TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024041662
公報種別
公開特許公報(A)
公開日
2024-03-27
出願番号
2022146592
出願日
2022-09-14
発明の名称
発泡粒子の製造方法
出願人
株式会社ジェイエスピー
代理人
個人
,
個人
主分類
C08J
9/18 20060101AFI20240319BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】
非回収材料であるポリプロピレン系樹脂Aと、ポストコンシューマ材料の回収物であるポリプロピレン系樹脂Bとを混合した混合物を基材樹脂として発泡粒子を製造する方法に関し、発泡倍率のばらつき及び独立気泡率の低下が抑制された発泡粒子を製造可能とし、かつ、当該発泡粒子を用いて成形された発泡粒子成形体の外観を良好とすることが可能な発泡粒子の製造方法を提供する。
【解決手段】
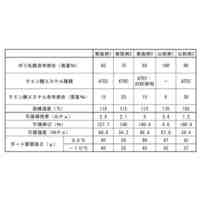
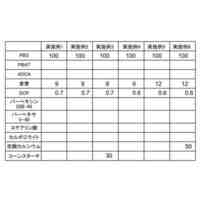
発泡粒子の製造方法は、融点が130℃以上155℃以下であるポリプロピレン系樹脂Aと、ポストコンシューマ材料の回収物であるポリプロピレン系樹脂Bとを混合した混合物を基材樹脂とし、上記混合物中のポリプロピレン系樹脂Aの配合割合が40重量%以上97重量%以下であり、かつポリプロピレン系樹脂Bの配合割合が3重量%以上60重量%以下であり(ただし、ポリプロピレン系樹脂Aとポリプロピレン系樹脂Bとの合計は100重量%である)、ポリプロピレン系樹脂Aと前記ポリプロピレン系樹脂Bとの融点差(ポリプロピレン系樹脂B-ポリプロピレン系樹脂A)が10℃以上30℃以下であり、ポリプロピレン系樹脂Bの灰分量がポリプロピレン系樹脂B100重量%に対して5重量%以下であり、ポリプロピレン系樹脂Bの熱流束示差走査熱量測定におけるDSC曲線において示される融解ピークにおいて、融解ピークの補外融解開始温度(Tms)と補外融解終了温度(Tme)との差(Tme-Tms)が30℃以上とする。
【選択図】なし
特許請求の範囲
【請求項1】
密閉容器内で水性媒体中に分散したポリプロピレン系樹脂粒子に発泡剤を含浸させ、発泡剤を含むポリプロピレン系樹脂粒子を前記水性媒体とともに密閉容器から密閉容器内よりも低い圧力下に放出し、発泡させ、10kg/m
3
以上200kg/m
3
以下の嵩密度を有するポリプロピレン系樹脂発泡粒子を製造する方法であって、
前記ポリプロピレン系樹脂粒子は、融点が130℃以上155℃以下であるポリプロピレン系樹脂Aと、ポリプロピレン系樹脂Bとを混合した混合物を基材樹脂とし、
前記混合物中の前記ポリプロピレン系樹脂Aの配合割合が40重量%以上97重量%以下であり、かつ前記ポリプロピレン系樹脂Bの配合割合が3重量%以上60重量%以下であり(ただし、ポリプロピレン系樹脂Aとポリプロピレン系樹脂Bとの合計は100重量%である)、
前記ポリプロピレン系樹脂Aと前記ポリプロピレン系樹脂Bとの融点差(ポリプロピレン系樹脂B-ポリプロピレン系樹脂A)が10℃以上30℃以下であり、
前記ポリプロピレン系樹脂Bがポストコンシューマ材料の回収物であり、
前記ポリプロピレン系樹脂Bの灰分量が前記ポリプロピレン系樹脂B100重量%に対して5重量%以下であり、
前記ポリプロピレン系樹脂Bの熱流束示差走査熱量測定におけるDSC曲線において示される融解ピークにおいて、前記融解ピークの補外融解開始温度(Tms)と補外融解終了温度(Tme)との差(Tme-Tms)が30℃以上であることを特徴とする発泡粒子の製造方法。
続きを表示(約 480 文字)
【請求項2】
前記混合物中の前記ポリプロピレン系樹脂Aの配合割合が50重量%を超え90重量%以下であり、かつ前記ポリプロピレン系樹脂Bの配合割合が10重量%以上50重量%未満である(ただし、ポリプロピレン系樹脂Aとポリプロピレン系樹脂Bとの合計は100重量%である)ことを特徴とする請求項1に記載の発泡粒子の製造方法。
【請求項3】
前記融解ピークの補外融解開始温度(Tms)と補外融解終了温度(Tme)との差(Tme-Tms)が30℃以上100℃以下であることを特徴とする請求項1又は2に記載の発泡粒子の製造方法。
