TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024032468
公報種別
公開特許公報(A)
公開日
2024-03-12
出願番号
2022136139
出願日
2022-08-29
発明の名称
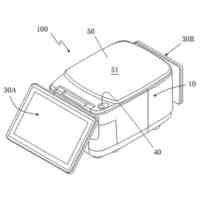
基板生産システム
出願人
ヤマハ発動機株式会社
代理人
個人
,
個人
主分類
H05K
3/34 20060101AFI20240305BHJP(他に分類されない電気技術)
要約
【課題】印刷処理に長期的な待機時間が発生することを抑制可能な基板生産システムを提供する。
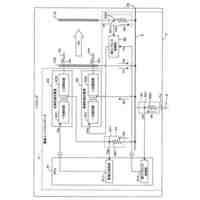
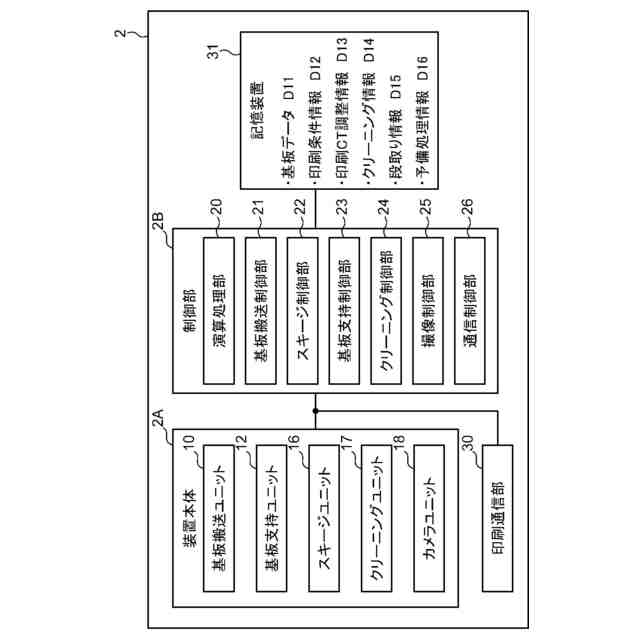
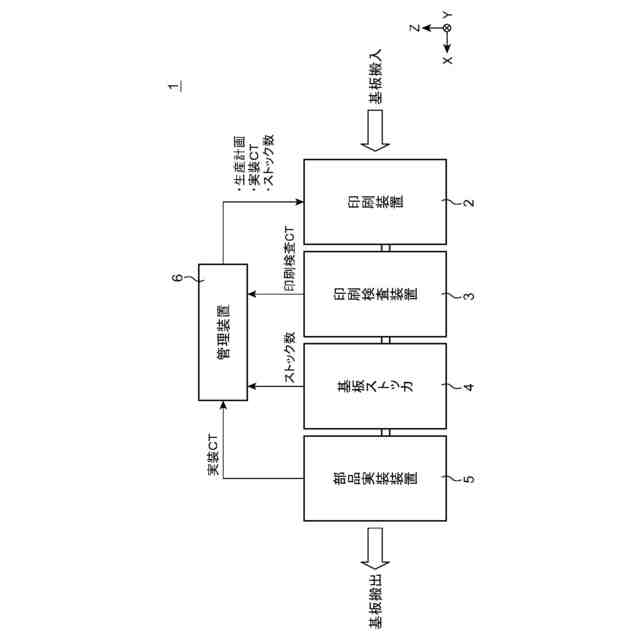
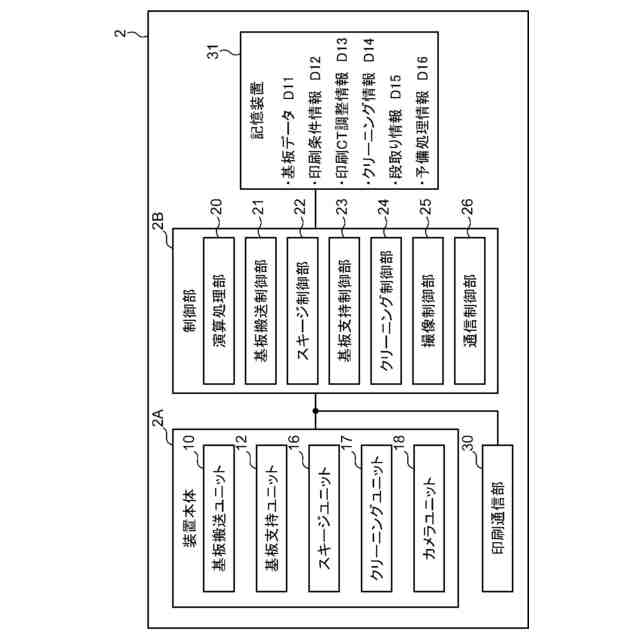
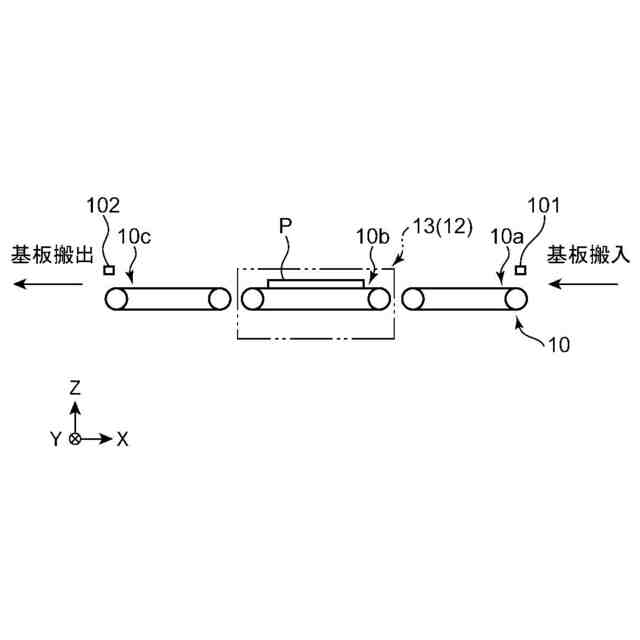
【解決手段】基板生産システム1は、基板Pにハンダの印刷処理を行う印刷装置2(印刷部)と、基板Pに部品を実装する部品実装装置5(作業部)とを、基板Pの搬送ラインに沿って備える。印刷装置2は、部品実装装置5の実装CT(作業サイクルタイム)に関する情報を取得する印刷通信部30(情報取得部)と、取得した前記情報に基づく実装CTに応じて、印刷装置2の印刷CTを調整する調整処理を実行する制御部2Bと、を備える。
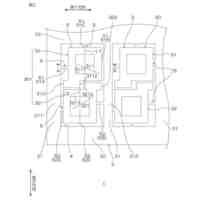
【選択図】図2
特許請求の範囲
【請求項1】
基板に塗布材を印刷する印刷処理を行う印刷部と、塗布材が印刷された基板に対して所定処理を実行する作業部とが、基板の搬送方向に沿って備えられた基板生産システムであって、
前記作業部における基板の搬入から搬出までの時間である作業サイクルタイムに関する情報を取得する情報取得部と、
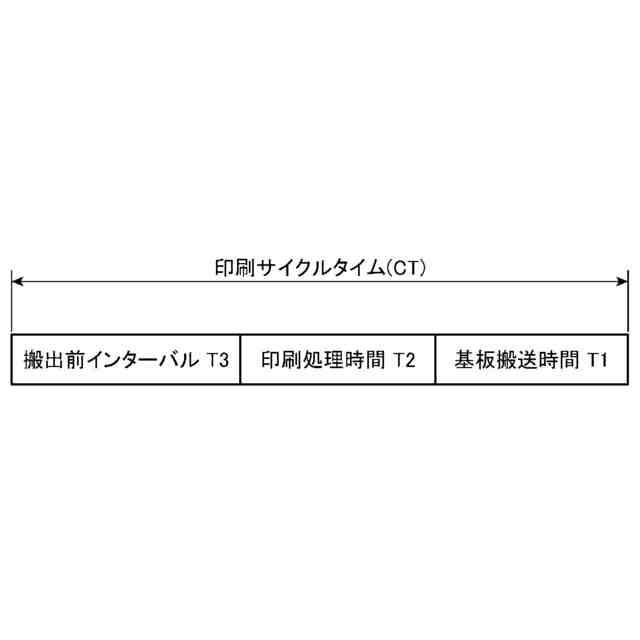
前記情報取得部が取得した前記情報に基づく前記作業サイクルタイムに応じて、前記印刷部における基板の搬入から搬出までの時間である印刷サイクルタイムを調整する調整処理を実行する制御部と、を備えることを特徴とする基板生産システム。
続きを表示(約 1,000 文字)
【請求項2】
請求項1に記載の基板生産システムにおいて、
