TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024014479
公報種別
公開特許公報(A)
公開日
2024-02-01
出願番号
2022117331
出願日
2022-07-22
発明の名称
金属加工方法および金属加工システム
出願人
株式会社エイチワン
代理人
弁理士法人磯野国際特許商標事務所
主分類
B30B
15/00 20060101AFI20240125BHJP(プレス)
要約
【課題】製品となる材料の材料特性を実質的に計測して不良品の発生原因を絞り込んで生産性を向上させることができる金属加工方法および金属加工システムを提供する。
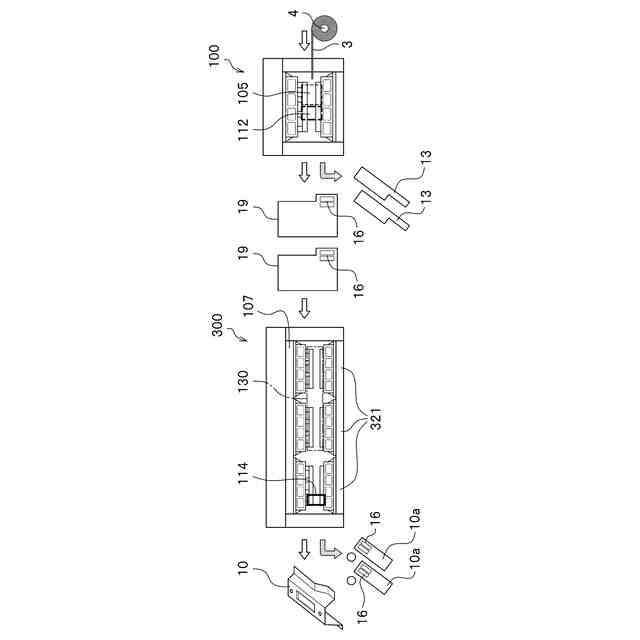
【解決手段】金属加工方法は、素材3を準備する準備工程S1を備える。素材3は、プレス成形されて製品となる成形対象部9と、最終的に切り離されてスクラップとなるスクラップ部12と、スクラップ部12に設けられて材料特性試験の対象となる試験体部16と、を一体に備える。金属加工方法は、成形対象部9とスクラップ部12とが切り離されていない状態で、試験体部16を押圧して材料特性試験を開始する材料特性試験工程S2と、材料特性試験工程S2の測定データを成形対象部9と関連付けて記録する記録工程S3と、成形対象部9とスクラップ部12とを切り離す切離し工程S4と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
プレス成形されて製品となる成形対象部と、前記成形対象部と最終的に切り離されてスクラップとなるスクラップ部と、前記スクラップ部に設けられて材料特性試験の対象となる試験体部と、を一体に備える素材を準備する準備工程と、
前記成形対象部と前記スクラップ部とが切り離されていない状態で、前記試験体部を押圧して材料特性試験を開始する材料特性試験工程と、
前記材料特性試験工程の測定データを前記成形対象部と関連付けて記録する記録工程と、
前記成形対象部と前記スクラップ部とを切り離す切離し工程と、
を備える金属加工方法。
続きを表示(約 1,200 文字)
【請求項2】
前記準備工程は、前記スクラップ部に所定形状の加工を施して前記試験体部を形成する試験体部形成工程を含む、
請求項1に記載の金属加工方法。
【請求項3】
前記試験体部形成工程、前記材料特性試験工程、前記切離し工程のうち少なくとも何れか二工程は、それぞれの工程に設置された各前記素材に対して、プレス加工機における一回のサイクルの間で実施される、
請求項2に記載の金属加工方法。
【請求項4】
前記試験体部形成工程、前記材料特性試験工程、前記切離し工程は、それぞれの工程に設置された各前記素材に対して、プレス加工機における一回のサイクルの間で実施される、
請求項2に記載の金属加工方法。
【請求項5】
前記成形対象部に対してプレス成形を行うプレス成形工程を備え、
前記材料特性試験工程は、前記プレス成形工程と同時に行われる、
請求項1に記載の金属加工方法。
【請求項6】
前記材料特性試験工程は、所定形状に形成された前記試験体部を押圧した際の反力または変形量のうち少なくとも何れか一方を測定データとして測定する、
請求項1又は請求項2に記載の金属加工方法。
【請求項7】
前記試験体部形成工程において、レーザー加工装置を用いて前記スクラップ部に前記試験体部を形成することを特徴とする請求項2に記載の金属加工方法。
【請求項8】
プレス成形されて製品となる成形対象部と、前記成形対象部と最終的に切り離されてスクラップとなるスクラップ部と、前記スクラップ部に設けられ材料特性試験の対象となる試験体部と、を一体に備える素材に対してプレス成形を行うプレス成形システムであって、
前記成形対象部と前記スクラップ部とが切り離されていない状態の前記試験体部を押圧して材料特性試験を行う材料特性試験部と、
前記材料特性試験部の測定データを前記成形対象部と関連付けて記録する記録部と、
前記記録部で記録した前記成形対象部と前記スクラップ部とを切り離す切離し部と、
前記素材に対して前記材料特性試験部及び前記切離し部を近接・離間させる駆動部と、
を備える金属加工システム。
【請求項9】
前記スクラップ部に所定形状の加工を施して前記試験体部を形成する試験体部形成部をさらに備え、