【請求項4】
前記ポリプロピレン系樹脂Aと前記ポリプロピレン系樹脂Bとの融点差(ポリプロピレン系樹脂B-ポリプロピレン系樹脂A)が10℃以上20℃以下であることを特徴とする請求項1又は2に記載の発泡粒子の製造方法。
【請求項5】
前記ポリプロピレン系樹脂Bの灰分量が前記ポリプロピレン系樹脂B100重量%に対して0.5重量%以下であることを特徴とする請求項1又は2に記載の発泡粒子の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ポリプロピレン系樹脂発泡粒子の製造方法に関し、詳しくは、ポリプロピレン系樹脂として、非回収材料であるポリプロピレン系樹脂Aと、ポストコンシューマ材料の回収物であるポリプロピレン系樹脂Bを用いた発泡粒子の製造方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
近年の循環型社会を推進する動きの中で、使用済み製品から回収された回収材料の利用が社会的な課題となっている。プラスチック製品の技術分野においても、最終ユーザーが使用済みとした廃棄物を回収材料として利用することに対し、社会的な要望が高まっており、特にポリプロピレン系樹脂製の使い捨て容器の廃材等をリサイクルした回収ポリプロピレンを用いることが検討されている。
【0003】
これに対し、使用済みのポリオレフィン系樹脂発泡成形体の利用に関する技術が提案されている。例えば特許文献1には、廃ポリオレフィン系樹脂成形体を粉砕して得た粉砕品と、バージンのポリオレフィン系樹脂とを混合してペレットを作製し、当該ペレットに発泡剤を含浸させる等してポリオレフィン系樹脂発泡成形体を製造する技術が提案されている。
【先行技術文献】
【特許文献】
【0004】
特開2007-283576号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1には以下の課題があり、改善の余地があった。即ち、廃ポリオレフィン系樹脂成形体から作製されたポストコンシューマ材料の回収物と、非回収材料であるポリオレフィン系樹脂材料とを用いて発泡粒子を製造した場合、得られた発泡粒子の発泡倍率にばらつきが発生し、また発泡粒子の独立気泡率が低下するおそれがあった。そして、そのようにして得られた発泡粒子を用いて発泡粒子成形体を成形した場合、外観不良が観察されるおそれがあった。
【0006】
本発明は、上記課題に鑑みてなされたものである。即ち、本発明は、非回収材料であるポリプロピレン系樹脂Aと、ポストコンシューマ材料の回収物であるポリプロピレン系樹脂Bとを混合した混合物を基材樹脂として発泡粒子を製造する方法に関し、発泡倍率のばらつき及び独立気泡率の低下が抑制された発泡粒子を製造可能とし、かつ、当該発泡粒子を用いて成形された発泡粒子成形体の外観を良好とすることが可能な発泡粒子の製造方法を提供する。
【課題を解決するための手段】
【0007】
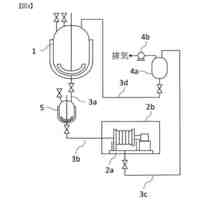
本発明の発泡粒子の製造方法は、密閉容器内で水性媒体中に分散したポリプロピレン系樹脂粒子に発泡剤を含浸させ、発泡剤を含むポリプロピレン系樹脂粒子を上記水性媒体とともに密閉容器から密閉容器内よりも低い圧力下に放出し、発泡させ、10kg/m
3
以上200kg/m
3
以下の嵩密度を有するポリプロピレン系樹脂発泡粒子を製造する方法であって、
上記ポリプロピレン系樹脂粒子は、融点が130℃以上155℃以下であるポリプロピレン系樹脂Aと、ポリプロピレン系樹脂Bとを混合した混合物を基材樹脂とし、
上記混合物中の上記ポリプロピレン系樹脂Aの配合割合が40重量%以上97重量%以下であり、かつ上記ポリプロピレン系樹脂Bの配合割合が3重量%以上60重量%以下であり(ただし、ポリプロピレン系樹脂Aとポリプロピレン系樹脂Bとの合計は100重量%である)、
上記ポリプロピレン系樹脂Aと上記ポリプロピレン系樹脂Bとの融点差(ポリプロピレン系樹脂B-ポリプロピレン系樹脂A)が10℃以上30℃以下であり、
上記ポリプロピレン系樹脂Bがポストコンシューマ材料の回収物であり、
上記ポリプロピレン系樹脂B100重量%に含まれる灰分量が5重量%以下であり、
