TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024057661
公報種別
公開特許公報(A)
公開日
2024-04-25
出願番号
2022164449
出願日
2022-10-13
発明の名称
楕円ホール(傾斜貫通孔)の穿孔切断方法及びNC切断機による同穿孔切断方法
出願人
株式会社新来島サノヤス造船
代理人
個人
主分類
B23K
7/00 20060101AFI20240418BHJP(工作機械;他に分類されない金属加工)
要約
【課題】
傾斜貫通孔の切断中は、切断トーチの方向は、常に傾斜貫通孔の傾斜方向となるようにして、精緻な穿孔を可能とし、どのようなサイズの傾斜貫通孔も穿孔できる楕円ホール(傾斜貫通孔)の穿孔切断方法を提供する。
【解決手段】
(1)穿孔を想定する楕円内に楕円短径と平行な任意位置で開先を開始するステップと、(2)当該任意位置からピアシングR半円上でトーチ進行反対位置まで切断トーチを垂直で開先を行うステップと、(3)当該位置から切断角度を傾斜貫通孔の傾斜角度にて、ピアシングR半円に沿って楕円短径位置まで切断するステップと、(4)トーチの傾斜角度を傾斜貫通孔の傾斜角度で楕円の全周に沿って開先を行うステップと、(5)楕円全周の開先後ピアシングR半円に沿ってピアシングR半円のトーチ進行側位置で開先を終了するステップとを有する楕円ホール(傾斜貫通孔)の穿孔切断方法。
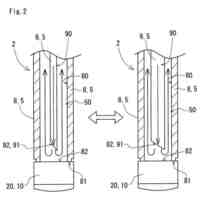
【選択図】図1
特許請求の範囲
【請求項1】
(1)穿孔する鋼板表面に想定される楕円に対し、楕円内に楕円短径と平行な任意位置を基点として開先切断を開始するステップと、
(2)楕円内に楕円短径と平行な任意位置からピアシングR半円のトーチ進行の反対側の位置まで切断トーチの傾斜角度を垂直(0度)で開先切断を行うステップと、
(3)ピアシングR半円のトーチ進行の反対側の位置からトーチ開先角度(切断角度)を傾斜貫通孔の傾斜角度度にて、ピアシングR半円に沿って楕円短径位置まで切断するステップと、
(4)トーチの傾斜角度を傾斜貫通孔の傾斜角度を維持したまま、楕円の全周に沿って、開先(切断)を行うステップと、
(5)楕円全周に沿った開先(切断)後ピアシングR半円に沿ってピアシングR半円のトーチ進行側の位置で開先(切断)を終了するステップと、
を有することを特徴とする楕円ホール(傾斜貫通孔)の穿孔切断方法。
続きを表示(約 200 文字)
【請求項2】
(1)ないし(5)のステップをNC切断機で行うことを特徴とする請求項1に記載の楕円ホール(傾斜貫通孔)の穿孔切断方法において、ステップ(4)が、NC切断機の「トーチ旋回」を「OFF」にしてトーチの傾斜角度を傾斜貫通孔の傾斜角度を維持したまま、楕円の全周に沿って、開先(切断)を行うステップであることを特徴とするNC切断機における楕円ホール(傾斜貫通孔)の穿孔切断方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、楕円ホール、すなわち、傾斜貫通孔の穿孔切断方法及びNC切断機による同穿孔切断方法に関する。
続きを表示(約 3,300 文字)
【背景技術】
【0002】
