TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024078431
公報種別
公開特許公報(A)
公開日
2024-06-10
出願番号
2023198157
出願日
2023-11-22
発明の名称
回転プレス機の加圧パンチの状態を評価する方法および回転プレス機
出願人
フェッテ コンパクティング ゲーエムベーハー
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B30B
11/08 20060101AFI20240603BHJP(プレス)
要約
【課題】本発明は、回転プレス機の加圧パンチの状態を評価する方法に関する。
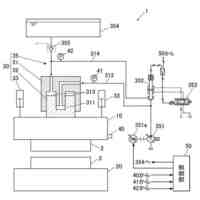
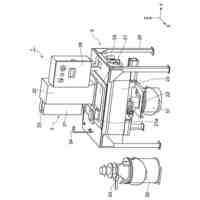
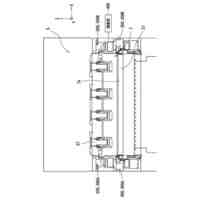
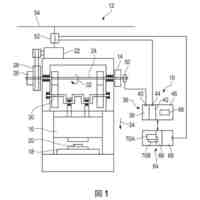
【解決手段】この回転プレス機は、ロータリ・ドライブを用いて回転可能なロータを備え、上部加圧パンチ用の上部パンチ・ガイドと、下部加圧パンチ用の下部パンチ・ガイドと、パンチ・ガイド間に配置されているダイプレートとを備える。さらに充填装置を備え、粉体材料がダイプレートのキャビティに充填される。回転プレス機は上部圧力ローラと下部圧力ローラとを有する圧力装置を備え、これらはダイプレートのキャビティに粉体材料を圧入するために、上部加圧パンチおよび下部加圧パンチと相互作用する。この方法は粉体材料を加圧する間に、圧力装置に配置された圧力センサによって上部および/または下部の加圧パンチの圧力推移を測定し、評価装置が測定された圧力の推移の状態解析を行い、それに基づいて上部および/または下部の加圧パンチの状態を個別に評価することを含む。
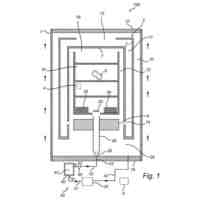
【選択図】図1
特許請求の範囲
【請求項1】
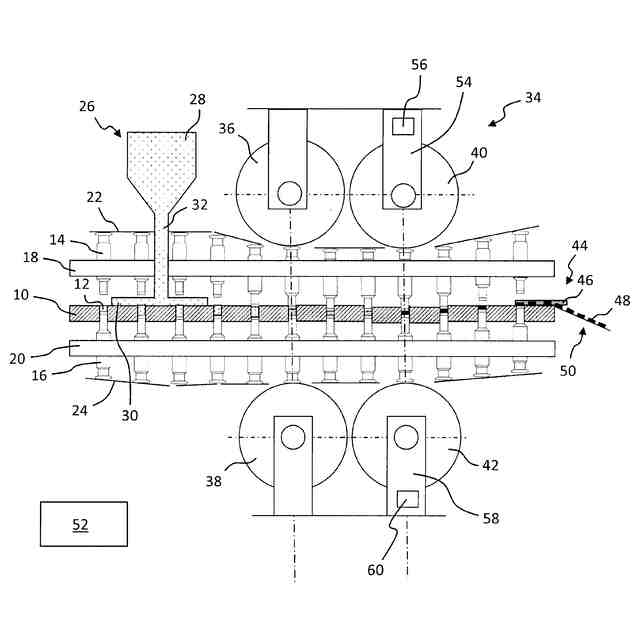
回転プレス機の加圧パンチ(14,16)の状態を評価する方法であって前記回転プレス機は、ロータリ・ドライブを用いて回転可能なロータを備え、前記ロータは上部加圧パンチ(14)用の上部パンチ・ガイド(18)と、下部加圧パンチ(16)用の下部パンチ・ガイド(20)と、前記パンチ・ガイド(18,20)間に配置されているダイプレート(10)とを備え、前記加圧パンチ(14,16)は前記ダイプレート(10)のキャビティ(12)と相互作用し、前記回転プレス機はさらに、充填装置(26)を備え、これを用いて加圧される予定の粉体材料が前記ダイプレート(10)の前記キャビティ(12)に充填され、前記回転プレス機は圧力装置(34)を備え、前記圧力装置(34)は上部圧力ローラ(40)と下部圧力ローラ(42)とを有し、これらは前記ダイプレート(10)の前記キャビティ(12)に前記粉体材料を圧入するために、動作中に前記上部加圧パンチ(14)および前記下部加圧パンチ(16)と相互作用するものであって、前記方法は、
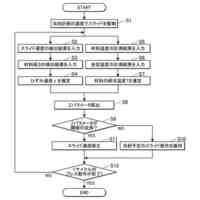
?前記粉体材料を加圧する間に、前記圧力装置(34)に配置された圧力センサ(56,60)によって前記上部および/または下部の加圧パンチ(14,16)の圧力推移(62,64,66)を測定することと、
?評価装置(52)が、測定された圧力推移(62,64,66)の状態解析を行い、その状態解析に基づいて前記上部および/または下部の加圧パンチ(14,16)の状態を個別に評価することと、を含む、方法。
続きを表示(約 1,200 文字)
【請求項2】
前記状態解析が、前記測定された圧力推移(62,64,66)と少なくとも1つの基準圧力推移(62)との比較を含むことを特徴とする、請求項1に記載の方法。
【請求項3】
