TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024049471
公報種別
公開特許公報(A)
公開日
2024-04-10
出願番号
2022155711
出願日
2022-09-29
発明の名称
捨て打ち自動判定システムおよび捨て打ち自動判定方法
出願人
UBEマシナリー株式会社
代理人
主分類
B22D
17/32 20060101AFI20240403BHJP(鋳造;粉末冶金)
要約
【課題】鋳造品の鋳造品質に影響を及ぼすとされる多くの要因に対して、まとめて確認することができる捨て打ち波形データを用いて、捨て打ち鋳造から生産鋳造への切替え判定を高精度に効率よく自動で行うことが可能である、捨て打ち自動判定システムおよび捨て打ち自動判定方法を提供することを目的とする。
【解決手段】予め設定した捨て打ち条件に基づいて金型キャビティ内に向けて溶湯の射出充填を繰り返す捨て打ち鋳造から、予め設定した生産条件に基づいて金型キャビティ内に溶湯を射出充填して生産鋳造品を鋳造する生産鋳造への切替え判定を行うに際して、捨て打ち鋳造の捨て打ち波形データを用いて切替え判定を自動で行う自動判定部および自動判定工程を備えることを特徴とする。
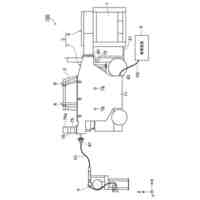
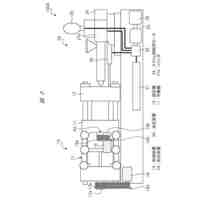
【選択図】図1
特許請求の範囲
【請求項1】
予め設定した捨て打ち条件に基づいて金型キャビティ内に向けて溶湯の射出充填を繰り返す捨て打ち鋳造から、予め設定した生産条件に基づいて前記金型キャビティ内に溶湯を射出充填して生産鋳造品を鋳造する生産鋳造への切替え判定を行う、捨て打ち自動判定システムにおいて、
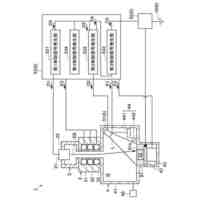
前記捨て打ち鋳造の捨て打ち波形データを用いて前記切替え判定を自動で行う自動判定部を備えることを特徴とする捨て打ち自動判定システム。
続きを表示(約 1,300 文字)
【請求項2】
前記自動判定部は、AI作成モードとAI判定モードを備える請求項1に記載の捨て打ち自動判定システム。
【請求項3】
前記AI作成モードは、前記捨て打ち波形データの受信と前記切替え判定の結果を送信するデータ送受信部と、前記捨て打ち波形データの中から前記切替え判定に用いる波形データの選定と判定条件を設定するデータ設定部と、前記波形データの学習区間の設定と特徴の定義付けを行ったAI学習モデルを作成し保存する学習部と、を備える請求項1または2に記載の捨て打ち自動判定システム。
【請求項4】
前記AI判定モードは、前記AI学習モデルと前記捨て打ち波形データを比較して前記切替え判定を行う判定部と、前記切替え判定の進行状況と判定結果を表示する表示部と、を備える請求項1または2に記載の捨て打ち自動判定システム。
【請求項5】
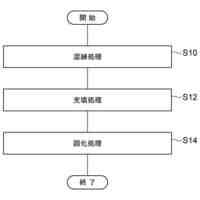
請求項1に記載の捨て打ち自動判定システムを用いた捨て打ち自動判定方法において、
予め設定した捨て打ち条件に基づいて金型キャビティ内に向けて溶湯の射出充填を繰り返す捨て打ち鋳造工程から、予め設定した生産条件に基づいて前記金型キャビティ内に溶湯を射出充填して生産鋳造品を鋳造する生産鋳造工程への切替え判定を行う、捨て打ち自動判定方法において、
前記捨て打ち鋳造工程の捨て打ち波形データを用いて前記切替え判定を自動で行う自動判定工程を備えることを特徴とする捨て打ち自動判定方法。
【請求項6】
前記自動判定工程は、AI作成工程とAI判定工程を備える、請求項5に記載の捨て打ち自動判定方法。
【請求項7】
前記AI作成工程は、前記捨て打ち波形データの受信と前記切替え判定の結果を送信する波形データ収集工程と、前記捨て打ち波形データの中から前記切替え判定に用いる波形データの選定と判定条件を設定するデータ設定工程と、前記波形データの学習区間の設定と特徴の定義付けを行ったAI学習モデルを作成する学習モデル作成工程と、を備える請求項5または6に記載の捨て打ち自動判定方法。
【請求項8】
前記AI判定工程は、前記AI学習モデルを教師データとして設定する教師データ設定工程と、教師あり学習プログラムを用いて前記切替え判定を行う切替え判定工程と、前記切替え判定の進行状況と判定結果を表示する表示工程と、を備える請求項5または6に記載の捨て打ち自動判定方法。