被加工物に開先加工方法としては、例えば、特開平2-137692号公報に開示のものが知られている。特開平2-137692号公報の開示は、発明名称「開先加工方法および加工装置」に係り、「被加工材に両辺を同時に連続して開先加工する」ことを目的とする発明解決課題において(同公報明細書5頁11行~12行参照)、「被加工物に開先加工をする方法であって、多軸方向に移動可能な移動手段に、切断手段と、当該移動手段と切断手段とを制御する制御手段とが設けられ、前記移動手段と切断手段とを制御手段によって制御しつつ被加工物を切断し、変化する開先形状、又は一定の開先形状を連続的に加工する」ことにより(同公報)特許請求の範囲請求項1の記載等参照)、「開先形状が場所により異なっていても、移動手段と、切断手段とを制御手段によって制御しながら作業を続ければ、所望の開先形状を確実に得ることができ、また、・・・開先加工をする切断手段が、多軸方向に移動可能であり、かつ、制御手段を具備していることから、いかなる開先形状の加工でも対処でき、また、・・多方向からの開先加工が可能になり、よって、特に長尺物の被加工物の開先加工の際にこの被加工物に変形をきたすことなく、その2辺を同時に開先加工することができ、さらに、・・作業者は制御盤の操作を行う者のみでよく、作業の能率向上が図れる。」等の効果を奏するものである(同公報明細書12頁8行~13頁10行参照)。
【0003】
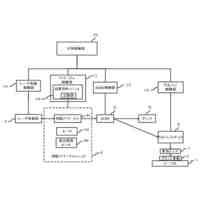
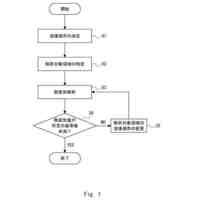
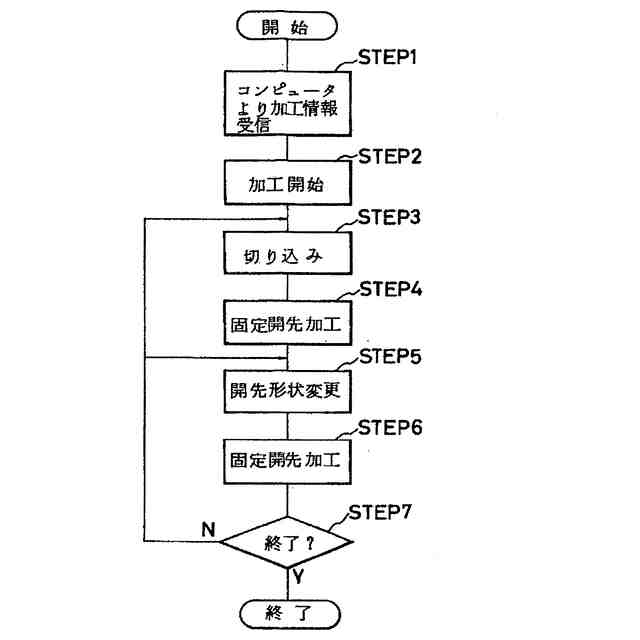
図4及び図5は、特開平2-137692号公報に第4図及び第5図として添付される開示発明による開先加工装置の制御状態を示す図であり、図4は開先加工装置全体のフローチャート、図5は制御装置のフローチャートである。
図4、図5において、符号106は、走行車、108、109、110、111は、横移動台、116は、上下動軸、119は、回転移動台、121は、切断トーチ、141は、判断回路、142、143、144、145、146は、制御回路、150は、操作盤である(なお、符号は、先行技術であることを明らかにするために、本願出願人において、3桁に変更して説明した。)
【0004】
しかしながら、特開平2-137692号公報の開示は、「長尺物を長手方向に沿って開先加工する場合に利用される開先加工方法および加工装置」であって(同公報明細書産業上の利用分野参照)、傾斜貫通孔(楕円ホール)の開先切断に適用することはできない。
ここに、楕円ホール(傾斜貫通孔)とは、鋼板上に斜めに貫通するパイプ(パイプ断面が真円)の孔をいい、本明細書において使用する「切断」、「開先」、「開先切断」及び「穿孔」の用語は、ほとんど同じ意味で使用している。なお、「開先」とは、「パイプ等について母材と必要な溶込みを得るために溶接の前にパイプ等と母材との間に設けられる溝状の窪み」をいうもののようであるが(https://www.keyence.co.jp/ss/products/measure/welding/trouble/groove.jsp#:~:text=%E6%A4%9C%E6%9F%BB%E3%81%A8%E3%83%88%E3%83%A9%E3%83%96%E3%83%AB-,%E9%96%8B%E5%85%88%E3%81%A8%