TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024059074
公報種別
公開特許公報(A)
公開日
2024-04-30
出願番号
2023133934
出願日
2023-08-21
発明の名称
車両用フロントガラスの製造方法
出願人
AGC株式会社
代理人
個人
主分類
C03C
27/12 20060101AFI20240422BHJP(ガラス;鉱物またはスラグウール)
要約
【課題】導電体と端子とを無鉛半田を用いて接合する工程を含み、端子付け後のガラス板の破壊強度を高めることが可能な車両用フロントガラスの製造方法の提供。
【解決手段】第1ガラス板の車内面上に、導電体の材料を塗工する工程(S12)と、導電体の材料を塗工した第1ガラス板を焼成して、導電体付きガラス板を得る工程(S13)と、導電体付きガラス板と第2ガラス板とを、中間膜を介して貼り合わせて、合わせガラスを得る工程(S14)と、導電体に含まれる端子接合部上に、加熱溶融させた後に凝固させた無鉛半田を介して端子を接合する工程(S15)と、凝固した無鉛半田に対して、30~150℃で10分間以上、50~150℃で5分間以上、または120~150℃で3分間以上の条件で、後加熱処理を行う工程(S16)とを順次有する、車両用フロントガラスの製造方法。
【選択図】図11
特許請求の範囲
【請求項1】
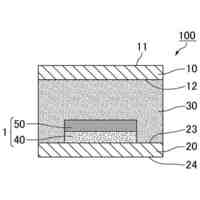
第1ガラス板と第2ガラス板とが中間膜を介して貼り合わされた合わせガラスを含み、
前記合わせガラスは、前記第1ガラス板と、当該第1ガラス板の車内面の上に形成され、端子が接合される端子接合部を有する導電体と、当該導電体の前記端子接合部上に接合された端子とを有する端子付きガラス板を含み、
前記導電体は、電気的機能部を含むか、電気的機能部に電気的に接続されており、
前記導電体は、前記電気的機能部に給電するための給電部を含み、当該給電部が前記端子接合部を含む、車両用フロントガラスの製造方法であって、
前記第1ガラス板の前記車内面上に、前記導電体の材料である銀とガラスフリットとを含む銀含有ペーストを塗工する工程(S12)と、
前記導電体の材料を塗工した前記第1ガラス板を焼成して、前記導電体を形成して、導電体付きガラス板を得る工程(S13)と、
前記導電体付きガラス板と前記第2ガラス板とを、前記中間膜を介して貼り合わせて、前記合わせガラスを得る工程(S14)と、
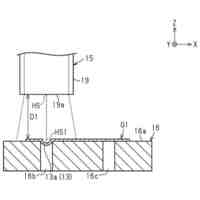
前記導電体に含まれる前記端子接合部上に、加熱溶融させた後に凝固させた無鉛半田を介して前記端子を接合する工程(S15)と、
凝固した前記無鉛半田に対して、30~150℃で10分間以上、50~150℃で5分間以上、または120~150℃で3分間以上の条件で、後加熱処理を行う工程(S16)とを順次有する、車両用フロントガラスの製造方法。
続きを表示(約 1,300 文字)
【請求項2】
工程(S16)における加熱条件は、50~150℃で10分間以上、または120~150℃で5分間以上である、請求項1に記載の車両用フロントガラスの製造方法。
【請求項3】
工程(S16)における加熱温度が130℃以下である、請求項1または2に記載の車両用フロントガラスの製造方法。
【請求項4】
工程(S16)における加熱温度が120℃以下である、請求項3に記載の車両用フロントガラスの製造方法。
【請求項5】
工程(S16)における加熱時間が120分間以下である、請求項1または2に記載の車両用フロントガラスの製造方法。
【請求項6】
工程(S16)における加熱時間が60分間以下である、請求項5に記載の車両用フロントガラスの製造方法。
【請求項7】
前記無鉛半田は、半田接合後に20~25℃の常温環境下で保存したときに、時間の経過と共に硬度が低下する時効軟化タイプの無鉛半田である、請求項1または2に記載の車両用フロントガラスの製造方法。
【請求項8】
前記無鉛半田は、
SnおよびAgを含み、Sb、CuおよびInを実質的に含まないSnAg系無鉛半田;
Sn、AgおよびCuを含み、SbおよびInを実質的に含まないSnAgCu系無鉛半田;
SnおよびInを含み、Sb、AgおよびCuを実質的に含まないSnIn系無鉛半田;
Sn、AgおよびInを含み、Sb、Cu、Bi、NiおよびZnを実質的に含まないSnAgIn系無鉛半田;
