TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024059441
公報種別
公開特許公報(A)
公開日
2024-05-01
出願番号
2022167117
出願日
2022-10-18
発明の名称
等方圧加圧装置および等方圧加圧方法
出願人
株式会社神戸製鋼所
代理人
個人
,
個人
主分類
B30B
5/02 20060101AFI20240423BHJP(プレス)
要約
【課題】超高圧下においても広い処理空間を確保しつつ、被処理物に等方圧加圧処理を施すことが可能な等方圧加圧装置および等方圧加圧方法を提供する。
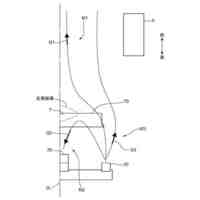
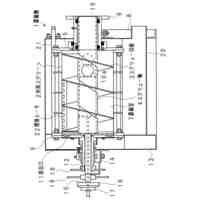
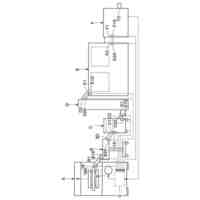
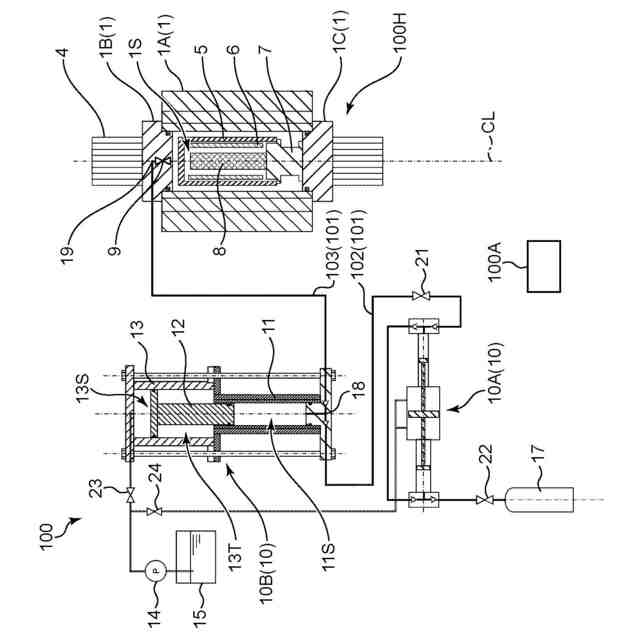
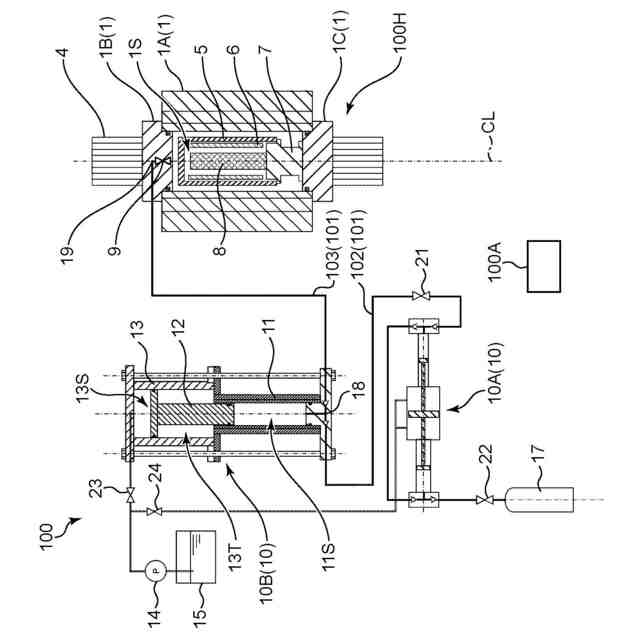
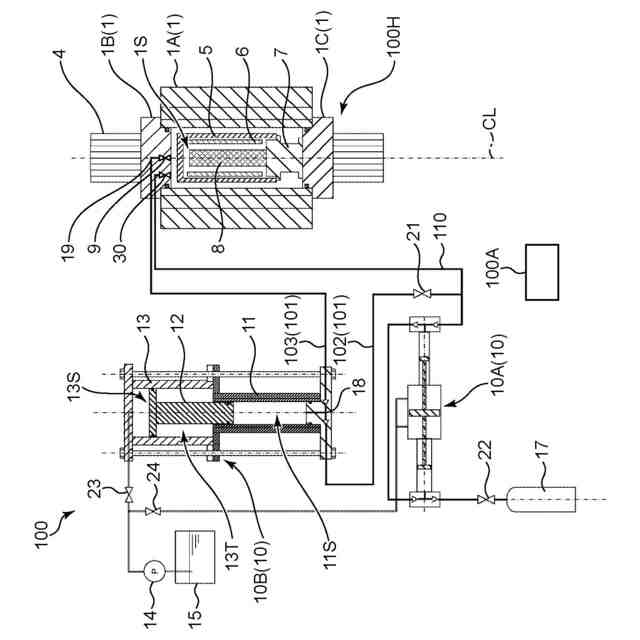
【解決手段】HIP装置100は、圧力容器1と、ヒータエレメント6と、圧力容器1の処理空間1Sをガス源の圧力から目標圧力よりも低い中間圧力まで昇圧することが可能な第1圧縮機10Aと、ピストン12の1行程の移動に伴って、処理空間1Sを前記中間圧力から前記目標圧力まで昇圧することが可能な第2圧縮機10Bと、第1圧縮機10Aと第2圧縮機10Bと圧力容器1の処理空間1Sとを直列的に接続するガス供給路101と、ガス供給路101のうち第2圧縮機10Bと処理空間1Sとの間の部分を開閉可能な第1高圧塞止弁9と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
圧媒ガスを用いて所定の目標圧力で被処理物に対して等方圧加圧処理を行う等方圧加圧装置であって、
前記被処理物を収容することが可能な処理空間を有する圧力容器と、
前記圧力容器の外部に配置され、前記処理空間をガス源の圧力から前記目標圧力よりも低い中間圧力まで昇圧することが可能な第1圧縮機と、
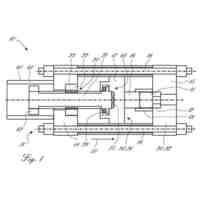
シリンダと当該シリンダに対して相対移動可能なピストンとを含み、前記シリンダに対する前記ピストンの1行程の移動に伴って、前記処理空間を前記中間圧力から前記目標圧力まで昇圧することが可能な第2圧縮機と、
前記圧媒ガスの流路であって前記第1圧縮機と前記第2圧縮機と前記圧力容器の前記処理空間とを直列的に接続する第1流路と、
前記第1流路のうち前記第2圧縮機と前記処理空間との間の部分を開閉可能な第1開閉弁と、
を備える、等方圧加圧装置。
続きを表示(約 970 文字)
【請求項2】
前記圧媒ガスの流路であって、前記第2圧縮機を迂回して前記第1圧縮機と前記圧力容器の前記処理空間とを接続する第2流路と、
