TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024057109
公報種別
公開特許公報(A)
公開日
2024-04-23
出願番号
2024037672,2020031074
出願日
2024-03-11,2020-02-26
発明の名称
ディスクバルブの製造方法
出願人
NTN株式会社
代理人
個人
,
個人
,
個人
主分類
F16K
3/06 20060101AFI20240416BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】冷媒バルブ装置、人体局部洗浄装置などにおいて流路や流量を切り換えるディスクバルブ装置の合成樹脂製のディスクバルブであっても研磨バリが発生しないディスクバルブの製造方法を提供する。
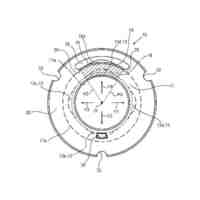
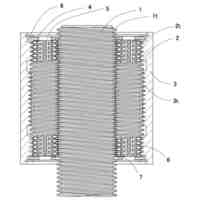
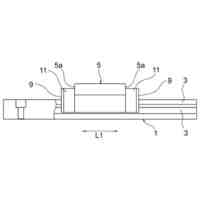
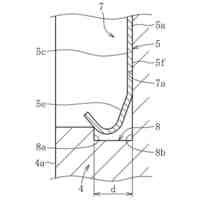
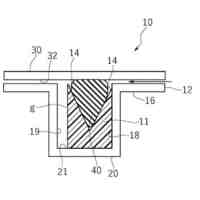
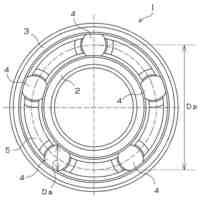
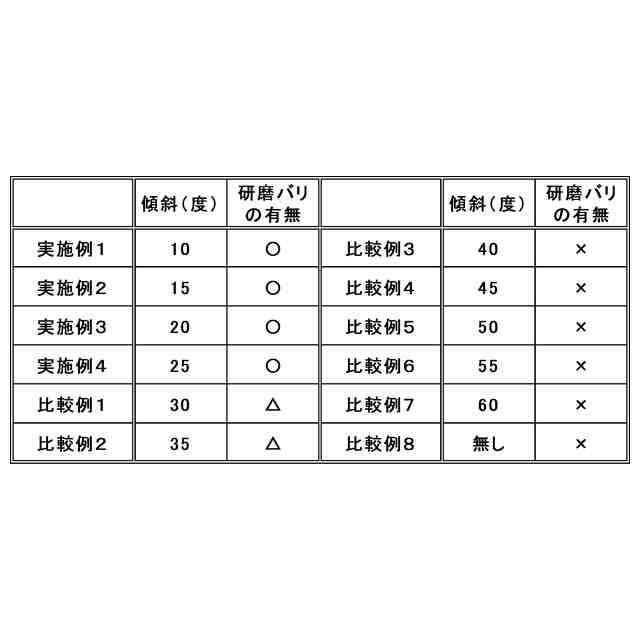
【解決手段】ディスクバルブ1は、流体の流路や流量を切り換えるディスクバルブ装置に使用され、相手側ディスクバルブと摺動する合成樹脂製のディスクバルブであって、ディスクバルブ1の摺動面は、流体が導入される溝部および穴部のうち少なくともいずれかの凹部4が形成された研磨面3であり、研磨面3における凹部4の開口部周囲に、研磨面3に対して10度~25度傾斜した傾斜部6を有し、このディスクバルブ1の製造方法は、樹脂組成物を用いて射出成形し、得られた射出成形体の平面を所定量研磨し、研磨後の射出成形体の表面に付着した砥粒を除去する、工程を有し、研磨後の射出成形体の凹部4の開口部周囲5には、研磨バリを有さない。
【選択図】図3
特許請求の範囲
【請求項1】
流体の流路や流量を切り換えるディスクバルブ装置に使用され、相手側ディスクバルブと摺動する合成樹脂製のディスクバルブの製造方法であって、
前記ディスクバルブの摺動面は、前記流体が導入される溝部および穴部のうち少なくともいずれかの凹部が形成された研磨面であり、
前記ディスクバルブは、前記研磨面における前記凹部の開口部周囲に、前記研磨面に対して10度~25度傾斜した傾斜部を有し、
前記ディスクバルブの製造方法は、樹脂組成物を用いて射出成形し、得られた射出成形体の平面を所定量研磨し、研磨後の前記射出成形体の表面に付着した砥粒を除去する、工程を有し、
研磨後の前記射出成形体の前記凹部の開口部周囲には、研磨バリを有さないことを特徴とするディスクバルブの製造方法。
続きを表示(約 410 文字)
【請求項2】
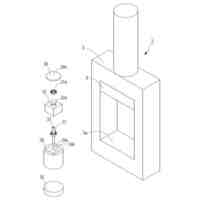
前記射出成形体の研磨は、両面研削盤により行われることを特徴とする請求項1記載のディスクバルブの製造方法。
【請求項3】
前記研磨面における前記傾斜部の幅は、5μm~500μmの範囲であることを特徴とする請求項1または請求項2記載のディスクバルブの製造方法。
【請求項4】
前記樹脂組成物はポリフェニレンサルファイド樹脂またはポリエーテルエーテルケトン樹脂をベース樹脂とすることを特徴とする請求項1から請求項3までのいずれか1項記載のディスクバルブの製造方法。
【請求項5】
前記樹脂組成物は、さらにポリテトラフルオロエチレン樹脂を含むことを特徴とする請求項4記載のディスクバルブの製造方法。
【請求項6】
前記樹脂組成物は、さらに球状充填剤を含み、かつ、繊維状充填剤を含まないことを特徴とする請求項5記載のディスクバルブの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、人体局部洗浄装置、冷媒バルブ装置などに用いられるディスクバルブの製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
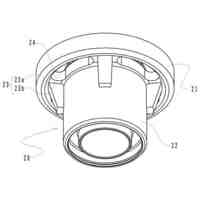
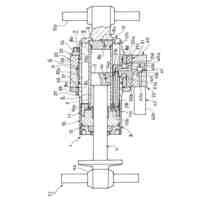
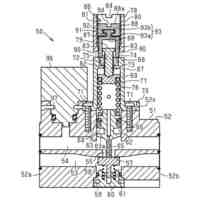
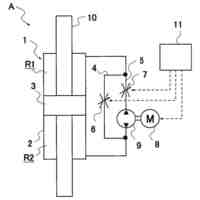
冷媒バルブ装置、人体局部洗浄装置などにおいて流路や流量を切り換えるディスクバルブ装置が使用されている(特許文献1、特許文献2)。このディスクバルブ装置は弁座に対し弁体が摺動自在に配置され、弁座および弁体には流路となる溝部や穴部が形成されている。
