TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024026297
公報種別
公開特許公報(A)
公開日
2024-02-28
出願番号
2023206465,2021559309
出願日
2023-12-06,2020-04-06
発明の名称
工具ユニット、工具ユニットを保持するプレス機、工具ユニットをプレス機のホルダ内に作動可能に配置する方法
出願人
シューラー プレッセン ゲーエムベーハー
,
Schuler Pressen GmbH
代理人
弁理士法人太陽国際特許事務所
主分類
B30B
15/02 20060101AFI20240220BHJP(プレス)
要約
【課題】本発明は、例えば円形ブランク材から硬貨をエンボス加工するエンボスプレス機に関する。
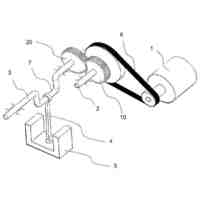
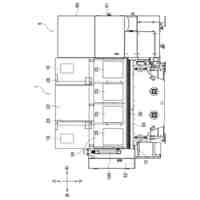
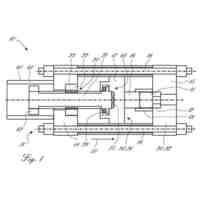
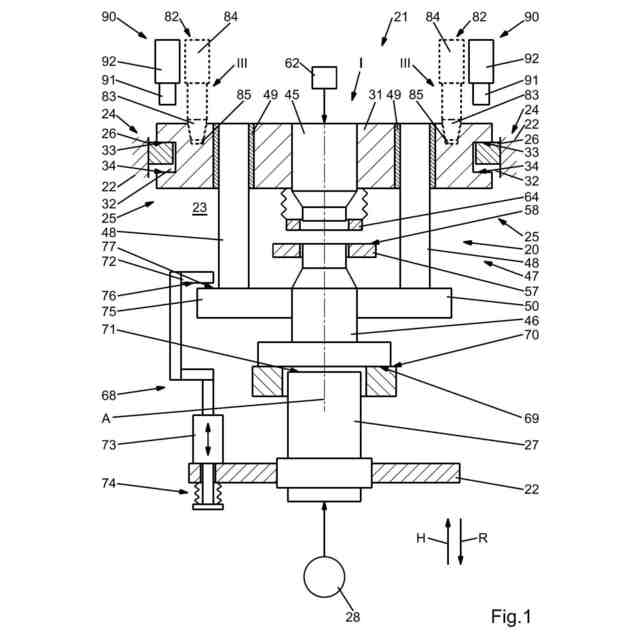
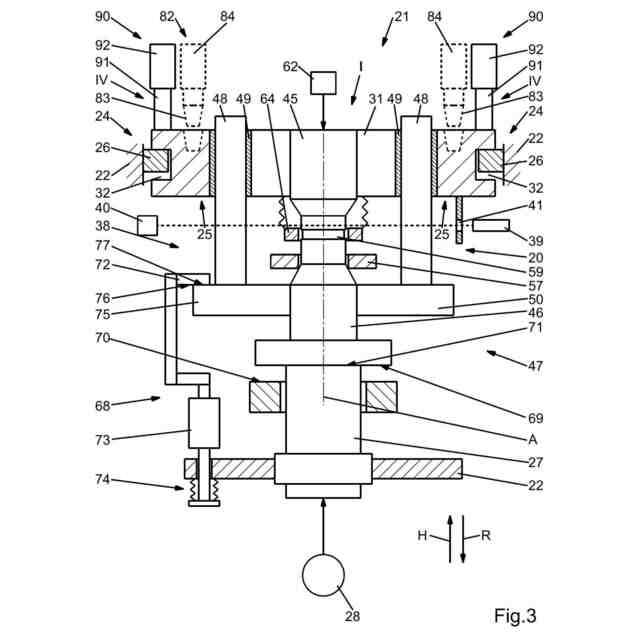
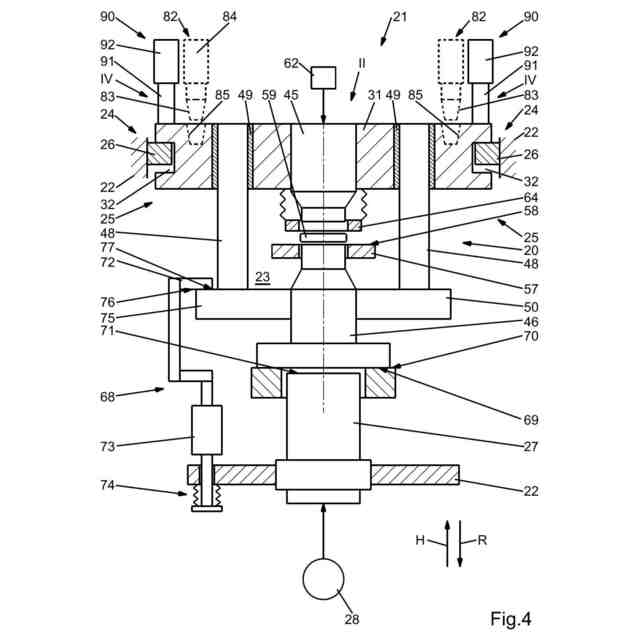
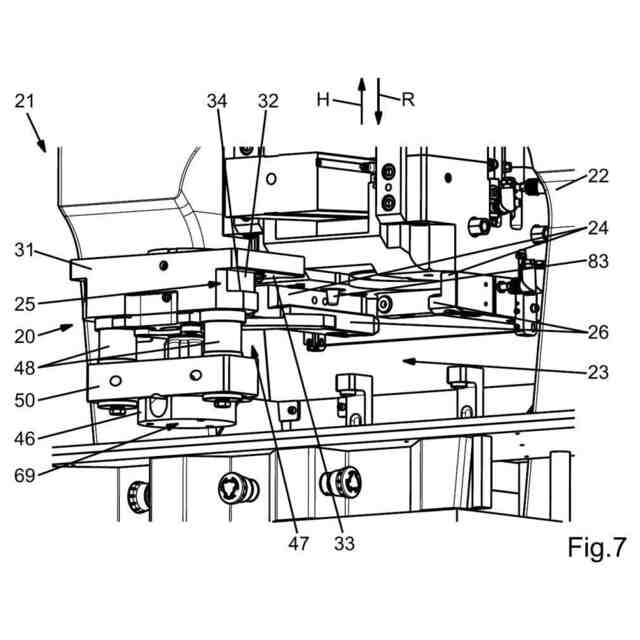
【解決手段】金型ユニット(20)は、プレス機(21)の短いダウンタイムで迅速な金型の交換を行うように、プレス機(21)のレセプタクル(23)への挿入又は取り外しを簡単かつ迅速に行える。金型ユニットは、金型キャリア(31)の金型軸(A)に沿って配置された第1の金型(45)及び第2の金型(46)を有する。第2の金型(46)は、プレス機(21)のガイド装置とは独立して、金型ガイド(47)によりガイドされて金型キャリア(31)及び第1の金型(45)に対して移動できる。プレス機(21)の作動が別の金型ユニットとの間で進行すると同時に、このような金型ユニットをプレス機の外で準備し、セットアップできる。準備された金型ユニットは、必要に応じて使用中の金型ユニットと交換される。
【選択図】図1
特許請求の範囲
【請求項1】
円形ブランク材(59)を成形するプレス機(21)であって、
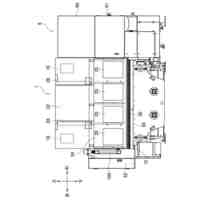
第1の工具(45)と、前記第1の工具(45)に向かうストローク方向(H)及び前記第1の工具(45)から離れるバックストローク方向(R)に移動可能に支持される第2の工具(46)とを備えた交換可能な工具ユニット(20)を内部に保持するホルダ(23)を有し、
前記プレス機(21)に対して前記工具ユニット(20)の位置決め及び/又は位置合わせを行うために、前記工具ユニット(20)に対応付けられた1つの位置決め凹部(85)とそれぞれ協働する少なくとも1つの位置決め部(83)を備えた位置決め装置(82)を有し、
前記ホルダ(23)内に配置された前記工具ユニット(20)をクランプするように構成されたクランプ装置(90)を有するプレス機(21)。
続きを表示(約 1,000 文字)
【請求項2】