前記評価装置(52)が、前記状態解析の範囲内で、それぞれ評価された加圧パンチ(14,16)の摩耗の基準として、それぞれ測定された圧力推移(62,64,66)の幅を考慮することを特徴とする、請求項1または2のいずれか一項に記載の方法。
【請求項4】
前記評価装置(52)が、前記状態解析の範囲内で、それぞれ評価された加圧パンチ(14,16)の摩耗の基準として、それぞれ測定された圧力推移(62,64,66)の最大値の大きさを考慮することを特徴とする、請求項1から3のいずれか一項に記載の方法。
【請求項5】
前記評価装置(52)が、前記状態解析の範囲内で、それぞれ評価された加圧パンチ(14,16)の摩耗の基準として、それぞれ測定された圧力推移(62,64,66)の複数の最大値の存在および/または複数の最大値間の距離を考慮することを特徴とする、請求項1から4のいずれか一項に記載の方法。
【請求項6】
前記評価装置(52)が、前記状態解析の範囲内で、それぞれ評価された加圧パンチ(14,16)の摩耗の基準として、それぞれ測定された圧力推移(62,64,66)の上昇時点および/または下降時点を考慮することを特徴とする、請求項1から5のいずれか一項に記載の方法。
【請求項7】
前記評価装置(52)が、前記状態解析の範囲内で、それぞれ評価された加圧パンチ(14,16)の摩耗の基準として、それぞれ測定された圧力推移(62,64,66)の上昇および/または下降の勾配を考慮することを特徴とする、請求項1から6のいずれか一項に記載の方法。
【請求項8】
評価された加圧パンチ(14,16)の摩耗の増大が検出されると、前記評価装置(52)が警告メッセージを出力することを特徴とする、請求項1から7のいずれか一項に記載の方法。
【請求項9】
前記警告メッセージが、より摩耗した前記加圧パンチ(14,16)を洗浄および/または再処理するための提案、および/またはより摩耗した前記加圧パンチ(14,16)を新しい加圧パンチ(14,16)に交換するための提案、および/または前記回転プレス機の前記上部および/または下部の加圧パンチ(14,16)の組全体を新しい上部および/または下部加圧パンチ(14,16)の組に交換するための提案を含むことを特徴とする、請求項1から8のいずれか一項に記載の方法。
【請求項10】
前記警告メッセージが、前記より摩耗した加圧パンチ(14,16)と前記回転プレス機の別の加圧パンチ(14,16)との交換を含むことを特徴とする、請求項8または9のいずれか一項に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、回転プレス機の加圧パンチの状態を評価する方法に関する。この回転プレス機は、ロータリ・ドライブを用いて回転可能なロータを備え、このロータは上部加圧パンチ用の上部パンチ・ガイドと、下部加圧パンチ用の下部パンチ・ガイドと、このパンチ・ガイド間に配置されているダイプレートとを備える。加圧パンチはダイプレートのキャビティと相互作用する。回転プレス機はさらに、充填装置を備え、これを用いて加圧される予定の粉体材料がダイプレートのキャビティに充填される。回転プレス機は圧力装置を備え、圧力装置は上部圧力ローラと下部圧力ローラとを有し、これらはダイプレートのキャビティに粉体材料を圧入するために、動作中に上部加圧パンチおよび下部加圧パンチと相互作用する。
続きを表示(約 2,400 文字)
【0002】
本発明はまた、回転プレス機に関する。回転プレス機は、ロータリ・ドライブを用いて回転可能なロータを備え、このロータは上部加圧パンチ用の上部パンチ・ガイドと、下部加圧パンチ用の下部パンチ・ガイド、ならびにこのパンチ・ガイド間に配置されているダイプレートとを備える。加圧パンチはダイプレートのキャビティと相互作用する。回転プレス機はさらに、充填装置を備え、これを用いて加圧される予定の粉体材料がダイプレートのキャビティに充填される。回転プレス機は圧力装置を備え、圧力装置は上部圧力ローラと下部圧力ローラとを有し、これらはダイプレートのキャビティに粉体材料を圧入するために、動作中に上部加圧パンチおよび下部加圧パンチと相互作用する。