【0003】
弁座および弁体の摺動面は流体の漏れを防止するため、および摺動トルクを小さくするため精密な研磨が施されている。弁座および弁体は、複雑な形状を容易に形成するとともに摺動トルクを低くするため、摺動性合成樹脂の射出成形体が用いられている。
【0004】
しかし、合成樹脂製の弁座および弁体の摺動面を研磨加工すると、弁座および弁体に形成された溝部や穴部に対して、その開口面積を小さくするように研磨バリが発生する。発生した研磨バリは、流量を少なくすることや、使用中に剥がれて摺動面に噛みこんだりするおそれがある。このため、研磨バリを取り除く必要がある。
【0005】
特許文献1には、研磨バリによってオリフィスの開口が狭められたり、塞がれたりしてしまわないよう、オリフィスの開口部に窪み部分を設けることが開示されている。
【先行技術文献】
【特許文献】
【0006】
特許第5615993号公報
特開2011-42981号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、特許文献1のようにオリフィスの開口部に窪み部分を設けることは、流量の低下を防ぐという面では対応可能であるが、研磨バリの発生自体を無くすことはできないため、使用中に研磨バリが剥がれるというおそれは解消されない。研磨バリが弁座と弁体の摺動面に噛み込んだ場合、摺動面に傷がついて液漏れするおそれがある。また、人体局部洗浄装置においては、剥がれた研磨バリが洗浄ノズルの先端穴を詰まらせて機能低下となることや、人体への影響も懸念される。
【0008】
このように合成樹脂製のディスクバルブを研磨すると溝部や穴部の開口部に研磨バリが発生する。そこで、研磨バリによる不具合を回避するため、ショットブラスト、バレルタンブラー、手作業によるバリ取りなどが必要になるが、それがコストアップの原因になっていた。例えば、摺動面の外周部の研磨バリはバレルタンブラーで除去可能であるが、穴部の研磨バリはブラシ通しを行わないと除去できなかった。
【0009】
本発明では、冷媒バルブ装置、人体局部洗浄装置などにおいて流路や流量を切り換えるディスクバルブ装置の合成樹脂製のディスクバルブであっても研磨バリが発生しないディスクバルブの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明のディスクバルブの製造方法は、流体の流路や流量を切り換えるディスクバルブ装置に使用され、相手側ディスクバルブと摺動する合成樹脂製のディスクバルブの製造方法であって、上記ディスクバルブの摺動面は、上記流体が導入される溝部および穴部のうち少なくともいずれかの凹部が形成された研磨面であり、上記ディスクバルブは、上記研磨面における上記凹部の開口部周囲に、上記研磨面に対して10度~25度傾斜した傾斜部を有し、上記ディスクバルブの製造方法は、樹脂組成物を用いて射出成形し、得られた射出成形体の平面を所定量研磨し、研磨後の上記射出成形体の表面に付着した砥粒を除去する、工程を有し、研磨後の上記射出成形体の上記凹部の開口部周囲には、研磨バリを有さないことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ジャイロの軸受装置
1か月前
個人
アンカーボルト
25日前
カヤバ株式会社
バルブ
1か月前
カヤバ株式会社
ダンパ
1か月前
株式会社テイエルブイ
自動弁
1か月前
株式会社フジキン
バルブ装置
25日前
株式会社ナジコ
自在継手
1か月前
個人
圧入成形物の製造法
1か月前
日本精工株式会社
ボールねじ装置
10日前
株式会社エステック
減速機
1か月前
井関農機株式会社
作業車両
1か月前
個人
束ねばね
25日前
ヒロホー株式会社
締結構造
3日前
日東工器株式会社
防振構造
25日前
カヤバ株式会社
シリンダ装置
5日前
カヤバ株式会社
シリンダ装置
20日前
個人
軸力表示機能付きボルト
1か月前
個人
遊星式回転-直動運動変換装置
4日前
CKD株式会社
減圧弁
26日前
カヤバ株式会社
シリンダ装置
1か月前
カヤバ株式会社
シリンダ装置
1か月前
日本精工株式会社
直動案内装置
1か月前
星和電機株式会社
耐熱性断熱材
1か月前
星和電機株式会社
難燃性断熱材
1か月前
NOK株式会社
密封装置
4日前
ダイハツ工業株式会社
シール構造
1か月前
NTN株式会社
ボールねじ
1か月前
株式会社SUBARU
シール構造
1か月前
株式会社不二越
導電性軸受
1か月前
日立Astemo株式会社
緩衝器
12日前
コクヨ株式会社
天板付家具の構造
11日前
THK株式会社
ボールねじ
1か月前
トヨタ自動車株式会社
車両
1か月前
株式会社島津製作所
歯車装置
1か月前
THK株式会社
運動案内装置
1か月前
NTN株式会社
玉軸受
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