TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024053385
公報種別
公開特許公報(A)
公開日
2024-04-15
出願番号
2022159621
出願日
2022-10-03
発明の名称
射出成形機
出願人
株式会社日本製鋼所
代理人
弁理士法人深見特許事務所
主分類
B29C
45/03 20060101AFI20240408BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】モータに外力が発生することによってモータの回転角度が意図せずに変化してしまうことを抑制しつつ、消費電力の上昇を抑制することである。
【解決手段】
射出成形機は、サーボモータ80Aとサーボアンプ50Aと制御装置40とを備える。サーボアンプ50Aは、第1スイッチング素子U1、第2スイッチング素子V1を含む。成形サイクルは、サーボモータ80Aを回転させる第1期間と回転させない第2期間を含む。サーボモータ80Aは、モータ回転制御とサーボオフ制御とゼロ速度制御とを実行可能に構成されている。制御装置40は、第1期間においてモータ回転制御を実行し、第2期間においてサーボオフ制御またはゼロ速度制御を実行する。
【選択図】図5
特許請求の範囲
【請求項1】
第1サーボモータと、
前記第1サーボモータに電力を供給する第1サーボアンプと、
前記第1サーボアンプを制御して成形サイクルを実行する制御装置とを備え、
前記第1サーボアンプは、第1スイッチング素子と第2スイッチング素子とを含み、
前記成形サイクルは、前記第1サーボモータを回転させる第1期間と、前記第1サーボモータを回転させない第2期間とを含み、
前記第1サーボモータは、第1制御によって制御されることにより回転し、第2制御または第3制御によって制御されることにより停止可能に構成され、
前記第1制御は、前記第1スイッチング素子と前記第2スイッチング素子とを異なる位相でオン状態に制御して、前記第1サーボモータを回転させる制御であり、
前記第2制御は、前記第1スイッチング素子と前記第2スイッチング素子とを同じ位相でオン状態に制御し、前記第1サーボモータの回転を停止させる制御であり、
前記第3制御は、前記第1スイッチング素子と前記第2スイッチング素子とをオフ状態に制御し、前記第1サーボモータの回転を停止させる制御であり、
前記制御装置は、
前記第1期間において前記第1制御を実行し、
前記第2期間において前記第2制御または前記第3制御を実行する、射出成形機。
続きを表示(約 1,300 文字)
【請求項2】
前記第1サーボモータは、金型を開閉させる型開閉モータであり、
前記制御装置は、金型へ射出材料を射出する射出工程および射出された射出材料を金型内に保持するために圧力を保持する保圧工程中に前記第3制御を実行する、請求項1に記載の射出成形機。
【請求項3】
前記第1サーボモータは、射出材料を金型に射出する射出モータであり、
前記制御装置は、射出された射出材料を金型内に保持するために圧力を保持する保圧工程中に前記第3制御を実行する、請求項1に記載の射出成形機。
【請求項4】
前記第1サーボモータと異なる第2サーボモータと、
前記第2サーボモータに電力を供給する第2サーボアンプとをさらに備える、請求項1に記載の射出成形機。
【請求項5】
前記第1サーボモータは、金型を開閉させる型開閉モータであり、
前記第2サーボモータは、成形品を金型から取り外す突出モータであり、
前記制御装置は、前記第2サーボモータが駆動される期間において、前記第1サーボモータに対して前記第3制御を実行する、請求項4に記載の射出成形機。
【請求項6】
前記第1サーボモータに発生するトルクを検出する第1センサをさらに備える、請求項1に記載の射出成形機。
【請求項7】
前記制御装置は、
前記第1サーボモータを回転させる第3期間と、前記第1サーボモータを回転させない第4期間とを含むテストサイクルを前記成形サイクルの実行前に実行し、
前記第4期間において前記第3制御を実行し、
前記第4期間における前記第1センサの検出値に基づいて、前記第2期間において前記第2制御を実行する期間と、前記第2期間において前記第3制御を実行する期間とを定める、請求項6に記載の射出成形機。