前記第2流路のうち前記第1圧縮機と前記処理空間との間の部分を開閉可能な第2開閉弁と、
を更に備える、請求項1に記載の等方圧加圧装置。
【請求項3】
前記被処理物に対する前記目標圧力における加圧処理の後に、前記第1流路のうち少なくとも前記第2圧縮機から前記第1開閉弁までの領域の圧力を保持するように、前記第1開閉弁を閉じる制御部を更に備える、請求項1または2に記載の等方圧加圧装置。
【請求項4】
前記被処理物に対する前記目標圧力における加圧処理の後に、前記ピストンを初期位置に移動させ、更に、前記シリンダの内部および前記第1流路のうち少なくとも前記第2圧縮機から前記第1開閉弁までの領域の圧力を保持するように、前記第1開閉弁を閉じる制御部を更に備える、請求項1または2に記載の等方圧加圧装置。
【請求項5】
圧媒ガスを用いて所定の目標圧力で被処理物に対して等方圧加圧処理を行う等方圧加圧方法であって、
前記被処理物を収容することが可能な処理空間を有する圧力容器に前記被処理物を収容することと、
前記圧力容器の外部に配置された第1圧縮機を用いて、前記処理空間をガス源の圧力から前記目標圧力よりも低い中間圧力まで昇圧することと、
前記圧媒ガスの流路において前記第1圧縮機と前記圧力容器との間に配置されシリンダと当該シリンダに対して相対移動可能なピストンとを含む第2圧縮機を用いて、前記シリンダに対する前記ピストンの第1方向への1行程の移動に伴って前記処理空間を前記中間圧力から前記目標圧力まで昇圧することと、
前記目標圧力で前記被処理物を加圧処理することと、
前記被処理物に対する加圧処理の後に、前記ピストンを前記第1方向とは反対の第2方向に移動させることと、
前記圧媒ガスの流路における前記第2圧縮機と前記処理空間との間の部分を第1開閉弁によって閉止することと、
前記処理空間を大気圧に開放し、前記処理空間から前記被処理物を取り出すことと、
を備える、等方圧加圧方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、等方圧加圧装置および等方圧加圧方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、HIP法(Hot Isostatic Pressing法:熱間等方圧加圧装置を用いたプレス方法)では、数10~200MPa程度の高圧の処理圧力に設定された雰囲気の圧媒ガスのもと、焼結製品(セラミックス等)や鋳造製品等の被処理物が、その再結晶温度以上の高温に加熱され処理される。当該方法では、被処理物中の残留気孔を消滅させることができるという特徴がある。
【0003】
特許文献1には、被処理物を収容する処理空間を含む圧力容器と、当該圧力容器に摺動可能に内嵌されたピストンと、を備えるHIP装置が開示されている。HIP処理時には、前記ピストンを前記圧力容器内にワンプッシュで挿入することで、前記圧力容器内が処理圧力まで昇圧される。
【先行技術文献】
【特許文献】
【0004】
