TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024082184
公報種別
公開特許公報(A)
公開日
2024-06-19
出願番号
2022195956
出願日
2022-12-07
発明の名称
加工精度の判定方法および判定モデルの学習方法
出願人
パナソニックIPマネジメント株式会社
代理人
個人
,
個人
主分類
B30B
15/00 20060101AFI20240612BHJP(プレス)
要約
【課題】塑性加工による加工精度の判定精度を向上させた、加工精度の判定方法等を提供する。
【解決手段】
工具を用いて被加工物に塑性加工を繰り返し行う加工装置による加工精度の判定方法は、塑性加工中に工具にかかる荷重の時間による変化、または工具が移動する距離による変化を示す荷重曲線を取得するステップと、塑性加工中に被加工物に工具が作用する加工点近傍において発生する音の大きさの時間変化を示す音波形を取得するステップと、取得された荷重曲線および音波形に基づいて特徴量を算出するステップと、加工精度を判定する判定モデルに、荷重曲線および音波形から算出された特徴量を入力して、加工精度を示す指標の判定値を出力させるステップとを含む。判定モデルは、加工精度を示す指標の測定値と、測定値を測定した加工時に取得される荷重曲線および音波形から算出された特徴量とに基づいて、機械学習により生成されている。
【選択図】図9
特許請求の範囲
【請求項1】
工具を用いて被加工物に塑性加工を繰り返し行う加工装置による加工精度の判定方法であって、
前記塑性加工中に前記工具にかかる荷重の時間による変化、または前記工具が移動する距離による変化を示す荷重曲線を取得するステップと、
前記塑性加工中に前記被加工物に前記工具が作用する加工点近傍において発生する音の大きさの時間変化を示す音波形を取得するステップと、
取得された前記荷重曲線および前記音波形に基づいて特徴量を算出するステップと、
前記加工精度を判定する判定モデルに、前記荷重曲線および前記音波形から算出された特徴量を入力して、前記加工精度を示す指標の判定値を出力させるステップと、を含み、
前記判定モデルは、前記加工精度を示す指標の測定値と、前記測定値を測定した加工時に取得される前記荷重曲線および前記音波形から算出された特徴量とに基づいて、機械学習により生成されている、
加工精度の判定方法。
続きを表示(約 1,500 文字)
【請求項2】
前記判定モデルは、入力値が前記塑性加工中の前記荷重曲線および前記音波形から算出された特徴量であり、出力値が前記塑性加工後の前記被加工物のバリ高さ、または前記工具の摩耗量である、
請求項1に記載の加工精度の判定方法。
【請求項3】
前記特徴量を算出するステップは、前記塑性加工中の前記荷重曲線が示す荷重値から、前記塑性加工中の所定の時間区間における荷重の最大値または積分値を算出することを含む、
請求項1に記載の加工精度の判定方法。
【請求項4】
前記塑性加工は、前記被加工物を前記工具で打抜く打抜き加工であって、
前記特徴量を算出するステップは、少なくとも前記被加工物を打抜き後の前記荷重曲線における荷重値に基づいて、前記特徴量を算出することを含む
請求項3に記載の加工精度の判定方法。
【請求項5】
前記所定の時間区間は、前記被加工物の打抜き後に前記荷重曲線における荷重値が最初に極小となる時点から、前記荷重値が次に極小となる時点または前記荷重値の時間変化が定常状態となる時点までの時間区間である、
