TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024022160
公報種別
公開特許公報(A)
公開日
2024-02-16
出願番号
2022125532
出願日
2022-08-05
発明の名称
プレスシステム、トランスファプレスシステム、トランスファ装置、及び金型
出願人
冨士発條株式会社
代理人
個人
,
個人
,
個人
主分類
B30B
13/00 20060101AFI20240208BHJP(プレス)
要約
【課題】金型を大型化するすることなく従来よりも大きな加工品を生産することが可能なプレスシステム、トランスファプレスシステム、トランスファ装置、及び金型を提供する。
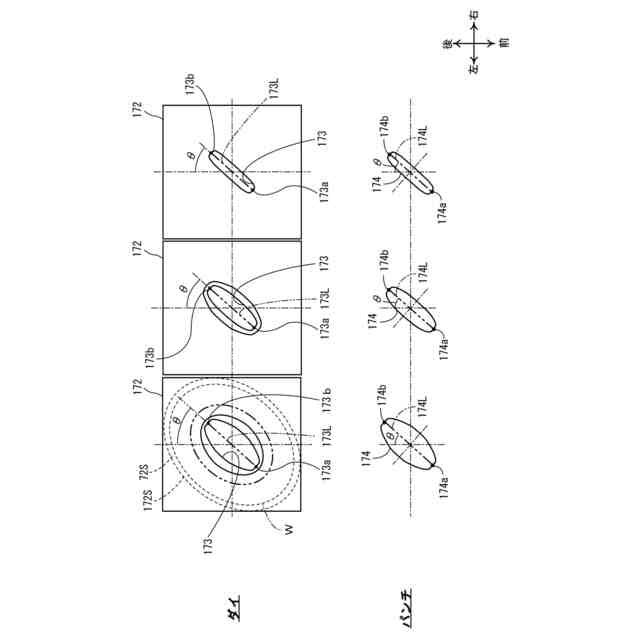
【解決手段】金型は、複数の単発プレス機、複数の加工工程を備える順送プレス機、トランスファプレス機等に支持される正方形又は長方形のダイホルダと、ダイホルダに固定され、長手状の成形孔173が形成されているダイ172と、を有する。ダイ172は、ダイホルダに固定された状態で、平面視における成形孔173の長手方向がダイホルダの四辺のいずれかと平行な2方向と交差するように形成されている。
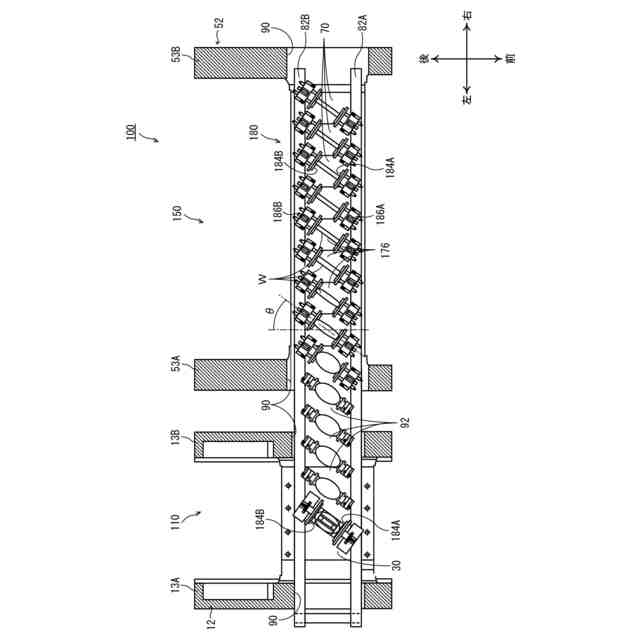
【選択図】図5
特許請求の範囲
【請求項1】
加工材を加工する複数のプレス機と、前記複数のプレス機のそれぞれに装着される金型と、を備えるプレスシステムであって、
前記金型は、
前記複数のプレス機のそれぞれに支持される正方形又は長方形の複数のダイホルダと、
前記複数のダイホルダのそれぞれに固定され、長手状の成形孔が形成されている複数のダイと、を有し、
前記複数のダイは、それぞれ、前記ダイホルダに固定された状態で、平面視における前記成形孔の長手方向が前記ダイホルダの四辺のいずれかと平行な2方向と交差するように形成されている、
ことを特徴とするプレスシステム。
続きを表示(約 2,300 文字)
【請求項2】
前記複数のプレス機のうち一のプレス機で加工された加工材を次工程のプレス機に搬送するトランスファ装置をさらに備え、
前記トランスファ装置は、
前記加工材を、平面視における前記成形孔の長手方向に沿った両側から挟持することが可能なフィンガーと、
前記フィンガーを、平面視における前記成形孔の長手方向に沿って、前記加工材に対して接近及び離間するように作動させることが可能な駆動源と、を有する、
ことを特徴とする請求項1に記載のプレスシステム。
【請求項3】
前記複数のプレス機のうち一のプレス機で加工された加工材を次工程のプレス機に搬送するトランスファ装置をさらに備え、
前記トランスファ装置は、
前記加工材を、該加工材の搬送方向に対して直交する方向の両側から挟持するように設けられたフィンガーと、
前記フィンガーを、前記搬送方向に対して直交する方向に沿って、前記加工材に対して接近及び離間するように作動させることが可能な駆動源と、を有し、
前記フィンガーは、
平面視において、前記加工材の長手方向に沿った面と当接するように形成された凹部を有する、
ことを特徴とする請求項1に記載のプレスシステム。
【請求項4】
前記凹部は、
平面視において、前記加工材の長手方向に沿った面と当接する側と反対側の面が、前記搬送方向に対して直交する方向に沿って形成されているか、又は、当該凹部の開口が広くなる方向に傾斜して形成されている、