E3%81%AF,%E5%85%88%E6%BA%B6%E6%8E%A5%E3%81%A8%E3%81%84%E3%81%84%E3%81%BE%E3%81%99%E3%80%82&text=%E9%96%8B%E5%85%88%E6%BA%B6%E6%8E%A5%E3%81%AF%E3%80%81%E6%AF%8D,%E3%81%A7%E3%81%AF%E4%B8%8D%E5%8F%AF%E6%AC%A0%E3%81%AA%E6%8A%80%E8%A1%93%E3%81%A7%E3%81%99%E3%80%82)、本明細書においては、この用語とは異なる意味で使用しており、これらの、「開先」、「切断」、「穿孔」等は、切断トーチによる切断を意味する。
【0005】
ここで切断トーチに関して、「トーチの進行方向」とは、切断線又はマーキン線(罫書線)として示される切断の際のトーチの切断のための進行方向をいい、この際のトーチの傾く角度を「開先角度」という。製品側に倒れる時はプラスの角度、その逆側に倒れる時はマイナスの角度として示す。
【0006】
図6は、従来の楕円ホール(傾斜貫通孔)の穿孔切断方法の概略を示す図であり、所定径のパイプ用の30度傾斜の貫通孔を設ける概略を示す図である。
図6において、符号160は、母材、161は、貫通すべきパイプ、162は、傾斜貫通孔であり、図6に示す傾斜貫通孔162は、半径98mmのパイプ161を30度傾斜、パイプを通すための隙間を2mmとすると、当該傾斜貫通孔162の切断形状は、図7に示すように楕円ホール形状となる(以下、傾斜貫通孔162を「楕円ホール」とも称するが両者は同じものである。)。
【0007】
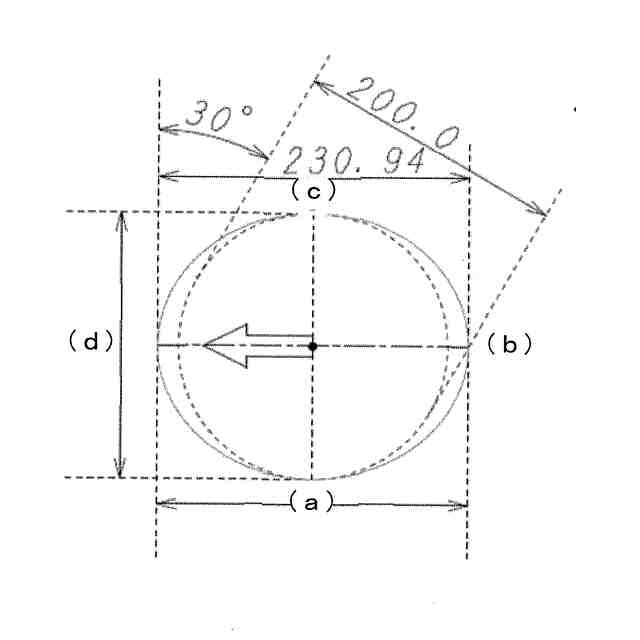
図7は、半径98mmのパイプ161を30度傾斜、パイプを通すための隙間を2mmとすると、その傾斜貫通孔162の切断表面形状は、図7に示す楕円状の形状(楕円ホール形状)を呈し、短径(図7の(a)と(c))200mm、長径(図7の(b)と(d))230.94mmの楕円ホール形状となることを示している。
なお、図7に示すような半径98mmパイプの30度傾斜の楕円ホールは、図6に示すように、両長径端面は、30度傾斜であるが、両短径端は、垂直(以下「0度」として示す。)となり、短径から長径、長径から短径等、最大傾斜30度から0度に連続した傾斜の変化となる。
【0008】
図7に示すような傾斜貫通孔の楕円ホールの開先切断については、形成される円弧(線分)を細かく分割し、少しずつ開先角度(切断角度)を変更させながら切断する必要があった。しかし、その開先角度ごとに分割すること自体が容易ではなく、かなりの手間が掛かるという問題がある。
【0009】
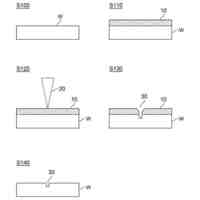
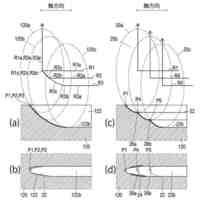
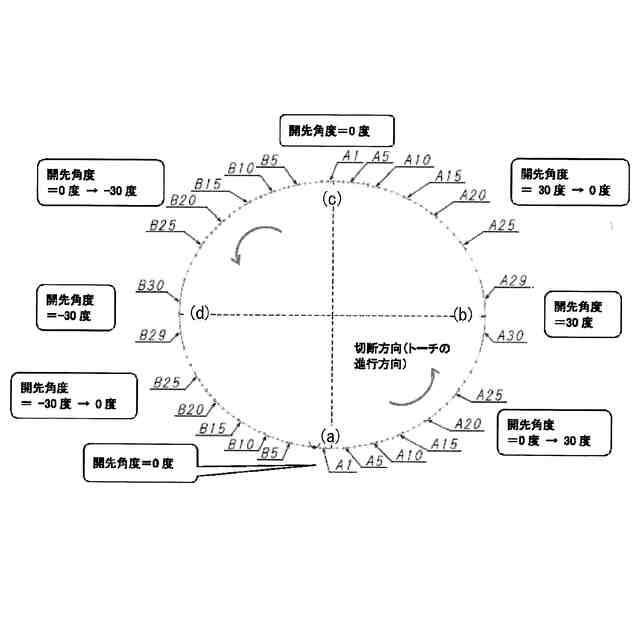
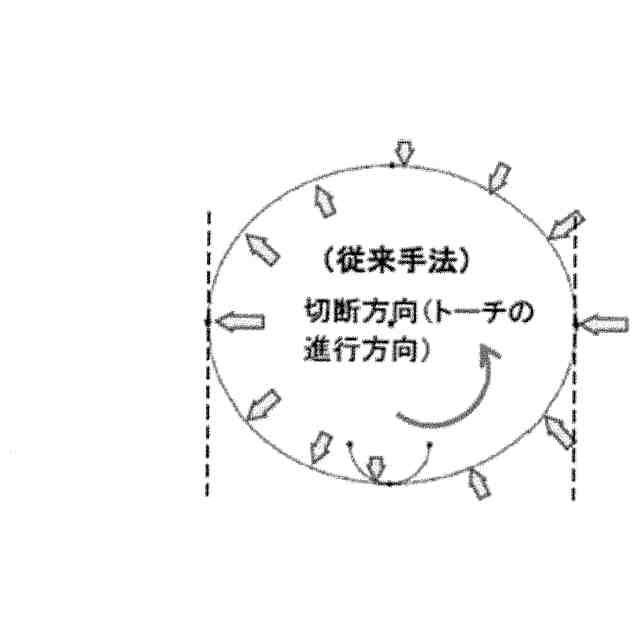
図8は、楕円ホールに対する開先角度を1度ずつ変更させながら切断する従来の楕円ホール開先切断の概略を示す図である。
