TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024063334
公報種別
公開特許公報(A)
公開日
2024-05-13
出願番号
2022171180
出願日
2022-10-26
発明の名称
竪型型締装置、および竪型射出成形機
出願人
株式会社日本製鋼所
代理人
個人
,
個人
主分類
B29C
45/64 20060101AFI20240502BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ターンテーブルの駆動機構の保守が容易な竪型型締装置、および竪型射出成形機を提供する。
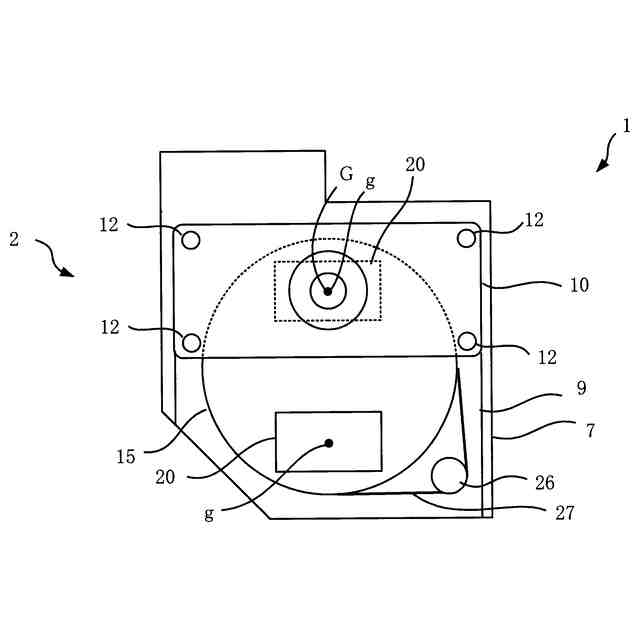
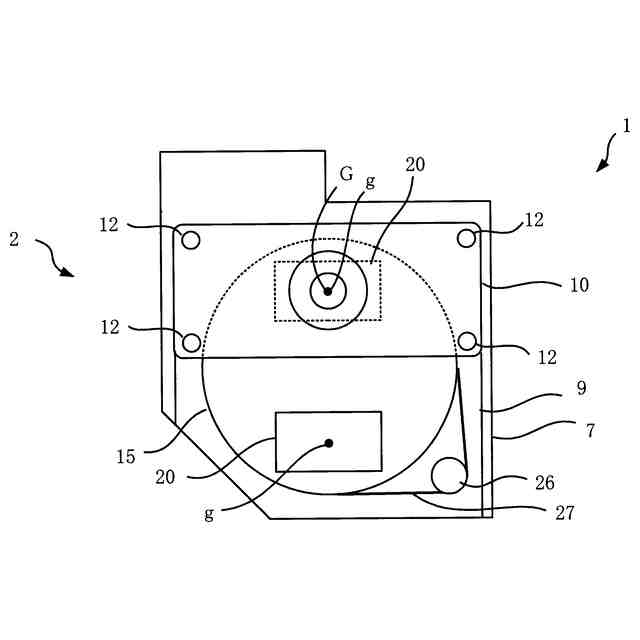
【解決手段】竪型型締装置(2)は、固定盤(9)と、その上方と下方とに設けられている上可動盤(10)と下可動盤(11)と、上可動盤(10)と下可動盤(11)とを連結している複数本のタイバー(12)と、型締機構と、固定盤(9)の上に設けられているターンテーブル(15)と、を備えている。本開示は、複数本のタイバー(12)についてターンテーブル(15)を避けて外側に配置させるように構成する。
【選択図】図2
特許請求の範囲
【請求項1】
固定盤と、
前記固定盤の上方に設けられている上可動盤と、
前記固定盤の下方に設けられている下可動盤と、
前記上可動盤と前記下可動盤とを連結している複数本のタイバーと、
前記固定盤と前記下可動盤の間に設けられている型締機構と、
前記固定盤の上に回転自在に設けられているターンテーブルと、を備え、
複数本の前記タイバーは前記ターンテーブルを避けて外側に配置されている、竪型型締装置。
続きを表示(約 1,100 文字)
【請求項2】
上面から見たとき複数本の前記タイバーを各頂点とする図形は線対称になっている、請求項1に記載の竪型型締装置。
【請求項3】
前記ターンテーブルは、前記ターンテーブルに設けられる金型の上面図形の重心を前記図形の重心と鉛直方向において一致させることができるように配置されている、請求項2に記載の竪型型締装置。