前記調整処理は、前記印刷処理の完了時点から基板の搬出開始時点までの時間である搬出前インターバルの変更、及び/又は前記印刷部における基板の搬送速度の変更である、ことを特徴とする基板生産システム。
【請求項3】
請求項2に記載の基板生産システムにおいて、
基板の生産前に、基板の生産計画情報に基づき目標印刷サイクルタイムを求める演算部をさらに備え、
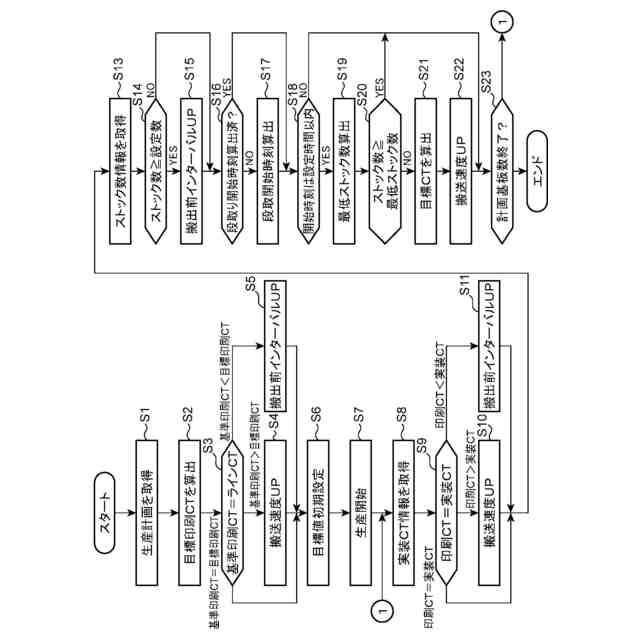
前記制御部は、前記演算部が求めた前記目標印刷サイクルタイムと、前記印刷サイクルタイムの基準値であって予め定められた基準印刷サイクルタイムとを比較し、当該基準サイクルタイムと前記目標サイクルタイムとに差がある場合には、前記基準印刷サイクルタイムが前記目標サイクルタイムと等しくなるように、前記搬出前インターバル、及び/又は、基板の前記搬送速度を初期設定する処理を基板の生産前に実行する、ことを特徴とする基板生産システム。
【請求項4】
請求項1乃至3の何れか一項に記載の基板生産システムにおいて、
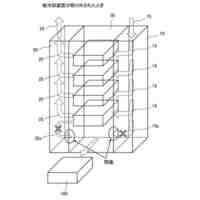
前記印刷部から搬出された基板を前記作業部への搬入前にストックすることが可能な基板ストック部をさらに備え、
前記情報取得部は、前記基板ストック部における基板のストック数に関する情報をさらに取得し、
前記制御部は、前記情報取得部が取得した前記ストック数に関する情報に応じて、前記調整処理をさらに実行する、ことを特徴とする基板生産システム。
【請求項5】
請求項4に記載の基板生産システムにおいて、
前記制御部は、前記ストック数が、当該ストック数の上限値未満であってかつ予め設定された設定数以上になると、その後の前記印刷サイクルタイムがそれ以前よりも長くなるように前記調整処理を実行する、ことを特徴とする基板生産システム。
【請求項6】
請求項4に記載の基板生産システムにおいて、
前記印刷部の所定の計画停止期間中に、前記作業部において前記所定処理を継続的に実行するために前記基板ストック部にストックしておくことが必要な最低ストック数を推定する推定部をさらに備え、
前記制御部は、前記情報取得部が取得した情報に基づく前記ストック数が前記最低ストック数未満の場合には、前記計画停止期間の開始時点までに前記最低ストック数の基板が前記基板ストック部にストックされるように前記調整処理を実行する、ことを特徴とする基板生産システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プリント配線板等の基板にハンダ等の塗布材を印刷する印刷部と、塗布材が印刷された基板に対して部品実装処理等の作業を行う作業部とを備えた基板生産システムに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