【請求項8】
前記制御装置は、
前記第3制御を実行している期間において、前記第1センサが所定の期間に亘ってトルクを検出しない場合、前記第3制御から前記第2制御に切り換える、請求項6に記載の射出成形機。
【請求項9】
前記第1サーボモータの回転速度を検出する速度センサをさらに備え、
前記制御装置は、
前記第2制御を実行している期間において、前記速度センサが回転速度を検出した場合、前記第2制御から前記第3制御に切り換える、請求項1、請求項6~請求項8のいずれか1項に記載の射出成形機。
【請求項10】
前記第1サーボモータの回転角度を検出する角度センサと、
前記角度センサの検出結果を記憶する記憶装置とをさらに備え、
前記制御装置は、
前記第2制御が実行されたときの前記角度センサの検出値を前記記憶装置に記憶させ、
前記速度センサが回転速度を検出した場合、前記記憶装置に記憶されている前記角度センサの検出値によって示される回転角度に前記第1サーボモータを回転させる、請求項9に記載の射出成形機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、射出成形機に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
工場において、プラスチックの樹脂等を基材とする成形品を成形するため射出成形機が用いられている。特許文献1(特開2020-069756号公報)には、サーボモータを有する電動射出成形機が記載されている。このような射出成形機は、射出工程、保圧工程などの複数の工程を含む射出成形処理の成形サイクルを繰り返して実行して、成形品を大量生産する。
【0003】
特許文献1の射出成形機は成形サイクルを実行するためのモータが備えられている。特許文献1には、当該モータに電力を供給する電力供給システムの回路図が開示されている。特許文献1の電力供給システムは、3相交流電圧線が接続されるPWMコンバータ、当該PWMコンバータの出力側に接続されている成形機内部の直流電圧線、および当該直流電圧線に接続されているインバータを備えている。インバータは、3相交流電圧を生成してモータを駆動する。
【先行技術文献】
【特許文献】
【0004】
特開2020-069756号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
成形サイクルは、モータを回転させる期間とモータの回転を停止させる期間を含む。モータの回転を停止させる期間において、インバータのスイッチング素子の少なくとも1つをオン状態としてモータの回転角度を所定の角度で停止させる制御が行われ得る。インバータのスイッチング素子の少なくとも1つをオン状態とすることによりモータを停止させる場合、外力の発生によるモータの回転角度が意図せずに変化することを抑制できる一方でスイッチング素子のスイッチングにより消費電力が発生してしまう。
【0006】
本開示は、このような課題を解決するためになされたものであって、その目的は、モータに外力が発生することによってモータの回転角度が意図せずに変化してしまうことを抑制しつつ、消費電力の上昇を抑制することである。
【課題を解決するための手段】
【0007】
一実施形態に係る射出成形機は、第1サーボモータと、第1サーボモータに電力を供給する第1サーボアンプと、第1サーボアンプを制御して成形サイクルを実行する制御装置とを備える。第1サーボアンプは、第1スイッチング素子と第2スイッチング素子とを含む。成形サイクルは、第1サーボモータを回転させる第1期間と、第1サーボモータを回転させない第2期間とを含む。第1サーボモータは、第1制御によって制御されることにより回転し、第2制御または第3制御によって制御されることにより停止可能に構成されている。第1制御は、第1スイッチング素子と第2スイッチング素子とを異なる位相でオン状態に制御して、第1サーボモータを回転させる制御である。第2制御は、第1スイッチング素子と第2スイッチング素子とを同じ位相でオン状態に制御し、第1サーボモータの回転を停止させる制御である。第3制御は、第1スイッチング素子と第2スイッチング素子とをオフ状態に制御し、第1サーボモータの回転を停止させる制御である。制御装置は、第1期間において第1制御を実行し、第2期間において第2制御または第3制御を実行する。
