TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024001785
公報種別
公開特許公報(A)
公開日
2024-01-10
出願番号
2022100668
出願日
2022-06-22
発明の名称
ホットプレスシステムの温度制御方法およびホットプレスシステム
出願人
株式会社日本製鋼所
代理人
個人
主分類
B30B
15/34 20060101AFI20231227BHJP(プレス)
要約
【課題】 ホットプレス装置の熱板に送られる熱媒の長寿命化、ホットプレス装置の温度制御の安定化、ホットプレス装置の省エネルギー化の少なくとも一つを適切に行う。
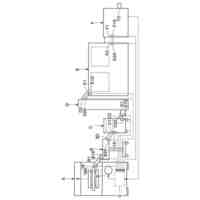
【解決手段】熱媒により温度制御される熱板11を備えたホットプレス装置12と該ホットプレス装置12に熱媒を供給する温度制御装置13を備えたホットプレスシステム14の温度制御方法において、温度制御装置13には熱媒を冷却するクーラ部31と熱媒を加熱するヒータ部32とが備えられ、ホットプレス装置12の熱板11から排出された熱媒をクーラ部31を経由してヒータ部32に送り、ヒータ部32の冷却を行う。
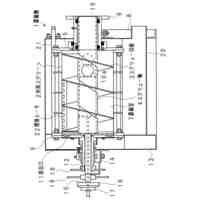
【選択図】図2
特許請求の範囲
【請求項1】
熱媒により温度制御される熱板を備えたホットプレス装置と該ホットプレス装置に熱媒を供給する温度制御装置を備えたホットプレスシステムの温度制御方法において、
前記温度制御装置には熱媒を冷却するクーラ部と熱媒を加熱するヒータ部とが備えられ、
ホットプレス装置の熱板から排出された熱媒をクーラ部を経由してヒータ部に送り、ヒータ部の冷却を行うホットプレスシステムの温度制御方法。
続きを表示(約 440 文字)
【請求項2】
ホットプレス装置の冷却工程において熱板に送る熱媒油が所定の温度に降温されるかまたは冷却工程において所定の時間となるまでクーラ部を経由してヒータ部に熱媒を送り、その後はヒータ部への熱媒の供給を停止する請求項1に記載のホットプレスシステムの温度制御方法。
【請求項3】
熱媒により温度制御される熱板を備えたホットプレス装置と該ホットプレス装置に熱媒を供給する温度制御装置を備えたホットプレスシステムにおいて、
前記温度制御装置には熱媒を冷却するクーラ部と熱媒を加熱するヒータ部とが備えられるとともに、
前記クーラ部を経由した熱媒を熱板またはヒータ部に選択的に送ることが可能なバルブが備えられたホットプレスシステム。
【請求項4】
クーラ部からヒータ部を経由して熱板に熱媒が送られる専用の管路と、クーラ部からヒータ部を経由しないで熱板に熱媒が送られる専用の管路が備えられた請求項3に記載のホットプレスシステム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱媒により温度制御される熱板を備えたホットプレス装置と該ホットプレス装置に熱媒を供給する温度制御装置を備えたホットプレスシステムの温度制御方法およびホットプレスシステムに関するものである。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
熱媒により温度制御される熱板を備えたホットプレス装置と該ホットプレス装置に熱媒を供給する温度制御装置を備えたホットプレスシステムにおいて、温度制御装置に熱媒を冷却するクーラ部と熱媒を加熱するヒータ部とを備えたものとしては特許文献1と特許文献2に記載されたものが知られている。特許文献1については「発明の詳細な説明」の段落番号[0030]および[図1]に示されるように、上流側管路34を流れる熱媒を外部ヒータシステム32とクーラ39のどちらに送るのかを三方切換弁SV34により切り換える。そして段落番号[0040]および[図2]のフローチャートに記載されるように、熱盤冷却の際には、三方切換弁SV34を切り換えて上流側管路34を流れる熱媒がクーラ39に向かうようにして熱盤を冷却する。また特許文献2については「発明の詳細な説明」の段落番号[0011]に記載されるように冷却工程においては、冷却用三方弁の弁開度をAポート側からBポート側の限度位置まで急速に変移させてクーラを通じて熱板に熱媒を送ることが記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2010-264477号公報
