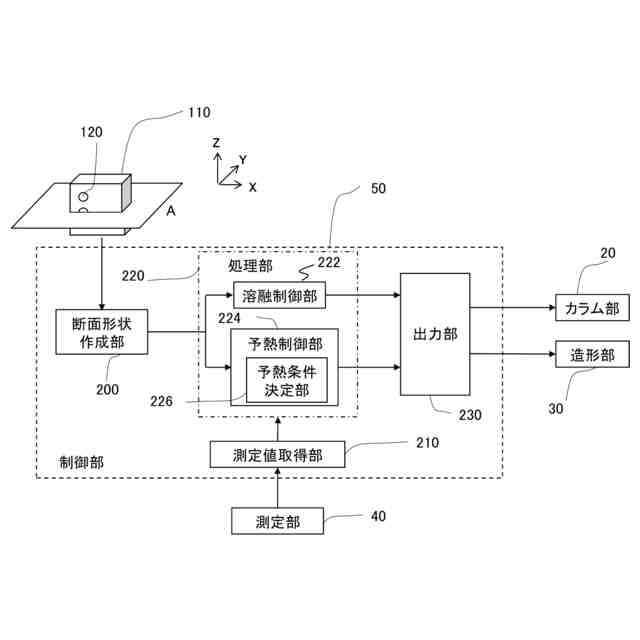
本発明の第1の態様においては、3次元造形物を製造する製造装置を提供する。前記製造装置は、粉末層を積層する粉末積層部と、前記粉末層の予熱処理において、前記3次元造形物の空洞に対応する空洞領域を前記粉末層の他の予熱対象領域よりも低いエネルギーで予熱し、又は、前記空洞領域を予熱しない予熱制御を行う予熱制御部と、前記粉末層における、前記3次元造形物の断面となるべき領域を溶融結合させることにより断面を形成する溶融制御部と、を備える。
【0004】
前記製造装置において、前記予熱制御部は、前記粉末層における前記3次元造形物の前記空洞領域を、前記粉末層における前記3次元造形物の断面となるべき予熱対象領域の予熱よりも低いエネルギーで予熱するように予熱処理を行ってよい。
【0005】
前記製造装置のいずれかにおいて、前記予熱制御部は、前記予熱処理の条件を決定する予熱条件決定部を有し、前記予熱条件決定部は、前記3次元造形物の空洞に対応するマスクデータを用いて、前記予熱対象領域に対する前記予熱処理の条件を決定してよい。
【0006】
前記製造装置のいずれかにおいて、前記予熱条件決定部は、前記3次元造形物の空洞に対応する3次元のマスクデータを前記3次元造形物の3次元造形データに組み合わせたデータに基づいて、前記予熱処理の条件を決定してよい。
【0007】
前記製造装置のいずれかにおいて、予熱制御部は、ビームを用いて前記粉末層の前記予熱処理を行ってよい。
【0008】
前記製造装置のいずれかにおいて、前記3次元造形物の空洞は、前記3次元造形物を貫通する貫通孔を含んでよい。
【0009】
前記製造装置のいずれかにおいて、前記予熱対象領域は、前記粉末層における前記3次元造形物の断面となるべき領域を囲む領域であってよい。
【0010】
前記製造装置のいずれかにおいて、前記予熱制御部は、前記粉末層の予熱処理において、前記空洞領域の大きさ、前記3次元造形物の前記空洞の深さ、及び前記空洞の形状の少なくとも1つに応じて、前記空洞領域に対する予熱のエネルギーを変更してよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
成形機
1か月前
芝浦機械株式会社
成形装置
17日前
トヨタ自動車株式会社
保持炉
1か月前
トヨタ自動車株式会社
金型装置
1か月前
トヨタ自動車株式会社
鋳造装置
1か月前
芝浦機械株式会社
ダイカストマシン
1か月前
日本製鉄株式会社
電磁ブレーキ装置
24日前
大同特殊鋼株式会社
金属粉末材料の製造方法
23日前
芝浦機械株式会社
射出装置及び成形機
1か月前
トヨタ自動車株式会社
離型剤の塗布方法
1か月前
JX金属株式会社
銅粉
3日前
トヨタ自動車株式会社
ダイカスト鋳造装置
1か月前
トヨタ自動車株式会社
金型の温度制御方法
1か月前
トヨタ自動車株式会社
複合中子の製造方法
1か月前
日本鋳造株式会社
押湯切断方法および押湯
24日前
旭有機材株式会社
低膨張鋳型用鋳物砂
2か月前
芝浦機械株式会社
ダイカストマシン
1か月前
三菱重工業株式会社
金属粉末製造装置
2か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
1か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
1か月前
フタバ産業株式会社
金属搬送機構
13日前
福田金属箔粉工業株式会社
溶浸用Cu系粉末
1か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
1か月前
芝浦機械株式会社
成形機用コントローラ及び成形機
1か月前
石福金属興業株式会社
PtAu合金粉末の製造方法
1か月前
冨士ダイス株式会社
エルボ管及びその製造方法
27日前
株式会社リコー
立体造形装置及び立体造形方法
6日前
山陽特殊製鋼株式会社
鋳造方法
11日前
住友金属鉱山株式会社
離型剤スラリーの散布方法
2か月前
UBEマシナリー株式会社
型締装置
16日前
株式会社IHI
造形方法及びサポート部材
1か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
2か月前
セイコーエプソン株式会社
焼結用金属粉末
1か月前
新東工業株式会社
解枠システム及び解枠方法
11日前
トヨタ自動車株式会社
金型構造
25日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