【0003】
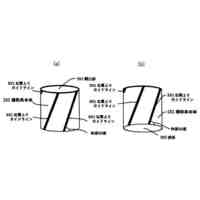
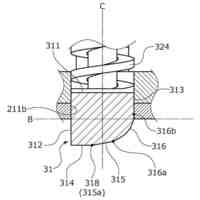
回転プレス機には、多数の上部および下部の加圧パンチが全体的に設けられており、これらはいずれも1つのダイプレートの1つのキャビティに対になって割り当てられている。回転プレス機の動作中、上部および下部の加圧パンチはダイプレートと共に回転し、これらの軸方向の運動は制御カムによって制御され、上部および下部のパンチ・ガイドによって案内される。回転している間、ダイプレートは回転プレス機のさまざまな装置、すなわち充填装置や圧力装置を通過する。充填装置では、加圧される粉体材料がダイプレートのキャビティに充填され、圧力装置では、粉体材料をたとえば錠剤などのペレットに圧入するために、上部および下部の加圧パンチが上部および下部の圧力ローラによってキャビティに圧入される。圧力装置の後、上部加圧パンチがキャビティから上方に案内され、キャビティ内で製造されたペレットは下部加圧パンチによってダイプレートの上面に押される。たとえばスクレーパによって、ついでペレットはダイプレートから回転プレス機の出力部に掻出され、そこからペレットがさらに処理されるために供給される。
【0004】
回転プレス機は高回転速度で、それに応じて高製造速度で動作する。多数の加圧プロセス の間、加圧パンチは摩耗してくる。特に、パンチヘッドと圧力ローラとの相互作用によって、パンチヘッドの鏡面領域が平坦となる可能性がある。このことは、加圧パンチの機能上の長さに影響するが、また製造プロセスやしたがってペレットの品質にも影響する。
【0005】
加圧パンチの状態は、たいてい目視検査によって評価される。しかし、このような加圧パンチの状態の評価方法は、不正確であり、加圧パンチを評価する操作者に依存する。加圧パンチの状態を評価し、該当する場合にはそれを交換するための適切な客観的基準を定義することは困難である。手作業による検査方法は、多大な時間を費やすことに結びつく。実際のところ、摩耗の増大などによる加圧パンチの不十分な状態は、製造上の問題が発生した場合や製造されたペレットの品質が不十分な場合にのみ、たいてい認識される。また、加圧パンチの圧力から加圧パンチの状態について結論を導くこともすでに提案されている。この目的のために、圧力装置に配置されているロードセルを用いて圧力を計測することが可能である。したがって、すべての加圧パンチの状態をリアルタイムに解析することは今のところ不可能である。
【0006】
国際特許公開第2021/058516号では、それぞれの加圧パンチに一体化されている計測装置を使用した加圧計測装置が提案されており、この計測装置はエネルギ的に自律して機能することを目的としている。これは、回転プレス機のロータの回転全体にわたって物理的性質または化学的性質を連続的に記録することができることを目的としている。というのは、計測装置は回転する加圧パンチに一体化しているため、回転プレス機の一箇所に定置式に配置されていないからである。国際特許公開第2021/058516号に不利として記載されているこの配置もまた、このような方法で避けることを意図しており、この配置では、圧力は圧力装置の圧力ローラで測定され、センサと加圧パンチの間にさらに要素が存在することを意味する。国際特許公開第2021/058516号が説明するのは、これらの中間要素は、強度と剛性が異なるために力の測定の品質に影響することである。
【0007】
しかし、国際特許公開第2021/058516号に記載されているように、個々の加圧パンチを計測装置に装備することは、多大な労力がかかりコストが高くなる。回転プレス機の加圧パンチは、金属、特にステンレス鋼から製造される。これにより、加圧パンチの安定性の望ましくない損失が伴わずに計測装置を加圧パンチに組み込むことは、非常に煩雑になる。同時に、加圧パンチの材質のために、計測装置から測定値を受信する装置への信号の伝達が著しく損なわれる。