特開2000-289043号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら前記特許文献1、特許文献2はいずれも、ホットプレス装置の昇温工程と冷却工程におけるクーラとヒータを用いた温度制御について十分な記載がされていないものであった。取り分け、ヒータ内の熱媒が冷却されないまま次回の加圧成形開始時まで滞留される問題や、次回の加圧成形の昇温制御との関係については何ら考慮されていなかった。そのためヒータ内の熱媒が高温のまま維持される場合には熱媒の劣化が早まるか、または次回のホットプレス装置による加圧成形開始時に温度制御装置のヒータから想定以上の温度の熱媒が送られて昇温制御が安定しないなどの問題があった。または昇温工程の省エネルギー化が十分に実施できないなどの問題があった。
【0005】
そこで本発明では、ホットプレス装置の熱板に送られる熱媒の長寿命化、ホットプレス装置の温度制御の安定化、ホットプレス装置の省エネルギー化の少なくとも一つを適切に行うことを可能としたホットプレスシステムの温度制御方法およびホットプレスシステムの温度制御装置を提供することを目的とする。その他の課題と新規な特徴は、本明細書の記述および添付図面から明らかになるであろう。
【課題を解決するための手段】
【0006】
本発明の請求項1に記載のホットプレスシステムの温度制御方法は、熱媒により温度制御される熱板を備えたホットプレス装置と該ホットプレス装置に熱媒を供給する温度制御装置を備えたホットプレスシステムの温度制御方法において、前記温度制御装置には熱媒を冷却するクーラ部と熱媒を加熱するヒータ部とが備えられ、ホットプレス装置の熱板から排出された熱媒をクーラ部を経由してヒータ部に送り、ヒータ部の冷却を行うことを特徴とする。
【発明の効果】
【0007】
本発明のホットプレスシステムの温度制御方法は、熱媒により温度制御される熱板を備えたホットプレス装置と該ホットプレス装置に熱媒を供給する温度制御装置を備えたホットプレスシステムの温度制御方法において、前記温度制御装置には熱媒を冷却するクーラ部と熱媒を加熱するヒータ部とが備えられ、ホットプレス装置の熱板から排出された熱媒をクーラ部を経由してヒータ部に送り、ヒータ部の冷却を行うので、ホットプレスシステムのホットプレス装置の熱板に送られる熱媒の長寿命化、ホットプレス装置の温度制御の安定化、ホットプレス装置の省エネルギー化の少なくとも一つを適切に行うことが可能となる。また本発明のホットプレスシステムも同様の効果を奏する。
【図面の簡単な説明】
【0008】
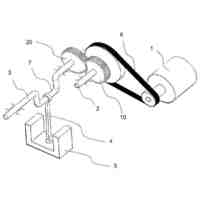
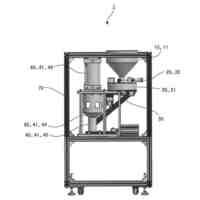
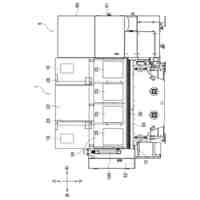
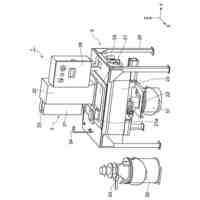
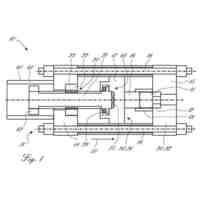
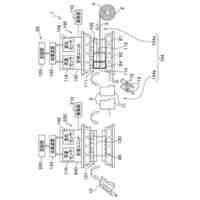
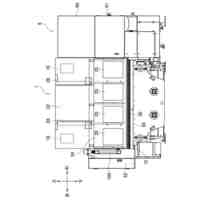
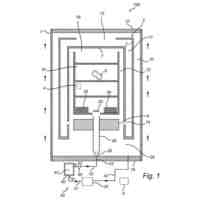
本実施形態のホットプレスシステムを構成するホットプレス装置と温度制御装置の概略説明図である。
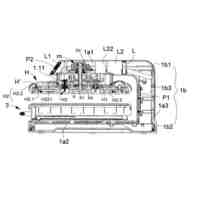
本実施形態のホットプレスシステムの温度制御装置の要部の概略図である。
本実施形態のホットプレスシステムの加圧成形時の温度制御を示すグラフである。
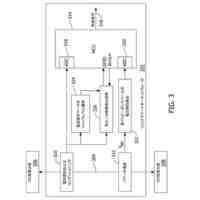
本実施形態のホットプレスシステムの温度制御方法を示すフローチャート図である。
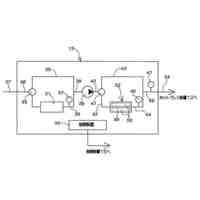
別の実施形態のホットプレスシステムの温度制御装置の要部の概略図である。
【0009】
以下、具体的な実施の形態について、図面を参照しながら詳細に説明する。ただし、以下の実施の形態に限定される訳ではない。また、説明を明確にするため、以下の記載及び図面は、適宜簡略化されている。また、図面が煩雑にならないように、ハッチングが省略されている部分がある。
【0010】
<ホットプレスシステム>
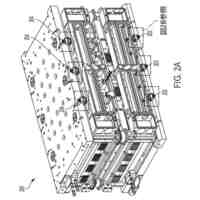