前記第2の工具(46)を前記プレス機(21)のラム(27)と結合することで、少なくとも前記ラム(27)の移動領域において前記ラム(27)の動きが前記第2の工具(46)に伝達されるように構成された結合装置(68)が設けられている、
請求項1に記載のプレス機(21)。
【請求項3】
前記結合装置(68)は、前記ラム(27)に向かう結合力によって前記第2の工具(46)を前記バックストローク方向(R)に付勢するように構成されていることを特徴とする、請求項2に記載のプレス機。
【請求項4】
停止面(70)が設けられており、前記第2の工具(46)が休止位置にある場合に、前記第2の工具(46)は前記クランプ装置(90)のクランプ力によって前記停止面(70)に付勢されている、
請求項3に記載のプレス機。
【請求項5】
前記結合装置(68)は、工具軸(A)を横切る前記ラム(27)の横方向の動き、及び/又は前記工具軸(A)に対する前記ラム(27)の傾動を可能にするように構成されている、
請求項2~請求項4の何れか1項に記載のプレス機。
【請求項6】
プレス機(21)のプレスフレーム(22)のホルダ(23)内に工具ユニット(20)を作動可能に配置する方法であって、
前記工具ユニット(20)を前記プレス機(21)の前記ホルダ(23)に挿入する工程と、
位置決め装置(82)によって前記工具ユニット(20)を前記プレスフレーム(22)に対して位置決め及び/又は位置合わせする工程であって、前記位置決め装置(82)の少なくとも1つの位置決め部(83)が前記工具ユニット(20)に対応付けられた位置決め凹部(85)内に突出する前記工程と、
前記工具ユニット(20)をクランプ装置(90)によって前記プレスフレーム(22)にクランプする工程と、
前記少なくとも1つの位置決め部(83)を前記工具ユニット(20)の前記位置決め凹部(85)から退避させる工程と、
を含む方法。
【請求項7】
前記工具ユニット(20)は第1の工具(45)と第2の工具(46)とを含み、前記第2の工具(46)は、前記工具ユニット(20)を前記プレスフレーム(22)に対して位置決め及び/又は位置合わせした後に、結合装置(68)によって前記プレス機(21)のラム(27)と移動可能に結合される、
請求項6に記載の方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス機用の工具ユニット、そのような工具ユニットを保持するホルダを備えたプレス機、及び工具ユニットをプレス機に作動可能な状態に配置する方法に関する。この方法は、実際に使用されている工具ユニットを別の工具ユニットと交換することも含む。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特に、硬貨、メダル、円形ブランク材、又は他の板状ブランク材をエンボス加工するエンボスプレス機などの高速作動プレス機では、ブランク材、特に円形ブランク材を成形する工具の交換や工具の装着に非常に時間がかかる。特に硬貨の鍛造の際には、硬貨やメダルに施す必要のあるフィリグリー構造のために、エンボス加工工具を互いに対して向きを揃えなければならない。このため、プレス機の作動前の工具の装着にはかなりの時間がかかる。また、作動中に工具に摩耗が生じると、プレス機を停止して工具を交換し、工具の再調整を行ってから作動を再開しなければならない場合がある。そのため、従来使用されてきたエンボスプレス機のダウンタイムは比較的長かった。