Sn、Ag、InおよびCuを含み、Sb、Bi、NiおよびZnを実質的に含まないSnAgInCu系無鉛半田;
Sn、Ag、InおよびBiを含み、Sb、Cu、NiおよびZnを実質的に含まないSnAgInBi系無鉛半田;
Sn、Ag、In、Ni、CuおよびZnを含み、SbおよびBiを実質的に含まないSnAgInNiCuZn系無鉛半田;
からなる群より選ばれる1種以上の無鉛半田である、請求項1または2に記載の車両用フロントガラスの製造方法。
【請求項9】
前記車両用フロントガラスは、前記第1ガラス板の前記車内面と前記導電体の前記端子接合部との間に遮光層を有するものであり、
工程(S12)の前に、前記第1ガラス板の前記車内面上に、前記遮光層の材料である黒色顔料とガラスフリットとを含むセラミックペーストを塗工する工程(S11)を有し、
工程(S13)において、前記遮光層の材料および前記導電体の材料を塗工した前記第1ガラス板を焼成して、前記遮光層と前記導電体とを形成して、前記導電体付きガラス板を得る、請求項1または2に記載の車両用フロントガラスの製造方法。
【請求項10】
前記第1ガラス板の前記車内面は、前記第1ガラス板の前記中間膜側の表面であり、かつ、前記第2ガラス板に覆われない露出部を有し、当該露出部に、前記導電体の前記端子接合部が形成された、請求項1または2に記載の車両用フロントガラスの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、車両用フロントガラスの製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
自動車等の車両用の窓ガラスには、複数のガラス板が貼り合わされた合わせガラス、または強化ガラスが好ましく用いられる。一般的に、車両用フロントガラスの材料のガラス板は、周縁領域に遮光層が形成され、熱成形により曲面を有する形状に加工される。
また、車両用の窓ガラスにおいて、電気的機能部を含むか、電気的機能部に接続される導電体と、ハーネスおよびケーブル等の給電用部材とを含む車両用フロントガラスが知られている。電気的機能部としては、電熱線、電熱層、アンテナ、調光層、発光素子およびこれらの組合せ等が挙げられる。導電体は、電気的機能部に給電するための給電部を含むことができる。
本明細書において、導電体を有するガラス板を「導電体付きガラス板」と言う。
【0003】
車両用フロントガラスでは、ワイパーに付着した霜、雪および氷等を融かし、ワイパーの凍結を防止するために、フロントガラスの下端部および側端部等に、1本以上の電熱線からなる電気的機能部と、一対の給電用電極(バスバーとも言う。)等からなる給電部とを含む導電体が形成される場合がある。
【0004】
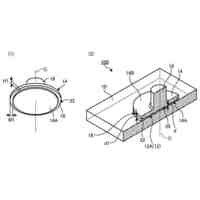
また、車両用フロントガラスの内面には、自動運転および衝突事故の防止等のために、車両前方の情報を取得する、ADAS(Advanced Driver Assistance systems)カメラ、LiDAR(Light Detection And Ranging)、レーダーおよび光センサ等の光学機器と、これを収容するブラケット等と呼ばれる筐体とを含む光学装置が設置される場合がある。かかる構成では、光学装置によるセンシング精度を高めるために、光学機器の前方のガラス部分に、曇り、霜、雪および氷等の除去および付着を防止する1本以上の電熱線からなる電気的機能部と、一対の給電用電極(バスバー)等からなる給電部とを含む導電体が形成される場合がある。
【0005】
上記のような車両用フロントガラスでは、給電部の各給電用電極に、ハーネスおよびケーブル等の給電用部材が接合される。給電部は、発熱を目的としたものではなく、また、給電用部材を接合するための面積を必要とするため、電熱線よりも太く設計される。そのため、給電部は、車外にいる人に視認されないように、遮光層上に形成されることが一般的である。
【0006】
遮光層は例えば、黒色顔料とガラスフリットとを含むセラミックペーストの塗工および焼成により形成できる。導電体は例えば、銀粉とガラスフリットとを含む銀含有ペーストの塗工および焼成により形成できる。セラミックペーストおよび銀含有ペーストの焼成は、ガラス板の熱成形と同時に実施できる。
【先行技術文献】
【特許文献】
【0007】
国際公開第2012/096373号
国際公開第2021/209000号
【発明の概要】
【発明が解決しようとする課題】
【0008】
従来、給電部と給電用部材との接合は、半田を用いて行われている。