プリント配線板等の基板にハンダ等の塗布材を印刷する印刷装置(印刷部)と、塗布材が印刷された基板に対して部品実装処理を実行する部品実装装置(作業部)とを備えた基板生産システムが公知である。
【0003】
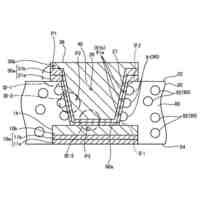
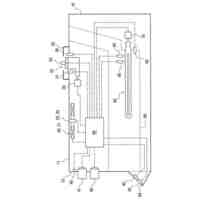
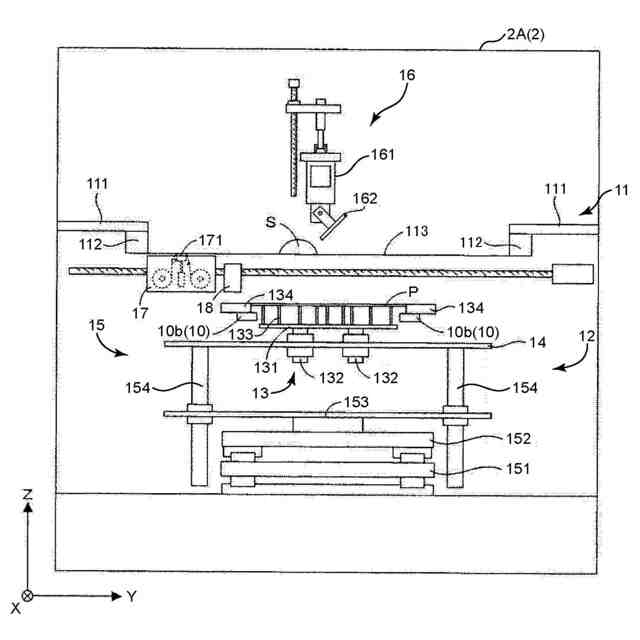
代表的な印刷装置として、スクリーン印刷装置が知られている。スクリーン印刷装置は、基板に重ねられるマスクと、マスクの上面に沿って摺動するスキージ(ヘラ部材)とを備え、マスク上面に供給された塗布材をスキージで移動させながら、マスクに形成されたパターン孔を介して塗布材を基板に印刷するように構成される。
【0004】
塗布材の印刷品質は、スキージの移動速度や印圧(押付け圧力)などの印刷条件に左右される。この印刷条件は、塗布材の種類とスキージの種類との組み合わせにより相違する。特許文献1には、このような印刷条件の設定をより簡単な操作で行うことが可能なスクリーン印刷装置が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2017-149147号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
既述の基板生産システムでは、部品補充やマシントラブルにより部品実装装置が停止すると、印刷装置の印刷処理に待機時間が発生する。マスク上に供給された塗布材は、空気に曝されることによって徐々に乾燥し、粘度が上昇する。塗布材の粘度が上昇し過ぎると、かすれ等、印刷不良の原因、ひいては実装部品の通電不良の原因となる。
【0007】
そこで、待機時間が一定時間を超える場合には、印刷装置において例えばローリング処理や試し刷りが定期的に実行される場合がある。ローリング処理とは、塗布材の粘度上昇を抑制するために、マスク上のパターン孔を避けたエリアで、塗布材をスキージによって往復移動させる処理である。
【0008】
しかし、ローリング処理や試し刷りは、基板の生産に直結しない予備的な処理である。そのため、不要な塗布材の消費や電力消費を避ける上では、当該処理を実行せずに済むのが望ましい。要するに、印刷処理に長期的な待機時間が発生することを抑制できることが望ましいが、特許文献1には、この点についての言及は見られない。
【0009】
本発明は、上記のような事情に鑑みてなされたものであり、印刷処理に長期的な待機時間が発生することを抑制できる基板生産システムを提供することを目的とする。