【請求項9】
前記切替え判定工程は、回帰手法の教師あり学習プログラムを用いて、前記教師データと前記捨て打ち波形データの相違量を判定スコア値としてカウントし、前記判定スコア値を回帰分析した回帰分析値と予め設定した閾値を比較して前記切替え判定を行う、請求項8に記載の捨て打ち自動判定方法。
【請求項10】
前記切替え判定工程は、分類手法の教師あり学習プログラムを用いて、前記教師データと前記捨て打ち波形データを比較して前記切替え判定を行う、請求項8に記載の捨て打ち自動判定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、予め設定した捨て打ち条件に基づいて金型キャビティ内に向けて溶湯の射出充填を繰り返す捨て打ち鋳造から、予め設定した生産条件に基づいて金型キャビティ内に溶湯を射出充填して生産鋳造品を製造する生産鋳造への切替え判定を行う、捨て打ち自動判定システムおよび捨て打ち自動判定方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
鋳造金型を型締して形成される金型キャビティに向けて、射出部に供給されたアルミニウム合金等の溶湯を射出充填する鋳造成形において、鋳造品の品質安定化や鋳造条件の調整等を目的として、生産鋳造品を製造する生産鋳造の前に、捨て打ち鋳造が行われることが一般的である。この捨て打ち鋳造は、高温の溶湯の熱量を利用して、鋳造金型や射出部を鋳造成形に好適な温度に予熱するための工程である。また、例えば油圧駆動の射出部の場合では、作動油の温度を好適な状態に予熱させるための工程である。また、鋳造条件の調整を行うために、例えば、金型キャビティ内の溶湯の流動状態を確認する工程であり、好適な温度に予熱された金型キャビティ内で溶湯が冷却凝固するのに好適な溶湯への圧力を確認する工程である。
【0003】
この捨て打ち鋳造の後に生産鋳造が開始される。そのために、捨て打ち鋳造において、鋳造金型や射出部および作動油等を好適な温度に正確に予熱すること、鋳造条件の調整を好適に行うこと、等が強く望まれる。また、鋳造成形の生産効率の観点において、可能な範囲で捨て打ち工程を少なくすることが好ましい。これに対して、過去の鋳造成形の実績から捨て打ち鋳造の回数が設定され、この設定回数に基づいて捨て打ち鋳造から生産鋳造への切替え判定としていた。または、鋳造成形を行う技術者の目視等による切替え判定を行っていた。この従来の切替え判定では、捨て打ち鋳造の本来の目的を達成できているかの判断が曖昧であるために、余裕を持たせて多めの回数が設定されることが多く、生産効率を高めることができていない。そこで、捨て打ち鋳造から生産鋳造への切替え判定を正確に行うことができる提案が多くなされている。
【0004】
例えば、特許文献1に示すような、熱画像を撮影し金型の温度を算出する温度測定装置を用いて、捨て打ち鋳造から生産鋳造への切替え判定を金型温度で行う手段が提案されている。これによると、溶湯による鋳造金型の予熱と、冷却水による鋳造金型の冷却による金型キャビティの温度分布が正確に計測でき、生産鋳造の安定した連続成形が可能になるとされている。
【先行技術文献】
【特許文献】
【0005】
特開2021-41435号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ここで、特許文献1に示す手段は、鋳造金型の温度計測のみで捨て打ち鋳造から生産鋳造への切替え判定を行うとしている。また、広義に解釈すれば、温度測定装置を用いて射出部や作動油等の温度計測も可能であり、これらの温度計測を用いて切替え判定を行うことも考えられる。しかしながら、鋳造成形の鋳造品質に影響を及ぼす要因は、温度以外にも多くの要因が複雑に絡み合っている。
【0007】