特許第3254256号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載されたようなワンプッシュ型の等方圧加圧装置では、広い処理空間を確保しつつ、300MPaを超える高圧下で被処理物に対して等方圧加圧処理を施すことが難しいという問題があった。具体的に、特許文献1のような従来の技術では、圧力容器内に被処理物を収容する処理空間に加え、ピストンを受け入れる空間を確保する必要がある。一方、300MPaを超える高圧に耐えるためには、圧力容器に高強度材料を用いる必要があるが、このような材料を用いて製造可能な圧力容器のサイズには限界がある。
【0006】
そこで、前記ピストンの代わりに圧力容器の外部から往復動式圧縮機を用いて、前記圧力容器に対して高圧ガスを供給することで、圧力容器からピストンを受け入れるための空間を省いて、処理空間を拡張することが考えられる。
【0007】
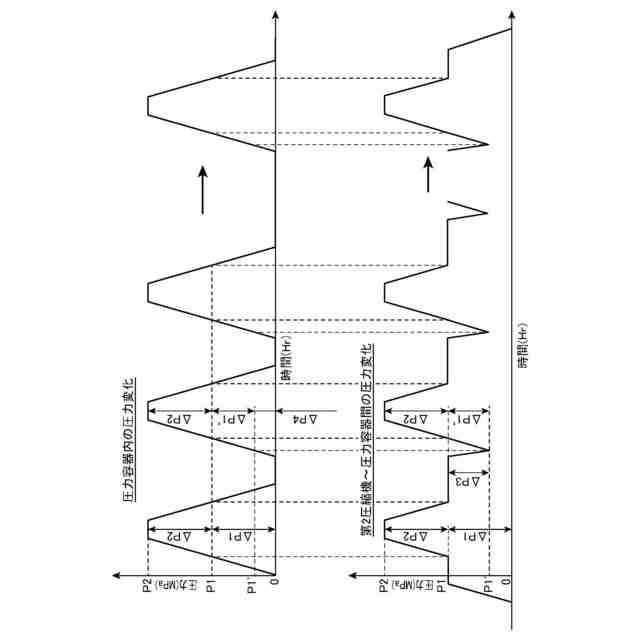
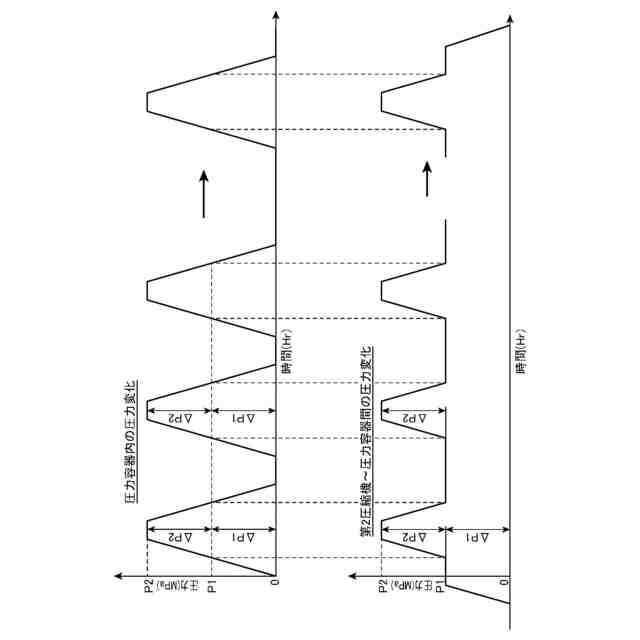
しかしながら、この場合、往復動式圧縮機におけるピストンの往復動毎に圧縮機内(特にピストンを収容するシリンダ内)が吸入圧力から吐出圧力まで変動し、更にその変動が等方圧加圧処理毎に100~1000回発生するため、圧縮機を構成する部品に大きな疲労損傷が発生しやすくなる。このように、従来の等方圧加圧装置では、広い処理空間を確保しつつ、300MPaを超える高圧下で等方圧加圧処理を行うことが困難であった。
【0008】
本発明は、上記のような問題に鑑みてなされたものであり、超高圧下においても広い処理空間を確保しつつ、被処理物に等方圧加圧処理を施すことが可能な等方圧加圧装置および等方圧加圧方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の一の局面に係る等方圧加圧装置は、圧媒ガスを用いて所定の目標圧力で被処理物に対して等方圧加圧処理を行う等方圧加圧装置であって、前記被処理物を収容することが可能な処理空間を有する圧力容器と、前記圧力容器の外部に配置され、前記処理空間をガス源の圧力から前記目標圧力よりも低い中間圧力まで昇圧することが可能な第1圧縮機と、シリンダと当該シリンダに対して相対移動可能なピストンとを含み、前記シリンダに対する前記ピストンの1行程の移動に伴って、前記処理空間を前記中間圧力から前記目標圧力まで昇圧することが可能な第2圧縮機と、前記圧媒ガスの流路であって前記第1圧縮機と前記第2圧縮機と前記圧力容器の前記処理空間とを直列的に接続する第1流路と、前記第1流路のうち前記第2圧縮機と前記処理空間との間の部分を開閉可能な第1開閉弁と、を備える。
【0010】