【課題を解決するための手段】
【0010】
上記の課題を解決するために、本発明の一局面に係る基板生産システムは、基板に塗布材を印刷する印刷処理を行う印刷部と、塗布材が印刷された基板に対して所定処理を実行する作業部とが、基板の搬送方向に沿って備えられた基板生産システムであって、前記作業部における基板の搬入から搬出までの時間である作業サイクルタイムに関する情報を取得する情報取得部と、前記情報取得部が取得した前記情報に基づく前記作業サイクルタイムに応じて、前記印刷部における基板の搬入から搬出までの時間である印刷サイクルタイムを調整する調整処理を実行する制御部と、を備えることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社イシダ
電子機器
2か月前
東レ株式会社
有機EL表示装置
27日前
株式会社カネカ
有機EL装置
1か月前
株式会社カネカ
製造システム
6日前
株式会社デンケン
面状発熱体
2か月前
中部電力株式会社
ホルダ
12日前
イビデン株式会社
積層基板
1か月前
株式会社ヤナギヤ
ジュール加熱鍋
21日前
イビデン株式会社
プリント配線板
1か月前
イビデン株式会社
配線基板
2か月前
個人
電流駆動型素子の電流制御器
18日前
ビアメカニクス株式会社
基板の加工方法
2か月前
日本電気株式会社
電子機器
21日前
イビデン株式会社
プリント配線板
20日前
イビデン株式会社
プリント配線板
20日前
イビデン株式会社
配線基板
1か月前
イビデン株式会社
プリント配線板
2か月前
イビデン株式会社
プリント配線板
27日前
イビデン株式会社
配線基板
1か月前
株式会社キーエンス
除電装置
1か月前
株式会社大林組
照明システム
27日前
リンナイ株式会社
加熱調理器
11日前
英業達股ふん有限公司
無線充電部品
2か月前
株式会社キーエンス
除電装置
1か月前
ヤマハ発動機株式会社
部品実装装置
1か月前
コックス株式会社
自動点灯制御一体化ランプ
13日前
キヤノン株式会社
有機発光素子
11日前
個人
近傍界電磁波吸収体
1か月前
日東電工株式会社
集合体シート
26日前
富士電子工業株式会社
誘導加熱コイル
1か月前
日東電工株式会社
配線回路基板
24日前
株式会社富士通ゼネラル
電子機器
1か月前
株式会社デンソー
電気部品
1か月前
株式会社ベスト
照明装置用センサ
4日前
清水建設株式会社
加熱井戸
1か月前
キヤノン株式会社
電子機器
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