【0003】
鍛造プレス機は、例えばDE 26 28 855 C2から公知である。これは、雌型(第1の工具)用のホルダと、雄型(第2の工具)を支持するラムとを含む。第1の工具用のホルダには、クランプ状態で第1の工具のための中空スペースを形成する半円形のくぼみが形成されている。これら2つの工具は別々に交換可能であり、最適なエンボス加工の結果が得られるようにプレス機の始動時に互いに対して向きを揃えることが必要である。
【0004】
DE 10 2015 010 489 A1には、工具キャリアを有する鍛造プレス機が
記載されている。工具キャリアには摺動面がある。交換のために、1つ又は複数の工具をガイドしてこの摺動面上に摺動可能に支持することが可能である。
【発明の概要】
【発明が解決しようとする課題】
【0005】
公知の従来技術から始まり、本発明の目的を、プレス機の短いダウンタイムで挿入又は取り外しが可能な工具ユニット、特にエンボスプレス機用の工具ユニットを提供することである。
【課題を解決するための手段】
【0006】
この目的は、請求項1の特徴を有する工具ユニット、請求項11の特徴を有するプレス、及び請求項16の特徴を有する方法によって解決される。
【0007】
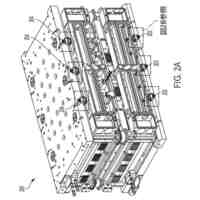
本発明のプレス機用の工具ユニットは、プレス機と交換可能に接続されるように構成された工具キャリアを有する。特に、工具キャリアは、プレス機のプレスフレームに設けられたホルダに配置、位置決め及び/又は向きが揃えられ、プレスフレームに着脱可能に取り付けられるよう構成される。工具ユニットは、プレス機への配置やプレス機からの取り外しのために一様に取り扱うことのできるユニットを形成する。
【0008】
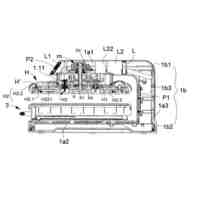
工具ユニットは、第1の工具及び第2の工具を有する。これら2つの工具は、共通の工具軸と位置合わせされて配置される。これら2つの工具は、工具軸Aに対して同軸に配置される。
【0009】
工具ユニットは、工具ガイド装置を含み、これにより、第2の工具は工具軸に沿ってガイドされて工具キャリアに対して移動可能に支持される。これにより、第2の工具は、第1の工具に向かうストローク方向と、このストローク方向とは反対の第1の工具から離れるバックストローク方向とに移動することができる。したがって、これら2つの工具は互いに対して向きが揃えられ、工具ユニット自体によってガイドされる。工具ユニットがプレス機に挿入されると、第2の工具を結合装置によってプレス機のラムと結合することができ、これにより、ラムの動きが第2の工具に伝達され、よってストローク方向のストローク又はバックストローク方向のバックストロークを開始することができる。
【0010】