ことを特徴とする請求項3に記載のプレスシステム。
【請求項5】
一面の加工材を加工する複数の加工工程を備えるプレス機と、前記複数の加工工程のそれぞれに設けられる金型と、を備えるプレスシステムであって、
前記金型は、
前記複数の加工工程に設けられる正方形又は長方形の複数のダイホルダと、
前記複数のダイホルダのそれぞれに固定され、長手状の成形孔が形成されている複数のダイと、を有し、
前記複数のダイは、それぞれ、前記ダイホルダに固定された状態で、平面視における前記成形孔の長手方向が前記ダイホルダの四辺のいずれかと平行な2方向と交差するように形成されている、
ことを特徴とするプレスシステム。
【請求項6】
加工材が加工される複数の加工ステージと、前記複数の加工ステージのうち一の加工ステージで加工された加工材を次工程の加工ステージに向けて搬送するトランスファ装置と、を有するトランスファプレス機と、
前記複数の加工ステージのそれぞれに装着される金型と、を備えるトランスファプレスシステムであって、
前記金型は、
前記複数のプレス機のそれぞれに支持される正方形又は長方形の複数のダイホルダと、
前記複数のダイホルダのそれぞれに固定され、長手状の成形孔が形成されている複数のダイと、を有し、
前記複数のダイは、それぞれ、前記ダイホルダに固定された状態で、平面視における前記成形孔の長手方向が前記ダイホルダの四辺のいずれかと平行な2方向と交差するように形成されている、
ことを特徴とするトランスファプレスシステム。
【請求項7】
前記トランスファ装置は、
前記加工材を、平面視における前記成形孔の長手方向に沿った両側から挟持することが可能なフィンガーと、
前記フィンガーを、平面視における前記成形孔の長手方向に沿って、前記加工材に対して接近及び離間するように作動させることが可能な駆動源と、を有する、
ことを特徴とする請求項6に記載のトランスファプレスシステム。
【請求項8】
前記トランスファ装置は、
前記加工材を、該加工材の搬送方向に対して直交する方向の両側から挟持するように設けられたフィンガーと、
前記フィンガーを、前記搬送方向に対して直交する方向に沿って、前記加工材に対して接近及び離間するように作動させることが可能な駆動源と、を有し、
前記フィンガーは、
平面視において、前記加工材の長手方向に沿った面と当接するように形成された凹部を有する
ことを特徴とする請求項6に記載のトランスファプレスシステム。
【請求項9】
前記凹部は、
平面視において、前記加工材の長手方向に沿った面と当接する側と反対側の面が、前記搬送方向に対して直交する方向に沿って形成されているか、又は、当該凹部の開口が広くなる方向に傾斜して形成されている、
ことを特徴とする請求項8に記載のトランスファプレスシステム。
【請求項10】
正方形又は長方形のダイホルダに固定された状態で、平面視における長手方向が前記ダイホルダの四辺のいずれかと平行な2方向と交差するように成形孔が形成されているダイで加工された加工材を次工程に搬送するトランスファ装置であって、
前記加工材を、平面視における前記成形孔の長手方向に沿った両側から挟持することが可能なフィンガーと、
前記フィンガーを、平面視における前記成形孔の長手方向に沿って、前記加工材に対して接近及び離間するように作動させることが可能な駆動源と、を有する、
ことを特徴とするトランスファ装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレスシステム、トランスファプレスシステム、トランスファ装置、及び金型に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