例えば、ワイヤーハーネス等の給電用部材の先端部に端子を固定し、この端子を給電部に半田を用いて接合している。半田としては、有鉛半田と無鉛半田がある。近年、鉛の環境への影響が懸念され、有鉛半田の法的規制が広がりつつあるため、無鉛半田を用いることが望まれている。
【0009】
一般的に、無鉛半田の融点は例えば220℃程度であり、より高い温度(例えば300℃程度)で半田接合を行う必要がある。導電体付きガラス板において、導電体と端子とを無鉛半田によって接合する場合、ガラス板に局所的な高温加熱と高温から常温への降温とが起こる。降温の際には、ガラス板の熱膨張係数と無鉛半田の熱膨張係数との差に起因して、ガラス板と無鉛半田に熱収縮量の差が生じ、ガラス板と無鉛半田との間に歪みが生じ、導電体付きガラス板に応力(具体的には、引張応力)が発生する。そして、降温後にもこの応力が残留する場合がある。この残留応力が原因となり、車両用フロントガラスの製造後に、ガラス板にクラックが生じる恐れがある。また、無鉛半田は弾性率の低い鉛を含まないため、有鉛半田に比べ弾性率が高く、変形しにくい。よって、導電体付きガラス板に発生した残留応力が緩和しにくい。これら理由から、導電体と端子とを無鉛半田によって接合する場合、接合後のガラス板への残留応力の発生、およびそれによる製造後のクラック発生の問題が起こり得る。
本明細書において、導電体と端子とを有するガラス板を「端子付きガラス板」と言う。
【0010】
端子付け後のガラス板の破壊強度が低い場合、ガラス板に外力が加わった際に、ガラス割れが発生する恐れがある。特に、遮光層上に形成された給電部に対して、無鉛半田を用いて端子を接合する場合、端子付け後のガラス板の破壊強度が低下する傾向がある。
本明細書において、「端子付け前または端子付け後のガラス板の破壊強度」は、端子付け前または端子付け後のガラス板に荷重を加え、破壊した時点の荷重であり、後記[実施例]の項に記載の方法にて測定できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本電気硝子株式会社
封着材料
1か月前
AGC株式会社
化学強化ガラス
1か月前
日本電気硝子株式会社
無アルカリガラス板
1か月前
AGC株式会社
ガラス成形装置
1か月前
ダイキン工業株式会社
表面処理剤
1か月前
株式会社フジクラ
光ファイバの製造装置
2か月前
日本山村硝子株式会社
導体添加用ガラス
1か月前
AGC株式会社
ガラス積層体とその製造方法
2か月前
日本電気硝子株式会社
結晶性ガラス粉末及び焼結体
2か月前
AGC株式会社
車両用フロントガラスの製造方法
21日前
AGC株式会社
車両用フロントガラスの製造方法
21日前
HOYA株式会社
フツリン酸ガラス及び光学素子
1か月前
AGC株式会社
車両用窓ガラス
8日前
日本電気硝子株式会社
ガラス物品の製造方法
2か月前
信越化学工業株式会社
光ファイバ母材とその製造方法
1か月前
AGC株式会社
車両用フロントガラスとその製造方法
2か月前
住友電気工業株式会社
樹脂塗布装置
1か月前
日本山村硝子株式会社
ガラス、及びガラスの製造方法
2か月前
AGC株式会社
ディスプレイ用ガラス
26日前
株式会社オハラ
結晶化ガラス
1か月前
日本電気硝子株式会社
ガラス板の製造方法
1日前
株式会社ジーシー
ガラス組成物及び歯科用組成物
1か月前
信越化学工業株式会社
光ファイバ用ガラス母材の製造方法
7日前
ヘラクレスガラス技研株式会社
電波透過型遮熱複層ガラス
4日前
清水建設株式会社
ガラス支持構造
2か月前
株式会社フジクラ
ガラス母材の製造方法
2か月前
日本電気硝子株式会社
多孔質ガラス材の製造方法及び多孔質ガラス材
19日前
旭ファイバーグラス株式会社
グラスウール組成物
1か月前
セントラル硝子株式会社
合わせガラス
2か月前
住友電気工業株式会社
ガラス母材の延伸方法
2か月前
AGC株式会社
ガラス溶解装置、およびガラス製造方法
1か月前
日本電気硝子株式会社
ビスマス系ガラス粉末及びこれを用いた複合粉末
1か月前
AGC株式会社
車両用窓ガラス、及び車両用窓ガラスの製造方法
2か月前
日本電気硝子株式会社
抗ウイルス性ガラス及びこれを用いた樹脂成形品
1か月前
AGC株式会社
ガラス溶解方法およびガラス物品の製造方法
1か月前
AGC株式会社
化学強化ガラス及びその製造方法
1か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