これら2つの工具はすでに工具ユニット内で互いに対して移動可能にガイドされ、向きが揃えられるため、工具のプレス機への挿入及びプレス機からの取り外しが著しく簡単になる。工具ユニットは、本体内のモジュール又はユニットとして取り扱われ、これにより、プレス機内での2つの工具の互いに対する面倒な位置合わせが省略される。従来公知のプレス機、特にエンボスプレス機とは異なり、第2の工具はラムのガイド装置を使用しないが、工具ユニットは第2の工具用に別個の独自の工具ガイド装置を有する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
太陽工業株式会社
プレス装置
5か月前
株式会社石垣
ドラム型濃縮機
2か月前
株式会社ジャノメ
電動プレス装置
4か月前
株式会社和田機械
食品原料の裏ごし機
5か月前
株式会社プロテリアル
成形装置および弓形磁石
2か月前
住友重機械工業株式会社
加圧装置
16日前
有限会社天野製作所
人力プレス機
20日前
住友重機械工業株式会社
プレス装置
2か月前
ユーエスウラサキ株式会社
微粒体圧縮装置
5か月前
株式会社アマダ
曲げ加工機
2か月前
新東工業株式会社
粉塵固化システム
2か月前
住友重機械工業株式会社
プレス装置及びプレス方法
20日前
株式会社菊水製作所
回転式粉体圧縮成形機の制御装置
4か月前
エスエムエス グループ ゲーエムベーハー
押出プレス機
1か月前
株式会社神戸製鋼所
等方圧加圧装置および等方圧加圧方法
1か月前
アイダエンジニアリング株式会社
ワーク保持ツールの交換支持装置
3か月前
トヨタ紡織株式会社
プレス加工装置
2か月前
日本特殊陶業株式会社
成形型
2か月前
ニデックドライブテクノロジー株式会社
プレス装置及びプレス調整方法
15日前
株式会社栗本鐵工所
測定波形表示装置およびプログラム
3か月前
株式会社日本製鋼所
ホットプレスシステムの温度制御方法およびホットプレスシステム
5か月前
JFEスチール株式会社
塊成体の製造装置およびその制御方法
4か月前
株式会社エイチワン
金属加工方法および金属加工システム
4か月前
株式会社アマダ
曲げ加工機
22日前
アイダエンジニアリング株式会社
プレス機械及びプレス機械の画像監視方法
3か月前
パナソニックIPマネジメント株式会社
加工精度の判定方法および判定モデルの学習方法
7日前
住友重機械工業株式会社
プレス装置、プレス装置の異常検知方法及び異常検知プログラム
16日前
株式会社ジャノメ
電動プレス並びに評価領域設定装置、方法、およびプログラム
6日前
冨士発條株式会社
プレスシステム、トランスファプレスシステム、トランスファ装置、及び金型
4か月前
湖南肆玖科技有限公司
自動圧力熱転写プレス機
5か月前
ザ・ボーイング・カンパニー
ホットボックス交換能力及びその方法
2か月前
フェッテ コンパクティング ゲーエムベーハー
回転プレス機の加圧パンチの状態を評価する方法および回転プレス機
16日前
キンタス・テクノロジーズ・エービー
プレス装置における方法
1か月前
シューラー プレッセン ゲーエムベーハー
工具ユニット、工具ユニットを保持するプレス機、工具ユニットをプレス機のホルダ内に作動可能に配置する方法
3か月前
アーベーベー・シュバイツ・アーゲー
ソリッドステートサーキットブレーカのための故障電流検出
3か月前
株式会社日本総合研究所
アセスメント業務支援装置およびその制御方法ならびにプログラム
1日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