上記ポリプロピレン系樹脂Bの熱流束示差走査熱量測定におけるDSC曲線において示される融解ピークにおいて、上記融解ピークの補外融解開始温度(Tms)と補外融解終了温度(Tme)との差(Tme-Tms)が30℃以上であることを特徴とする。
【発明の効果】
【0008】
本発明の製造方法は、ポストコンシューマ材料の回収物が配合されるにも関わらず、発泡倍率のばらつき及び独立気泡率の低下が抑制された発泡粒子を製造可能である。また本発明の製造方法により製造された発泡粒子を用いて成形された発泡成形体は、外観が良好である。
上述する優れた効果を発揮する本発明によれば、プラスチック製品の回収材料を有効に活用し、実用に足る発泡粒子及び発泡粒子成形体を提供可能である。したがって本発明は、循環型社会に求められるマテリアルリサイクルや廃製品利用による二酸化炭素排出量削減等の環境問題の解決に大きく貢献する。
【図面の簡単な説明】
【0009】
回収樹脂の2回目のDSC曲線及び上記2回目のDSC曲線の微分曲線の一例である。
発泡粒子の高温ピーク熱量を得るための、JIS K7122-1987に記載されている熱流束示差走査熱量測定法に基づいて得たDSC曲線の一例である。
【発明を実施するための形態】
【0010】
以下に、本発明の発泡粒子の製造方法について説明する。以下において、本発明のポリプロピレン系樹脂発泡粒子の製造方法を単に本発明の製造方法という場合がある。
なお、本発明に関し、ポストコンシューマ材料とは、消費者が製品として使用した後の材料を指す。詳しくは、JIS Q14021:2000において定義されるとおり、ポストコンシューマ材料とは、家庭から排出される材料、又は製品のエンドユーザとしての商業施設、工業施設及び各種施設から本来の目的のためにはもはや使用できなくなった製品として発生する材料を指し、これには、流通経路から戻される材料が含まれる。またポストコンシューマ材料の回収物(回収材料)は、これら使用済みの材料が回収された物をいう。
一方、新規に樹脂材料として調製された樹脂を、バージン樹脂、あるいは非回収樹脂という場合がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社日本触媒
組成物
1か月前
株式会社ナリス化粧品
構造体
2日前
三菱ケミカル株式会社
積層体
29日前
東レ株式会社
多孔質フィルム
1か月前
株式会社コバヤシ
成形体
2か月前
株式会社きもと
障子用フィルム
2か月前
三菱ケミカル株式会社
樹脂組成物
1か月前
東レ株式会社
ポリエステルフィルム
2か月前
株式会社松風
光硬化性組成物
1か月前
東レ株式会社
ポリアミド樹脂組成物
25日前
サンノプコ株式会社
樹脂組成物
2か月前
株式会社日本触媒
無機粒子含有分散体
1か月前
テクノUMG株式会社
物品
1か月前
アイカ工業株式会社
ホットメルト組成物
16日前
AGC株式会社
水性分散液
1か月前
株式会社カネカ
硬化性組成物
2か月前
ユニチカ株式会社
多孔質ポリアミドイミド
1か月前
株式会社カネカ
硬化性組成物
2か月前
株式会社カネカ
硬化性組成物
2か月前
株式会社カネカ
樹脂組成物およびフィルム
1か月前
松本油脂製薬株式会社
樹脂粒子及びその用途
10日前
東レ株式会社
ポリエステル組成物の製造方法
17日前
松本油脂製薬株式会社
樹脂粒子及びその用途
16日前
株式会社日本製鋼所
プリプレグ製造装置
29日前
東レ株式会社
二軸配向ポリプロピレンフィルム
1か月前
東レ株式会社
重合装置および重合体の製造方法
1か月前
東レ株式会社
二軸配向ポリオレフィンフィルム
22日前
帝人株式会社
樹脂組成物および光学部材
1か月前
日本ユピカ株式会社
成形材
19日前
松本油脂製薬株式会社
ポリマー粒子及びその用途
16日前
東ソー株式会社
両親媒性ポリマー溶液の調液方法
9日前
株式会社コバヤシ
成形体及びその製造方法
1か月前
三和化工株式会社
発泡体の製造方法
1か月前
住友電気工業株式会社
成形体
2か月前
東ソー株式会社
廃プラスチックのリサイクル方法
25日前
アキレス株式会社
農業用塩化ビニル系樹脂フィルム
16日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