ここに開先角度(切断角度)変更とは、切断トーチ(熱切断(熱を用い、材料を局部的に溶融又は燃焼して切断する)の溶接・切断機器)を用いて、その母材との接触角度を変更して切断することを意味する。すなわち、トーチ先端からガス炎、ガスシールドアーク、プラズマアーク、レーザーなどを放出しつつトーチ角度を変更することによって所望する形状の切断を実現するというものである。
【0010】
図8において、示される楕円は、傾斜貫通孔を穿孔するための母材の鋼板面にケガキ等で示される楕円であり、傾斜貫通孔を穿孔するには、この楕円に沿って所定の傾斜角度で切断を敢行することとなる。
図8において、符号(a)は、楕円の短軸の終点を、(b)は、楕円の長軸の終点を、(c)は、楕円の短軸の始点を、(d)は、楕円の長軸の始点を示し、A1~A30は、反時計回りで(a)~(b)までの回転四分の一位置まで開先角度0度~30度まで開先角度を1度ずつ変更させている範囲の内、5の倍数角度の範囲を、A29~A1は、反時計回りで(b)~(c)まで開先角度30度から0度まで開先角度を1度ずつ変更させる5度分割位置を、B5~B30は、同反時計回りで(c)~(d)までのトーチの0度から30度まで開先角度を1度ずつ変更させる5度分割位置を、B29~B5は、同反時計回りで(d)~(a)までを30度から0度まで1度ずつ開先角度を変更させる5度分割位置を示している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
面取り装置
16日前
個人
電気抵抗溶接用電極
2か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ろう付け装置
2か月前
株式会社FUJI
工作機械
2か月前
株式会社不二越
ドリル
3か月前
有限会社ハラダ印刷
穿孔機用案内板
1か月前
日東精工株式会社
チャックユニット
2か月前
日東精工株式会社
チャックユニット
4か月前
菅機械産業株式会社
測長装置
2か月前
福井県
マルチマテリアルの点接合構造
1か月前
ブラザー工業株式会社
工作機械
19日前
日進工具株式会社
被覆切削工具
4か月前
株式会社ダイヘン
くびれ検出制御方法
1か月前
津根精機株式会社
鉄筋切断装置
1か月前
ブラザー工業株式会社
工作機械
19日前
株式会社ダイヘン
回転アーク溶接方法
2か月前
株式会社ダイヘン
アーク溶接制御方法
2か月前
株式会社MOLDINO
ドリル
29日前
ダイハツ工業株式会社
冷却構造
4か月前
ビアメカニクス株式会社
レーザ加工装置
3か月前
株式会社不二越
エンドミル
22日前
個人
交換式給油ブラシの切削油の給油器
1か月前
国立大学法人 東京大学
加工方法
3か月前
株式会社ソディック
ワイヤ放電加工装置
4か月前
株式会社向洋技研
スポットネジ及び電極
1か月前
株式会社不二越
歯車製造装置
4か月前
株式会社進和
肉盛加工ノズル
1か月前
トヨタ自動車株式会社
積層造形方法
3か月前
白光株式会社
ツイーザー装置
4か月前
株式会社ダイヘン
溶接トーチ
4か月前
第一システム株式会社
切粉検査装置
2か月前
株式会社ムラタ溶研
剪断装置
1日前
株式会社ダイヘン
溶接トーチ
4か月前
トヨタ自動車株式会社
熱変形解析方法
3か月前
ブラザー工業株式会社
工作機械
19日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