本実施形態の熱媒により温度制御される熱板11を備えたホットプレスシステム14と、該ホットプレスシステム14に熱媒を供給する温度制御装置13を備えたホットプレスシステム14について、図1および図2を参照して説明する。本実施形態のホットプレスシステム14は、熱媒によりホットプレス装置12の熱板11の加熱と冷却を行うものである。本発明においてホットプレスシステム14とは、ホットプレス装置12と温度制御装置13、またはそれらを作動させる制御装置15等を含むシステム全体を指す。ホットプレス装置12は、上固定盤16と下可動盤17の間に複数の被加熱部である熱板11が複数枚配置されている。熱板11の枚数の最低限度は2枚であり、一例として2枚~20枚の範囲で熱板が垂直方向に平行に配置される。下可動盤17の下側には油圧機構29により作動される加圧シリンダ18のラム18aが固定され、ラム18aを昇降させることにより下可動盤17に固定された熱板11が昇降可能となっている。そして前記下可動盤17に固定された熱板11の更なる上昇に伴って中間の各熱板11も上固定盤16に固定された熱板11に向けて上昇可能となっている。本実施形態のホットプレス装置12は、チャンバ19内に収納され、チャンバ19内を真空状態(減圧状態)としてプレス成形可能となっているが、チャンバを備えないものでもよい。また高温対応のホットプレス装置12では、積層成形品Pの酸化防止などの目的で窒素ガス等の不活性ガスの供給装置を備えたものでもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
太陽工業株式会社
プレス装置
4か月前
株式会社石垣
ドラム型濃縮機
1か月前
株式会社ジャノメ
電動プレス装置
3か月前
株式会社和田機械
食品原料の裏ごし機
4か月前
株式会社プロテリアル
成形装置および弓形磁石
1か月前
住友重機械工業株式会社
プレス装置
1か月前
ユーエスウラサキ株式会社
微粒体圧縮装置
4か月前
株式会社神戸製鋼所
加圧装置
5か月前
株式会社アマダ
曲げ加工機
2か月前
新東工業株式会社
粉塵固化システム
1か月前
株式会社菊水製作所
回転式粉体圧縮成形機の制御装置
4か月前
エスエムエス グループ ゲーエムベーハー
押出プレス機
12日前
株式会社神戸製鋼所
等方圧加圧装置および等方圧加圧方法
1か月前
アイダエンジニアリング株式会社
ワーク保持ツールの交換支持装置
2か月前
トヨタ紡織株式会社
プレス加工装置
2か月前
日本特殊陶業株式会社
成形型
2か月前
株式会社日本製鋼所
ホットプレスシステムの温度制御方法およびホットプレスシステム
4か月前
株式会社栗本鐵工所
測定波形表示装置およびプログラム
3か月前
JFEスチール株式会社
塊成体の製造装置およびその制御方法
4か月前
株式会社エイチワン
金属加工方法および金属加工システム
4か月前
株式会社アマダ
曲げ加工機
1日前
アイダエンジニアリング株式会社
プレス機械及びプレス機械の画像監視方法
3か月前
株式会社アマダ
プレスシステム及びプレスシステムの制御方法
5か月前
エスエムエス グループ ゲーエムベーハー
絶縁ダイプレート、鍛造プレス、及びセラミック絶縁体
5か月前
冨士発條株式会社
プレスシステム、トランスファプレスシステム、トランスファ装置、及び金型
3か月前
湖南肆玖科技有限公司
自動圧力熱転写プレス機
4か月前
ザ・ボーイング・カンパニー
ホットボックス交換能力及びその方法
1か月前
キンタス・テクノロジーズ・エービー
プレス装置における方法
1か月前
シューラー プレッセン ゲーエムベーハー
工具ユニット、工具ユニットを保持するプレス機、工具ユニットをプレス機のホルダ内に作動可能に配置する方法
3か月前
アーベーベー・シュバイツ・アーゲー
ソリッドステートサーキットブレーカのための故障電流検出
3か月前
スマートゲート株式会社
即時割引システム
5か月前
シプルメット・ゲーエムベーハー
治療用ペプチド及び治療用タンパク質の経粘膜送達のための薬学的組成物
1か月前
オムロン株式会社
モータ監視センサ
2か月前
ミルウォーキー エレクトリック ツール コーポレイション
バッテリパック
4か月前
国立大学法人島根大学
超音波用探触子
4か月前
イムチェック セラピューティクス エスエーエス
抗BTN3A抗体及びがん又は感染性障害の処置におけるその使用
3か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