前記駆動部は、前記素材に対して前記試験体部形成部を近接・離間させる、
請求項8に記載の金属加工システム。
【請求項10】
前記試験体部形成部、前記材料特性試験部、前記切離し部のうち少なくともニつでは、前記駆動部による一回のサイクルの間で、それぞれに設置された各前記素材に対してそれぞれ試験または加工を実施する、
請求項9に記載の金属加工システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属加工方法および金属加工システムに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来の金属加工を行うプレス加工装置は、板状の金属材料を加圧して製品に成形する金型を有する加圧部と、加圧部の状態を計測するセンサと、センサで計測された検査データを処理する処理部と、を備えている。たとえば、処理部は、計測された検査データからプレス加工装置の劣化の傾向を判断する(特許文献1等参照)。
【先行技術文献】
【特許文献】
【0003】
特開2019-107690号
【発明の概要】
【発明が解決しようとする課題】
【0004】
コイル材等の長尺の金属材料を用いて複数の製品を成形する場合、同一規格範囲内の材料であっても強度や伸び等の材料特性に差が生じることにより不良品が発生することがある。
しかしながら、不良品の発生原因が金型にあるのか、加圧の問題であるのか、あるいは材料そのものの特性にあるのかについて、究明することは困難である。
【0005】
本発明は、製品となる材料の材料特性を実質的に計測して不良品の発生原因を絞り込んで生産性を向上させることができる金属加工方法および金属加工システムを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の金属加工方法は、プレス成形されて製品となる成形対象部と、成形対象部と最終的に切り離されてスクラップとなるスクラップ部と、スクラップ部に設けられて材料特性試験の対象となる試験体部と、を一体に備える素材を準備する準備工程を備える。金属加工方法は、成形対象部とスクラップ部とが切り離されていない状態で、試験体部を押圧して材料特性試験を開始する材料特性試験工程を備える。そして金属加工方法は、材料特性試験工程の測定データを成形対象部と関連付けて記録する記録工程と、成形対象部とスクラップ部とを切り離す切離し工程と、を備える。
【発明の効果】
【0007】
本発明によれば、製品となる材料の材料特性を実質的に計測して不良品の発生原因を絞り込んで生産性を向上させることができる金属加工方法および金属加工システムが提供される。
【図面の簡単な説明】
【0008】
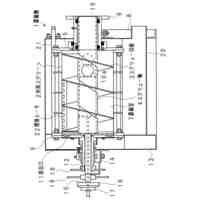
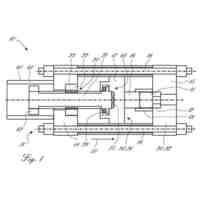
本発明の第一実施形態における金属加工方法および金属加工システムで、基本的な工程を示す模式的な側面図である。
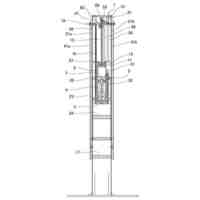
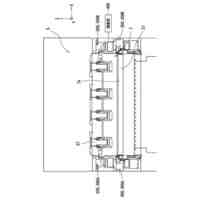
金属加工システムに備わる主な工程を説明した模式的な側面図である。
金属加工方法の各工程同士の関連を説明するブロック図である。
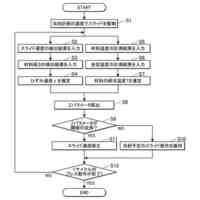
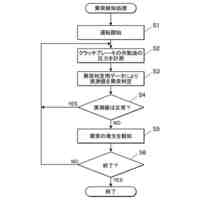
金属加工方法の各工程を順序に沿って説明するフローチャートである。
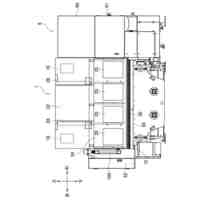
本発明の第二実施形態の金属加工方法および金属加工システムの工程を示し図1に相当する模式的な側面図である。
本発明の第三実施形態の金属加工方法および金属加工システムの工程を示し模式的な側面図である。
本発明の第四実施形態の金属加工方法および金属加工システムの工程を示し、模式的な側面図である。
本発明の第五実施形態の金属加工方法および金属加工システムの工程を示し、模式的な側面図である。
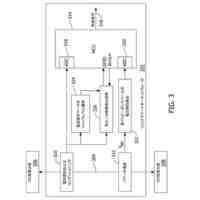
本発明の第六実施形態の金属加工方法および金属加工システムの工程を示すブロック図である。