請求項4に記載の加工精度の判定方法。
【請求項6】
前記特徴量における前記荷重の最大値または積分値は、前記工具が打抜き方向において停止する下死点に達して荷重値がゼロ値になる前の荷重曲線、または荷重値が前記ゼロ値になった後に前記工具が前記下死点から引き抜かれる際の荷重曲線に基づいて算出される
請求項4に記載の加工精度の判定方法。
【請求項7】
前記音波形は、音の大きさを示す指標として音圧または音の強さの時間変化による波形であり、
前記特徴量を算出するステップは、前記音波形から、前記塑性加工を繰り返す動作のうちの、前記塑性加工毎の1ショット動作に対応する時間区間内の振幅の最大値または積分値を算出することを含む、
請求項1に記載の加工精度の判定方法。
【請求項8】
前記各塑性加工は、前記被加工物を前記工具で打抜く打抜き加工であって、
前記音波形を取得するステップは、前記1ショット動作のうちの、少なくとも前記工具が前記被加工物の打抜き後に下死点に達してから上死点に向かう引抜き動作に対応する時間区間における前記音波形を取得することを含む、
請求項7に記載の加工精度の判定方法。
【請求項9】
前記特徴量を算出するステップは、取得された前記音波形を示す信号に含まれる周波数帯域のうちの2kHz以上の範囲において、前記1ショット動作に対応する時間区間内の振幅の最大値または積分値を算出する、
請求項7に記載の加工精度の判定方法。
【請求項10】
工具を用いて被加工物の塑性加工を繰り返し行う加工装置による加工精度を判定する判定モデルの学習方法であって、
前記塑性加工毎に前記工具にかかる荷重の時間による変化、または前記工具が移動する距離による変化を示す荷重曲線を取得するステップと、
前記塑性加工毎に前記被加工物に前記工具が作用する加工点近傍において発生する音の大きさの時間変化を示す音波形を取得するステップと、
前記塑性加工毎の前記荷重曲線および前記音波形に基づいて特徴量を算出するステップと、
前記塑性加工毎に前記加工精度を示す指標の測定値を取得するステップと、
前記塑性加工毎の前記荷重曲線および前記音波形から算出された特徴量、および前記塑性加工毎の前記加工精度の測定値に基づいて、前記判定モデルを機械学習により生成するステップと、
を含む、判定モデルの学習方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、塑性加工による加工精度の判定方法、および加工精度を判定する判定モデルの学習方法に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
プレス加工等の塑性加工において、工作機械で使用される工具は、繰り返し使用することによって摩耗が進行すると、ワーク(被加工物)を加工する加工精度が悪化する。そして、所定の加工精度が維持できなくなると、その工具が寿命に至る。例えば工具が寿命に至る前に新たな工具に交換するなどの対応を行うために、ワークの加工精度を把握して、工具寿命の推定に利用可能にする技術が検討されている。
【0003】
また、特許文献1は、プレス装置におけるワークを押さえるためのパッドを支持する支持摺動部材の往復動毎に、検知センサにより支持摺動部材の状態を検知し、パッドの支持異常が生じているか否かを判定する異常判定装置を開示している。異常判定装置は、検知センサにより、支持摺動部材からプレス装置の上型にかかる圧力、あるいはプレス装置が作動中の音等を検知して、圧力が所定圧力を超えるか否か、音が所定周波数であるか否か等によって、パッドの支持が正常か異常かを判定する。