【請求項4】
前記タイバーは4本からなると共に前記図形は長方形になっている、請求項2または3に記載の竪型型締装置。
【請求項5】
前記タイバーは、スプライン軸と、ボールが収納され前記スプライン軸をスライドするボール保持器とからなるボールスプラインからなり、前記ボール保持器が前記固定盤に対して設けられていると共に前記スプライン軸が前記上可動盤と前記下可動盤とを連結している、請求項1~3のいずれかの項に記載の竪型型締装置。
【請求項6】
前記タイバーは、スプライン軸と、ボールが収納され前記スプライン軸をスライドするボール保持器とからなるボールスプラインからなり、前記ボール保持器が前記固定盤に対して設けられていると共に前記スプライン軸が前記上可動盤と前記下可動盤とを連結している、請求項4に記載の竪型型締装置。
【請求項7】
竪型型締装置と、
前記竪型型締装置の上に設けられている射出装置と、から構成され、
前記竪型型締装置は、固定盤と、
前記固定盤の上方に設けられている上可動盤と、
前記固定盤の下方に設けられている下可動盤と、
前記上可動盤と前記下可動盤とを連結している複数本のタイバーと、
前記固定盤と前記下可動盤の間に設けられている型締機構と、
前記固定盤の上に回転自在に設けられているターンテーブルと、を備え、
複数本の前記タイバーは前記ターンテーブルを避けて外側に配置されている、竪型射出成形機。
【請求項8】
上面から見たとき複数本の前記タイバーを各頂点とする図形は線対称になっている、請求項7に記載の竪型射出成形機。
【請求項9】
前記ターンテーブルは、前記ターンテーブルに設けられる金型の上面図形の重心を前記図形の重心と鉛直方向において一致させることができるように配置されている、請求項8に記載の竪型射出成形機。
【請求項10】
前記タイバーは4本からなると共に前記図形は長方形になっている、請求項8または9に記載の竪型射出成形機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、上下に型開閉される竪型型締装置、および竪型射出成形機に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