例えば、射出スリーブとプランジャチップを備えた鋳造装置(ダイカストマシンという)においては、溶湯の熱量によって不規則な熱変形が生じ、大きく湾曲して(バナナ変形という)、射出スリーブとプランジャチップの摺動抵抗が増大し、金型キャビティへの溶湯の射出充填の挙動が乱れて鋳造品質が大きく変動することがある。または、射出スリーブとプランジャチップの摺動面に溶湯が差し込むカジリ現象によっても射出充填の挙動が乱れる。あるいは、射出スリーブへの溶湯の供給量の変動、溶湯に含まれる酸化物や不純物等の溶湯残渣物の影響、溶湯の組成変動、プランジャチップの駆動手段の経年変化、金型キャビティ内の鋳造品の一部が残存する型残り不良、金型キャビティへの離型剤の塗布状態、等の多くの要因が関係する。これらの要因は、温度計測だけでは検知できす、特許文献1に示す手段および広義の解釈も含めて、捨て打ち鋳造から生産鋳造への切替え判定を正確に行う手段としては好適とは言えない。
【0008】
そこで、本発明は、鋳造品の鋳造品質に影響を及ぼすとされる多くの要因に対して、まとめて確認することができる捨て打ち波形データを用いて、捨て打ち鋳造から生産鋳造への切替え判定を高精度に効率よく自動で行うことが可能な、捨て打ち自動判定システムおよび捨て打ち自動判定方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の捨て打ち自動判定システムは、
予め設定した捨て打ち条件に基づいて金型キャビティ内に向けて溶湯の射出充填を繰り返す捨て打ち鋳造から、予め設定した生産条件に基づいて前記金型キャビティ内に溶湯を射出充填して生産鋳造品を鋳造する生産鋳造への切替え判定を行う、捨て打ち自動判定システムにおいて、
前記捨て打ち鋳造の捨て打ち波形データを用いて前記切替え判定を自動で行う自動判定部を備えることを特徴とする。
【0010】
本発明の自動判定システムにおいて、
前記自動判定部は、AI作成モードとAI判定モードを備えることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
成形機
18日前
トヨタ自動車株式会社
保持炉
20日前
株式会社プロテリアル
WMo合金粉末
2か月前
トヨタ自動車株式会社
鋳造装置
13日前
トヨタ自動車株式会社
金型装置
11日前
リョービ株式会社
ダイカスト金型
1か月前
芝浦機械株式会社
射出装置及び成形機
6日前
大同特殊鋼株式会社
溶鋼被覆パウダー
2か月前
株式会社プロテリアル
インゴットの鋳造方法
1か月前
トヨタ自動車株式会社
離型剤の塗布方法
19日前
ユニチカ株式会社
軟磁性ナノワイヤーの分散液
1か月前
トヨタ自動車株式会社
金型の温度制御方法
19日前
トヨタ自動車株式会社
ダイカスト鋳造装置
13日前
トヨタ自動車株式会社
複合中子の製造方法
11日前
株式会社イーエム
固形潤滑剤供給装置
1か月前
旭有機材株式会社
低膨張鋳型用鋳物砂
1か月前
三菱重工業株式会社
金属粉末製造装置
1か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
6日前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
石福金属興業株式会社
PtAu合金粉末の製造方法
11日前
伊藤忠セラテック株式会社
鋳物砂用耐火骨材
1か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
12日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
12日前
黒崎播磨株式会社
浸漬ノズル
2か月前
新東工業株式会社
可搬型集塵装置
2か月前
新東工業株式会社
可搬型集塵装置
2か月前
国立大学法人北海道大学
金属ナノ粒子製造装置
2か月前
株式会社IHI
造形方法及びサポート部材
11日前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
27日前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
27日前
住友金属鉱山株式会社
離型剤スラリーの散布方法
1か月前
国立大学法人北海道大学
低融点金属粉末の製造方法
2か月前
株式会社日本製鋼所
射出成形機
1か月前
花王株式会社
鋳物製造用構造体
1か月前
新東工業株式会社
鋳型造型方法及び鋳型材料
20日前
株式会社IHI
積層造形装置及び積層造形方法
27日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