金属加工に用いられるプレス機として、例えば、単発プレス機、順送プレス機、及びトランスファプレス機が知られている。例えば特許文献1には、トランスファプレス機が開示されている。
【0003】
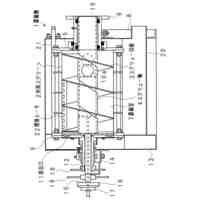
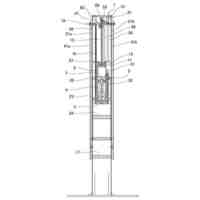
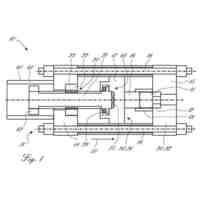
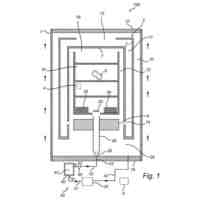
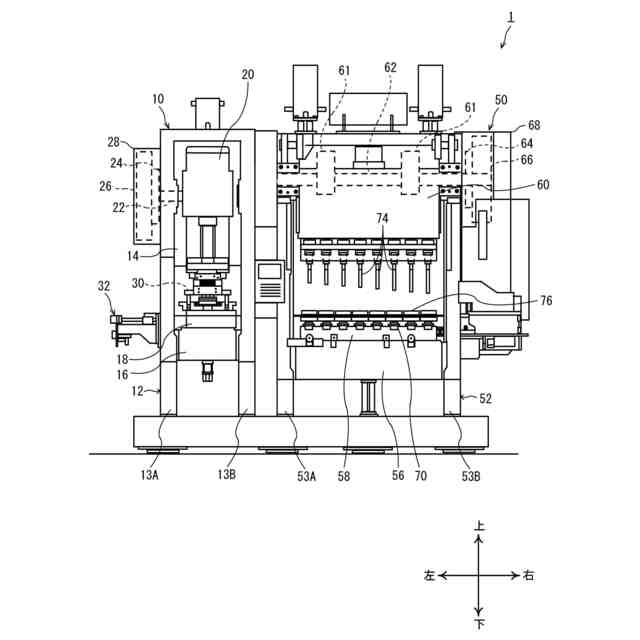
例えば特許文献1に開示されるように、トランスファプレス機は、ボルスタ16を介してボルスタ支持壁12によりダイホルダ13Hを支持しており、ダイホルダ13Hにはダイ13が固定されている。ダイ13には成形孔13Aが形成されており、筒形ワーク90は、パンチ15によってダイ13の成形孔13Aに押し込まれてプレス加工される。単発プレス機及び順送プレス機においても、ワークがダイに形成された成形孔にパンチによって押し込まれてプレス加工される点は、トランスファプレス機と同様である。
【先行技術文献】
【特許文献】
【0004】
特許第6626234号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、近年、より大きな加工品についての生産需要がある。しかし、より大きな加工品を生産するためには、従来の金型(ダイホルダ、ダイ)を用いて加工することはできず、金型を従来より大型化する必要がある。金型を大型化すると、それに見合ったプレス機が必要となり、コスト高となって現実的でない。
【0006】
本発明は、上記実情に鑑みてなされたものであり、金型を大型化するすることなく従来よりも大きな加工品を生産することが可能なプレスシステム、トランスファプレスシステム、トランスファ装置、及び金型を提供することを目的とする。
【課題を解決するための手段】
【0007】
(1)本発明のプレスシステムは、
加工材を加工する複数のプレス機と、前記複数のプレス機のそれぞれに装着される金型と、を備えるプレスシステムであって、
前記金型は、
前記複数のプレス機のそれぞれに支持される正方形又は長方形の複数のダイホルダと、
前記複数のダイホルダのそれぞれに固定され、長手状の成形孔が形成されている複数のダイと、を有し、
前記複数のダイは、それぞれ、前記ダイホルダに固定された状態で、平面視における前記成形孔の長手方向が前記ダイホルダの四辺のいずれかと平行な2方向と交差するように形成されている、
ことを特徴とする。
【0008】
上記(1)に記載のプレスシステムによれば、金型を大型化することなく、より大きな加工品を生産することが可能となる。
【0009】
なお、上記(1)に記載の「複数のプレス機」は、例えば、ワークをプレス加工する単発プレス機が、加工材の搬送方向に沿って並べて配置されたものが相当する。
【0010】
(2)上記(1)に記載のプレスシステムにおいて、
前記複数のプレス機のうち一のプレス機で加工された加工材を次工程のプレス機に搬送するトランスファ装置をさらに備え、
前記トランスファ装置は、
前記加工材を、平面視における前記成形孔の長手方向に沿った両側から挟持することが可能なフィンガーと、