第六実施形態の金属加工方法および金属加工システムの工程を示す模式的な側面図である。
第七実施形態の金属加工方法および金属加工システムの工程を説明する模式的な側面図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施形態の金属加工方法および金属加工システムについて、適宜図面を参照しながら説明する。なお、以下の各図面では、主に各部分間の配置関係を模式的に示している。このため、各部分が示す相対的な大きさは、実際と相違する場合がある。また、同一の構成要素には同一の符号を付し重複する説明を省略する。
【発明を実施するための形態】
第一実施形態
【0010】
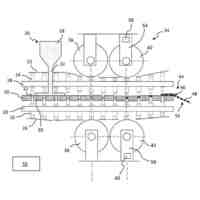
第一実施形態の金属加工システム1は、図1に示すように、金属製の原材料を保持するアンコイラー4と、第一のプレス加工機100と、第二のプレス加工機200と、搬送部104と、を主に備えている。
金属加工システム1のアンコイラー4は、回転自在な円筒状の筒体を有している。筒体には、原材料としての金属製のコイル材2が巻付けられている。アンコイラー4から引き出されたコイル材2は、展開されて平板状の素材3となる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
株式会社石垣
ドラム型濃縮機
2か月前
株式会社プロテリアル
成形装置および弓形磁石
2か月前
住友重機械工業株式会社
加圧装置
16日前
有限会社天野製作所
人力プレス機
20日前
住友重機械工業株式会社
プレス装置
2か月前
株式会社アマダ
曲げ加工機
2か月前
新東工業株式会社
粉塵固化システム
2か月前
住友重機械工業株式会社
プレス装置及びプレス方法
20日前
エスエムエス グループ ゲーエムベーハー
押出プレス機
1か月前
株式会社神戸製鋼所
等方圧加圧装置および等方圧加圧方法
1か月前
アイダエンジニアリング株式会社
ワーク保持ツールの交換支持装置
3か月前
トヨタ紡織株式会社
プレス加工装置
2か月前
日本特殊陶業株式会社
成形型
2か月前
ニデックドライブテクノロジー株式会社
プレス装置及びプレス調整方法
15日前
株式会社栗本鐵工所
測定波形表示装置およびプログラム
3か月前
株式会社アマダ
曲げ加工機
22日前
住友重機械工業株式会社
プレス装置、プレス装置の異常検知方法及び異常検知プログラム
16日前
アイダエンジニアリング株式会社
プレス機械及びプレス機械の画像監視方法
3か月前
パナソニックIPマネジメント株式会社
加工精度の判定方法および判定モデルの学習方法
7日前
株式会社ジャノメ
電動プレス並びに評価領域設定装置、方法、およびプログラム
6日前
ザ・ボーイング・カンパニー
ホットボックス交換能力及びその方法
2か月前
フェッテ コンパクティング ゲーエムベーハー
回転プレス機の加圧パンチの状態を評価する方法および回転プレス機
16日前
キンタス・テクノロジーズ・エービー
プレス装置における方法
1か月前
シューラー プレッセン ゲーエムベーハー
工具ユニット、工具ユニットを保持するプレス機、工具ユニットをプレス機のホルダ内に作動可能に配置する方法
3か月前
アーベーベー・シュバイツ・アーゲー
ソリッドステートサーキットブレーカのための故障電流検出
3か月前
株式会社日本総合研究所
アセスメント業務支援装置およびその制御方法ならびにプログラム
1日前
住友不動産株式会社
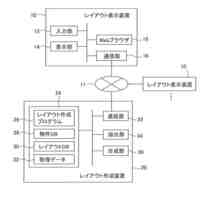
レイアウト作成装置及び方法
16日前
シプルメット・ゲーエムベーハー
治療用ペプチド及び治療用タンパク質の経粘膜送達のための薬学的組成物
2か月前
オムロン株式会社
モータ監視センサ
3か月前
イムチェック セラピューティクス エスエーエス
抗BTN3A抗体及びがん又は感染性障害の処置におけるその使用
3か月前
株式会社新来島サノヤス造船
楕円ホール(傾斜貫通孔)の穿孔切断方法及びNC切断機による同穿孔切断方法
2か月前
サノフィ-アベンティス・ドイチュラント・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツング
ブタトリプシンの変異体
3か月前
他の特許を見る










 特許ウォッチ
特許ウォッチ