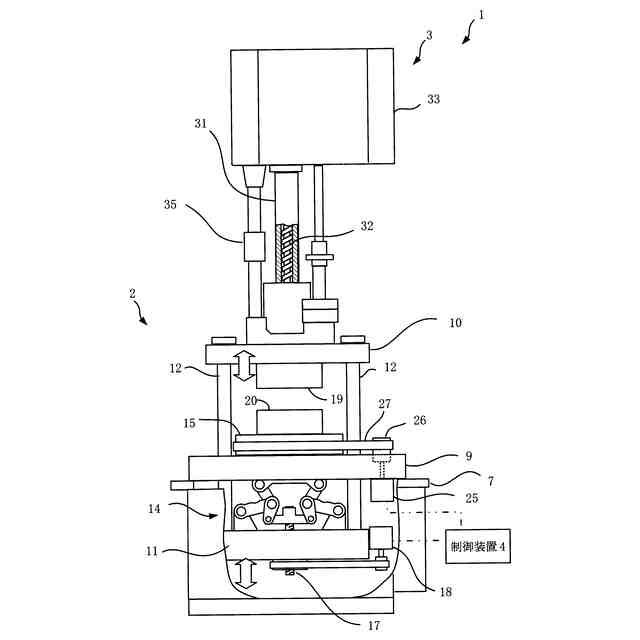
竪型射出成形機は、上下方向に型開閉される竪型型締装置と射出装置とを備えている。竪型型締装置は、フレームに固定されている固定盤と、この固定盤の上方に設けられている上可動盤と、下方に設けられている下可動盤とを備えている。上可動盤と下可動盤は複数本のタイバーで連結され、下可動盤と固定盤の間に型締機構が、例えばトグル機構が設けられている。
【0003】
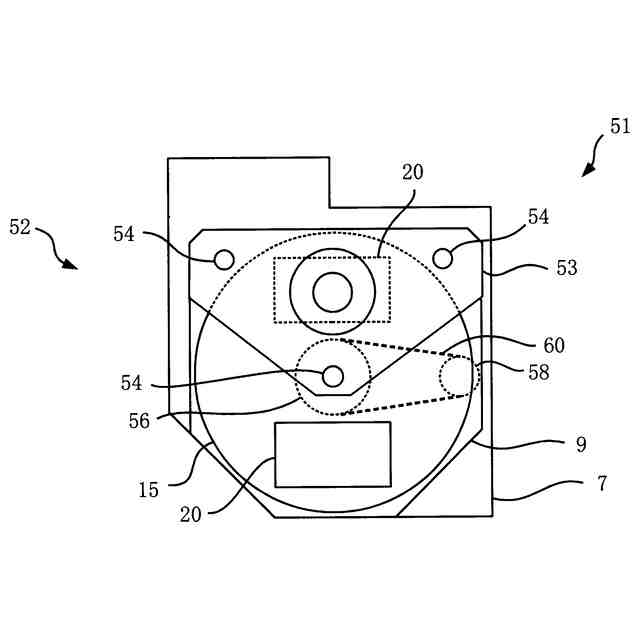
特許文献1に記載されているように、ターンテーブルを備えた竪型射出成形機の場合、ターンテーブルは固定盤の上に設けられている。タイバーは一般的に3本設けられており、1本がターンテーブルを貫通し、他の2本はターンテーブルの外側に配置されており、上面から見たとき3本のタイバーから二等辺三角形が形成されている。ターンテーブルは二等辺三角形の頂角に位置している1本のタイバーを中心に回転するようになっている。上可動盤には1個の上側金型が設けられ、ターンテーブルには複数個、例えば2個の下側金型が設けられている。ターンテーブルの回転位置に応じて上側金型と型締めされる下側金型が切り換えられる。
【先行技術文献】
【特許文献】
【0004】
特開2017-205877号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ターンテーブルを備えた竪型射出成形機は、複数の下側金型を切り換えて射出成形することができ、生産性に優れている。しかしながら解決すべき課題も見受けられる。具体的にはターンテーブルの駆動機構について保守が困難であるという課題がある。ターンテーブルの駆動機構は、モータと、モータによって回転される駆動プーリと、ターンテーブルと駆動プーリとに掛け回されているタイミングベルトと、を備えている。あるいはターンテーブルにはターンテーブルと一体的に回転する大プーリが設けられ、タイミングベルトはこの大プーリと駆動プーリとに掛け回されている。前記したようにターンテーブルには1本のタイバーが貫通している。そうすると、必然的にこの1本のタイバーを抜き取らなければ、タイミングベルトを交換することができない。つまり保守が困難になっている。