前記フィンガーを、平面視における前記成形孔の長手方向に沿って、前記加工材に対して接近及び離間するように作動させることが可能な駆動源と、を有する、
ようにするとより好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
冨士発條株式会社
プレス成形方法
1か月前
株式会社石垣
ドラム型濃縮機
2か月前
株式会社ジャノメ
電動プレス装置
4か月前
住友重機械工業株式会社
加圧装置
16日前
株式会社プロテリアル
成形装置および弓形磁石
2か月前
有限会社天野製作所
人力プレス機
20日前
住友重機械工業株式会社
プレス装置
2か月前
株式会社アマダ
曲げ加工機
2か月前
新東工業株式会社
粉塵固化システム
2か月前
住友重機械工業株式会社
プレス装置及びプレス方法
20日前
株式会社菊水製作所
回転式粉体圧縮成形機の制御装置
4か月前
エスエムエス グループ ゲーエムベーハー
押出プレス機
1か月前
株式会社神戸製鋼所
等方圧加圧装置および等方圧加圧方法
1か月前
アイダエンジニアリング株式会社
ワーク保持ツールの交換支持装置
3か月前
トヨタ紡織株式会社
プレス加工装置
2か月前
日本特殊陶業株式会社
成形型
2か月前
ニデックドライブテクノロジー株式会社
プレス装置及びプレス調整方法
15日前
株式会社栗本鐵工所
測定波形表示装置およびプログラム
3か月前
株式会社アマダ
曲げ加工機
22日前
住友重機械工業株式会社
プレス装置、プレス装置の異常検知方法及び異常検知プログラム
16日前
アイダエンジニアリング株式会社
プレス機械及びプレス機械の画像監視方法
3か月前
パナソニックIPマネジメント株式会社
加工精度の判定方法および判定モデルの学習方法
7日前
株式会社ジャノメ
電動プレス並びに評価領域設定装置、方法、およびプログラム
6日前
冨士発條株式会社
プレスシステム、トランスファプレスシステム、トランスファ装置、及び金型
4か月前
ザ・ボーイング・カンパニー
ホットボックス交換能力及びその方法
2か月前
フェッテ コンパクティング ゲーエムベーハー
回転プレス機の加圧パンチの状態を評価する方法および回転プレス機
16日前
キンタス・テクノロジーズ・エービー
プレス装置における方法
1か月前
シューラー プレッセン ゲーエムベーハー
工具ユニット、工具ユニットを保持するプレス機、工具ユニットをプレス機のホルダ内に作動可能に配置する方法
3か月前
アーベーベー・シュバイツ・アーゲー
ソリッドステートサーキットブレーカのための故障電流検出
3か月前
株式会社日本総合研究所
アセスメント業務支援装置およびその制御方法ならびにプログラム
1日前
住友不動産株式会社
レイアウト作成装置及び方法
16日前
シプルメット・ゲーエムベーハー
治療用ペプチド及び治療用タンパク質の経粘膜送達のための薬学的組成物
2か月前
オムロン株式会社
モータ監視センサ
3か月前
イムチェック セラピューティクス エスエーエス
抗BTN3A抗体及びがん又は感染性障害の処置におけるその使用
3か月前
株式会社新来島サノヤス造船
楕円ホール(傾斜貫通孔)の穿孔切断方法及びNC切断機による同穿孔切断方法
2か月前
サノフィ-アベンティス・ドイチュラント・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング
ブタトリプシンの変異体
3か月前
他の特許を見る







 特許ウォッチ
特許ウォッチ