本構成によれば、圧力容器の処理空間を中間圧力まで昇圧する機能と、前記中間圧力から目標圧力まで昇圧する機能とを第1圧縮機および第2圧縮機にそれぞれ分担させることで、各圧縮機が受ける圧力変動を抑えることが可能になる。特に、被処理物に対する加圧処理後に第1開閉弁を閉じることで、第1流路のうち第2圧縮機から第1開閉弁までの間の領域と、第1開閉弁から圧力容器の処理空間までの領域とを遮断することができる。このため、被処理物の取り出しのために圧力容器が大気圧に開放されても、次の処理時に、第1流路のうち第2圧縮機側の領域の圧力が大気圧まで低下することが抑止され、その圧力変動を小さくすることができる。この結果、第2圧縮機および第1流路が受ける損傷を抑止することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社神戸製鋼所
アーク蒸発源
8日前
株式会社神戸製鋼所
ステントシステム
9日前
株式会社神戸製鋼所
圧延装置及び圧延方法
1日前
株式会社神戸製鋼所
Al脱酸鋼の溶製方法
1日前
株式会社神戸製鋼所
車両用バッテリーケース
9日前
株式会社神戸製鋼所
車両用バッテリーケース
9日前
株式会社神戸製鋼所
造形物の製造方法および造形物
8日前
株式会社神戸製鋼所
ガスシールドアーク溶接用ワイヤ
8日前
株式会社神戸製鋼所
ソリッドワイヤ及びガスシールドアーク溶接方法
9日前
株式会社神戸製鋼所
Al-Mg-Si系アルミニウム合金板及びその製造方法
1日前
株式会社神戸製鋼所
レシプロ式の圧縮機ユニット及び圧縮機ユニットの運転方法
2日前
株式会社神戸製鋼所
断面形状データ生成方法、断面形状データ生成装置及びプログラム
1日前
株式会社神戸製鋼所
電動機駆動制御装置および該方法ならびに電動機駆動制御システム
9日前
株式会社神戸製鋼所
積層造形装置の制御情報修正方法、制御情報修正装置及びプログラム
8日前
株式会社神戸製鋼所
制御情報生成装置、制御情報生成方法、プログラム、並びに溶接装置及び溶接方法
8日前
株式会社石垣
ドラム型濃縮機
1か月前
太陽工業株式会社
プレス装置
4か月前
株式会社ジャノメ
電動プレス装置
3か月前
株式会社和田機械
食品原料の裏ごし機
4か月前
株式会社プロテリアル
成形装置および弓形磁石
1か月前
ユーエスウラサキ株式会社
微粒体圧縮装置
4か月前
住友重機械工業株式会社
プレス装置
1か月前
株式会社神戸製鋼所
加圧装置
5か月前
株式会社アマダ
曲げ加工機
1か月前
新東工業株式会社
粉塵固化システム
1か月前
株式会社放電精密加工研究所
電動プレス加工機
5か月前
株式会社菊水製作所
回転式粉体圧縮成形機の制御装置
3か月前
株式会社山本製作所
ボトル圧縮機
5か月前
株式会社神戸製鋼所
等方圧加圧装置および等方圧加圧方法
24日前
エスエムエス グループ ゲーエムベーハー
押出プレス機
1日前
アイダエンジニアリング株式会社
ワーク保持ツールの交換支持装置
2か月前
パナソニックIPマネジメント株式会社
プレス加工装置
5か月前
トヨタ紡織株式会社
プレス加工装置
1か月前
日本特殊陶業株式会社
成形型
1か月前
水ing株式会社
スクリュープレスの運転方法、およびスクリュープレス
5か月前
株式会社日本製鋼所
ホットプレスシステムの温度制御方法およびホットプレスシステム
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