【0006】
本開示において、ターンテーブルの駆動機構の保守が容易な竪型型締装置、および竪型射出成形機を提供する。
【0007】
その他の課題と新規な特徴は、本明細書の記述及び添付図面から明らかになるであろう。
【課題を解決するための手段】
【0008】
竪型型締装置は、固定盤と、その上方と下方とに設けられている上可動盤と下可動盤と、上可動盤と下可動盤とを連結している複数本のタイバーと、固定盤と下可動盤の間に設けられている型締機構と、固定盤の上に設けられているターンテーブルと、を備えている。本開示は、複数本のタイバーについてターンテーブルを避けて外側に配置させるように構成する。
【発明の効果】
【0009】
本開示は、ターンテーブルの駆動機構の保守を容易に実施することができる。
【図面の簡単な説明】
【0010】
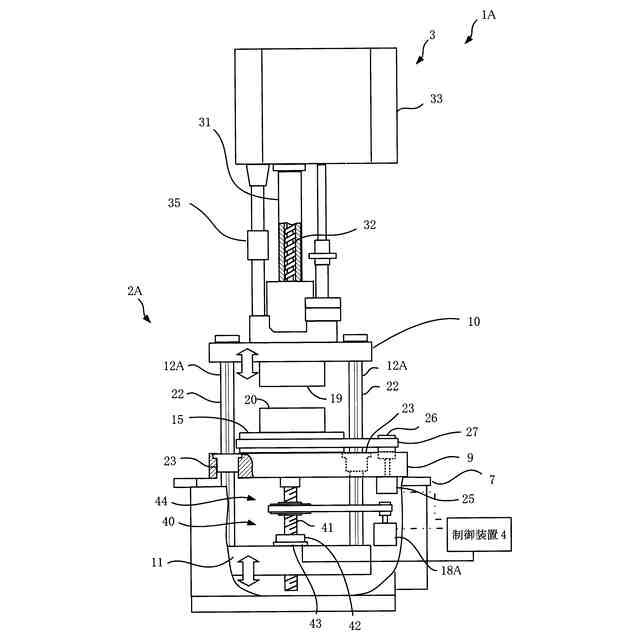
第1の実施形態に係る竪型射出成形機の正面図である。
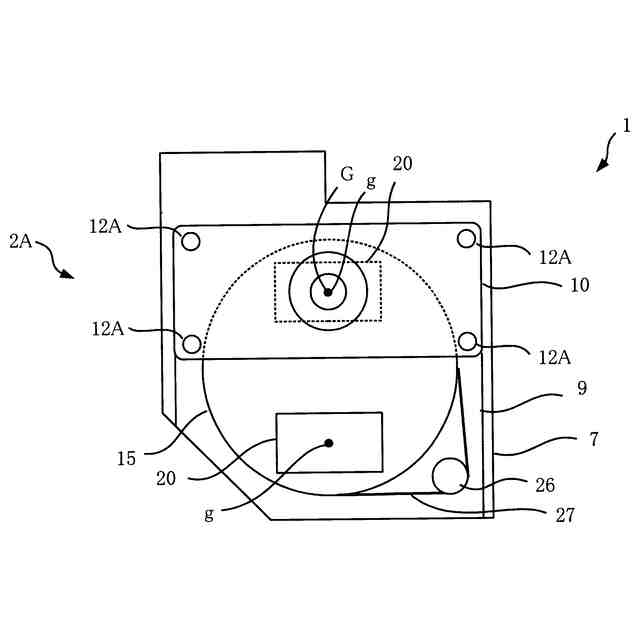
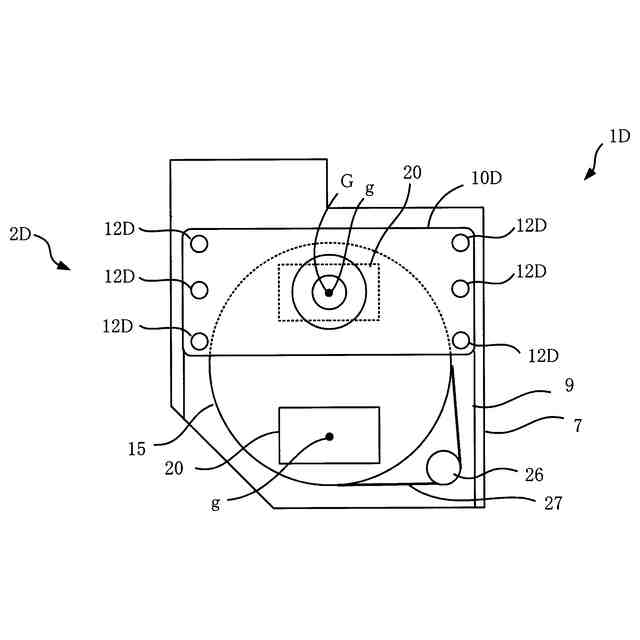
第1の実施形態に係る竪型型締装置の上面図である。
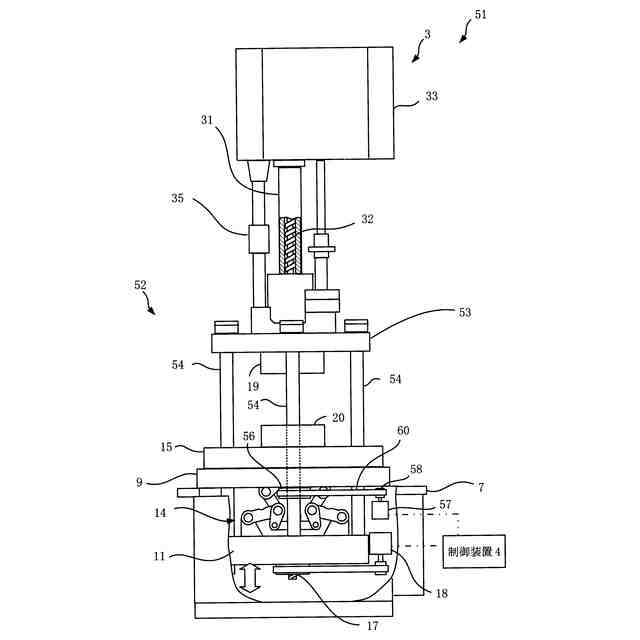
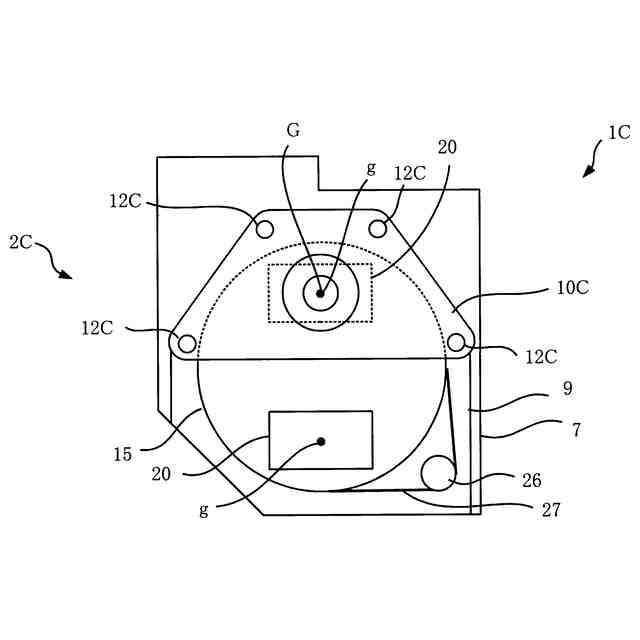
比較例に係る竪型型締装置の上面図である。
比較例に係る竪型型締装置の正面図である。
第2の実施形態に係る竪型射出成形機の正面図である。
第2の実施形態に係る竪型射出成形機の上面図である。
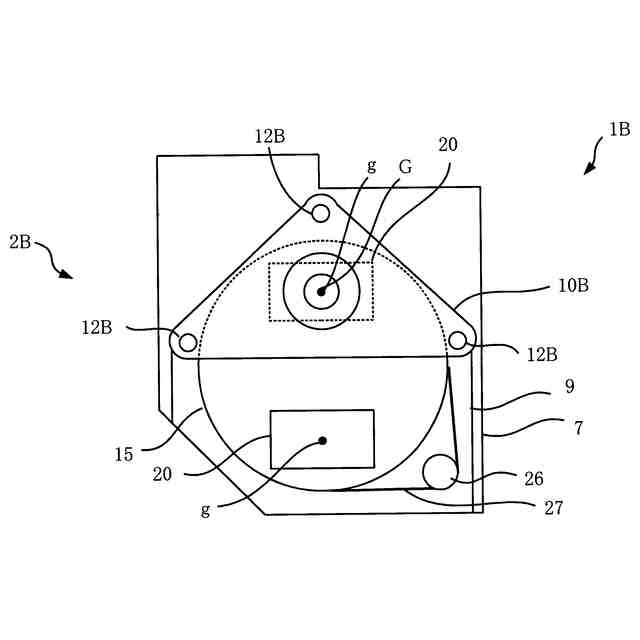
第3の実施形態に係る竪型型締装置の上面図である。
第4の実施形態に係る竪型型締装置の上面図である。
第5の実施形態に係る竪型型締装置の上面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社日本製鋼所
制御装置及び押出機
10日前
株式会社日本製鋼所
竪型型締装置、および竪型射出成形機
10日前
株式会社日本製鋼所