【0008】
したがって、説明した先行技術により、本発明の目的は、冒頭に述べたタイプの方法および回転プレス機を提供することであり、これらを用いて、加圧パンチごとに高信頼性の方法で、客観的な基準に従って、特にリアルタイムに、ほとんど設計の手間とコストをかけずに、加圧パンチの状態解析を行うことができる。
【0009】
本発明は、独立請求項1および22によってこの目的を達成する。有利な実施形態は、独立請求項、明細書、および図面に見られる。
【0010】
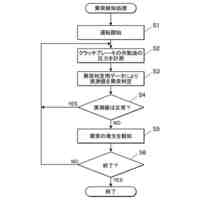
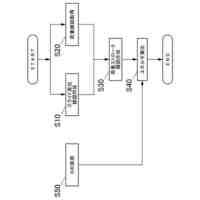
冒頭に述べたタイプの方法について、本発明は以下のステップによってこの目的を達成する。すなわち、
?粉体材料を加圧する間に、圧力装置に配置された圧力センサによって上部および/または下部の加圧パンチの圧力推移を測定し、
?評価装置が、測定された圧力推移の状態解析を行い、その状態解析に基づいて上部および/または下部の加圧パンチの状態を個別に評価する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
アルミ缶潰し補助具
1か月前
株式会社石垣
ドラム型濃縮機
5か月前
日機装株式会社
加圧装置
1か月前
新電元メカトロニクス株式会社
プレス装置
1か月前
住友重機械工業株式会社
加圧装置
3か月前
有限会社天野製作所
人力プレス機
3か月前
株式会社プロテリアル
成形装置および弓形磁石
5か月前
株式会社アマダ
曲げ加工機
1か月前
武州工業株式会社
揚げカス処理装置
15日前
住友重機械工業株式会社
プレス装置
5か月前
住友重機械工業株式会社
プレス装置
2か月前
村田機械株式会社
プレス機械及び制御方法
2か月前
株式会社アマダ
曲げ加工機
5か月前
ニデックドライブテクノロジー株式会社
プレス機
2か月前
新東工業株式会社
粉塵固化システム
5か月前
株式会社レゾナック
粉末フィーダー
2か月前
住友重機械工業株式会社
プレス装置及びプレス方法
3か月前
エスエムエス グループ ゲーエムベーハー
押出プレス機
4か月前
株式会社神戸製鋼所
等方圧加圧装置および等方圧加圧方法
5か月前
シチズンファインデバイス株式会社
粉末成形装置
29日前
トヨタ紡織株式会社
プレス加工装置
5か月前
日本特殊陶業株式会社
成形型
5か月前
ニデックドライブテクノロジー株式会社
プレス装置及びプレス調整方法
3か月前
小林工業株式会社
粉末成形装置および粉末成形体の製造方法
1日前
株式会社アマダ
曲げ加工機
3か月前
パナソニックIPマネジメント株式会社
加工精度の判定方法および判定モデルの学習方法
3か月前
住友重機械工業株式会社
プレス装置、プレス装置の異常検知方法及び異常検知プログラム
3か月前
株式会社ジャノメ
電動プレス並びに評価領域設定装置、方法、およびプログラム
3か月前
ピルツ ゲーエムベーハー アンド コー.カーゲー
制動力監視装置および方法
1か月前
株式会社寺岡精工
ペットボトル減容装置
1か月前
株式会社ジャノメ
判定枠自動生成装置、電動プレス、判定枠自動生成方法および判定枠自動生成プログラム
3か月前
ザ・ボーイング・カンパニー
ホットボックス交換能力及びその方法
5か月前
フェッテ コンパクティング ゲーエムベーハー
回転プレス機の加圧パンチの状態を評価する方法および回転プレス機
3か月前
株式会社理研計器奈良製作所
プレス成形のエネルギー算出プログラム、プレス成形のエネルギー算出方法及びプレス成形のエネルギー算出システム
1日前
キンタス・テクノロジーズ・エービー
プレス装置における方法
5か月前
株式会社日本総合研究所
アセスメント業務支援装置およびその制御方法ならびにプログラム
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