【発明の効果】
【0008】
本開示に係る射出成形機によれば、射出成形機において、モータに外力が発生することによってモータの回転角度が意図せずに変化してしまうことを抑制しつつ、消費電力の上昇を抑制することである。
【図面の簡単な説明】
【0009】
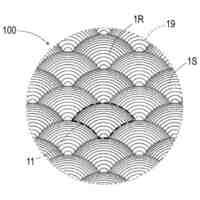
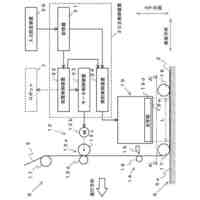
実施の形態1における射出成形機の外観図である。
実施の形態1における射出成形機の概略ブロック図である。
実施の形態1のサーボアンプの電気回路構成の詳細を示す図である。
スイッチング素子の動作を説明するための図である。
実施の形態1における成形サイクルを説明するための図である。
実施の形態2における射出成形機の概略ブロック図である。
ゼロ速度期間とサーボオフ期間とを決定するための処理手順を示すフローチャートである。
実施の形態2におけるテストサイクルを説明するための図である。
実施の形態3における射出成形機の概略ブロック図である。
実施の形態3におけるゼロ速度制御とサーボオフ制御とを切り換える処理手順を示すフローチャートである。
変形例1におけるゼロ速度制御とサーボオフ制御とを切り換える処理手順を示すフローチャートである。
変形例2における射出成形処理の処理手順を示すフローである。
【発明を実施するための形態】
【0010】
以下、本開示の実施の形態について、図面を参照しながら詳細に説明する。なお、図中同一または相当部分には同一符号を付してその説明は繰り返さない。
[実施の形態1]
<射出成形機の構成>
以下では、図1を用いて実施の形態1における射出成形機100について説明する。図1は、実施の形態1における射出成形機100の外観図である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社日本製鋼所
制御装置及び押出機
7日前
株式会社日本製鋼所
竪型型締装置、および竪型射出成形機
7日前
株式会社日本製鋼所
竪型型締装置、および竪型射出成形機
8日前
株式会社日本製鋼所
監視装置、押出機、情報処理方法及びプログラム
7日前
株式会社日本製鋼所
制御装置、押出機、制御方法及び制御プログラム
7日前
株式会社日本製鋼所
ブレーキ装置の摩耗検知装置とこれを用いた射出成形機、及び摩耗検知方法
今日
株式会社日本製鋼所
制御装置、産業機械システム、コンピュータ、ファイル転送方法及び制御プログラム
11日前
個人
3次元造形装置
6か月前
津田工業株式会社
部材
9か月前
東レ株式会社
シート成形口金
4か月前
東レ株式会社
金型の製造方法
3か月前
津田工業株式会社
部材
9か月前
株式会社ソディック
射出成形機
11か月前
津田駒工業株式会社
連続成形機
2か月前
東レ株式会社
接合用繊維強化樹脂
7か月前
東レ株式会社
繊維強化樹脂成形体
7か月前
睦月電機株式会社
樹脂成形用金型
7か月前
東レ株式会社
積層基材の製造方法
5か月前
世紀株式会社
造形装置
4か月前
株式会社松田製作所
型締装置
11か月前
輝創株式会社
接合方法
4か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
六浦工業株式会社
接着装置
4か月前
東レエンジニアリング株式会社
処理装置
7か月前
AGC株式会社
車両窓用窓ガラス
7か月前
グンゼ株式会社
印刷層の除去方法
3か月前
株式会社不二越
射出成形機
7か月前
津田駒工業株式会社
自動繊維束配置装置
10か月前
株式会社ワメンテクノ
成形材料の製造法
11か月前
株式会社吉野工業所
計量キャップ
5か月前
東レ株式会社
リーフディスク型フィルター
5か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
パナック株式会社
複合体の製造方法
8か月前
トヨタ自動車株式会社
真空成形装置
14日前
大塚テクノ株式会社
樹脂製の構造体
2か月前
個人
超高速射出点描画による熱溶解積層法
4か月前
続きを見る
他の特許を見る











 特許ウォッチ
特許ウォッチ