竪型型締装置、および竪型射出成形機
11日前
株式会社日本製鋼所
発熱体の収容構造及び射出成形機の制御盤
17日前
株式会社日本製鋼所
監視装置、押出機、情報処理方法及びプログラム
10日前
株式会社日本製鋼所
制御装置、押出機、制御方法及び制御プログラム
10日前
株式会社日本製鋼所
射出成形システム及び射出成形機の遠隔制御方法
22日前
株式会社日本製鋼所
ブレーキ装置の摩耗検知装置とこれを用いた射出成形機、及び摩耗検知方法
3日前
株式会社日本製鋼所
制御装置、産業機械システム、コンピュータ、ファイル転送方法及び制御プログラム
14日前
個人
3次元造形装置
7か月前
東レ株式会社
金型の製造方法
4か月前
東レ株式会社
シート成形口金
4か月前
津田駒工業株式会社
連続成形機
2か月前
睦月電機株式会社
樹脂成形用金型
7か月前
東レ株式会社
積層基材の製造方法
5か月前
東レ株式会社
接合用繊維強化樹脂
7か月前
東レ株式会社
繊維強化樹脂成形体
7か月前
輝創株式会社
接合方法
4か月前
世紀株式会社
造形装置
4か月前
東レ株式会社
延伸フィルムの製造方法
4か月前
六浦工業株式会社
接着装置
4か月前
株式会社吉野工業所
計量キャップ
5か月前
グンゼ株式会社
印刷層の除去方法
4か月前
AGC株式会社
車両窓用窓ガラス
7か月前
東レエンジニアリング株式会社
処理装置
7か月前
株式会社不二越
射出成形機
7か月前
ダイハツ工業株式会社
3Dプリンタ
6か月前
トヨタ自動車株式会社
真空成形装置
17日前
株式会社城北精工所
押出成形用ダイ
2か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
トヨタ自動車株式会社
真空成形方法
今日
大塚テクノ株式会社
樹脂製の構造体
2か月前
東レ株式会社
リーフディスク型フィルター
5か月前
パナック株式会社
複合体の製造方法
9か月前
個人
超高速射出点描画による熱溶解積層法
4か月前
株式会社イクスフロー
成形装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ

