【先行技術文献】
【特許文献】
【0004】
特開2020-28907号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本開示は、塑性加工による加工精度の判定精度を向上させた加工精度の判定方法、および判定モデルの学習方法を提供する。
【課題を解決するための手段】
【0006】
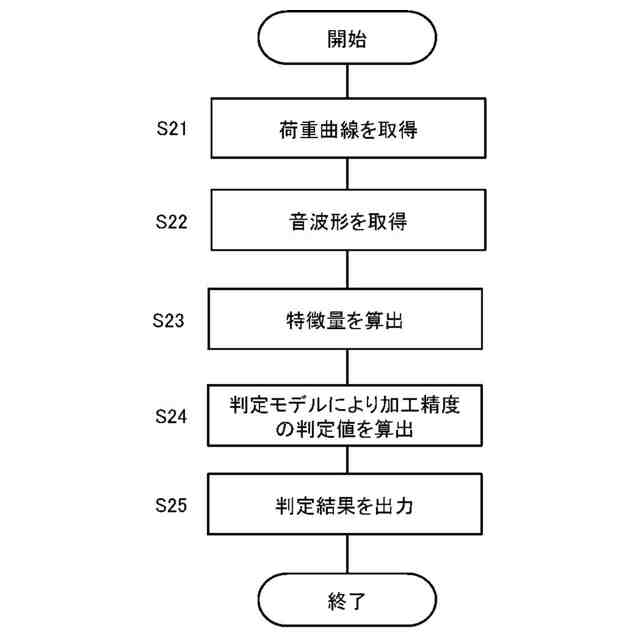
本開示の一態様に係る加工精度の判定方法は、工具を用いて被加工物に塑性加工を繰り返し行う加工装置による加工精度の判定方法である。本判定方法は、塑性加工中に工具にかかる荷重の時間による変化、または工具が移動する距離による変化を示す荷重曲線を取得するステップと、塑性加工中に被加工物に工具が作用する加工点近傍において発生する音の大きさの時間変化を示す音波形を取得するステップと、取得された荷重曲線および音波形に基づいて特徴量を算出するステップと、加工精度を判定する判定モデルに、荷重曲線および音波形から算出された特徴量を入力して、加工精度を示す指標の判定値を出力させるステップと、を含む。判定モデルは、加工精度を示す指標の測定値と、測定値を測定した加工時に取得される荷重曲線および音波形から算出された特徴量とに基づいて、機械学習により生成されている。
【0007】
本開示の一態様に係る判定モデルの学習方法は、工具を用いて被加工物の塑性加工を繰り返し行う加工装置による加工精度を判定する判定モデルの学習方法である。本学習方法は、塑性加工毎に工具にかかる荷重の時間による変化、または工具が移動する距離による変化を示す荷重曲線を取得するステップと、塑性加工毎に被加工物に工具が作用する加工点近傍において発生する音の大きさの時間変化を示す音波形を取得するステップと、塑性加工毎の荷重曲線および音波形に基づいて特徴量を算出するステップと、塑性加工毎に加工精度を示す指標の測定値を取得するステップと、塑性加工毎の荷重曲線および音波形から算出された特徴量、および塑性加工毎の加工精度の測定値に基づいて、判定モデルを機械学習により生成するステップとを含む。
【発明の効果】
【0008】
本開示によると、塑性加工による加工精度の判定精度を向上させた加工精度の判定方法、および判定モデルの学習方法を提供することができる。
【図面の簡単な説明】
【0009】
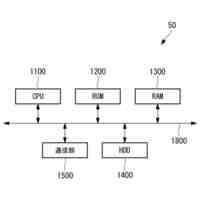
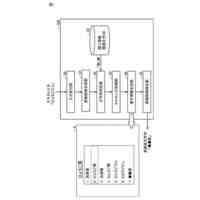
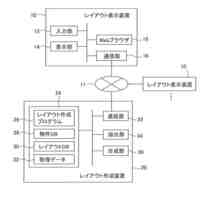
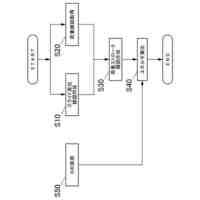
本開示の実施形態1に係る判定モデル生成装置の構成例を示すブロック図
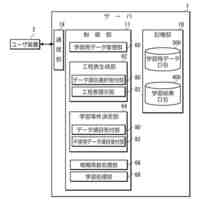
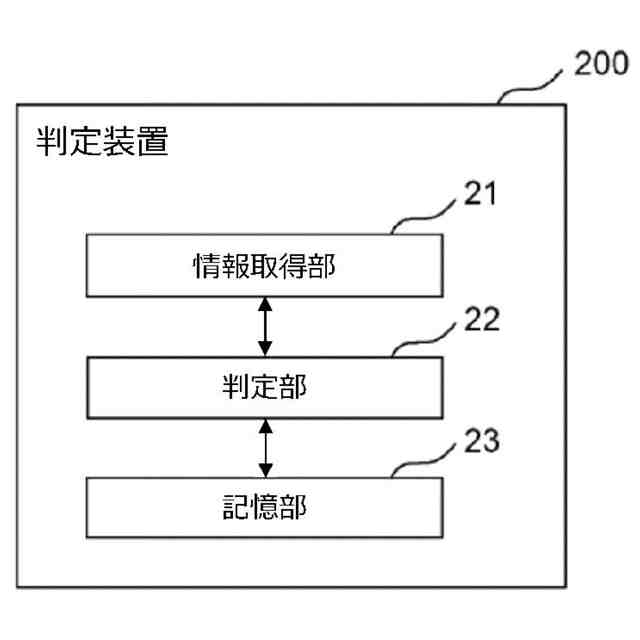
実施形態1に係る判定装置の構成例を示すブロック図
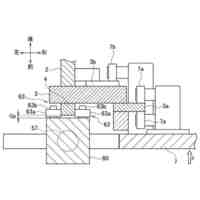
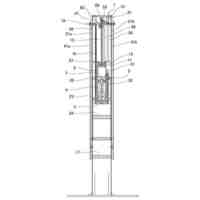
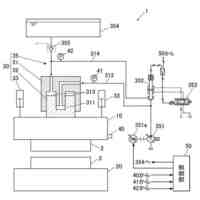
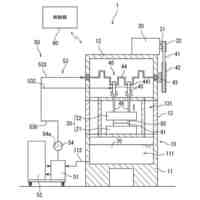
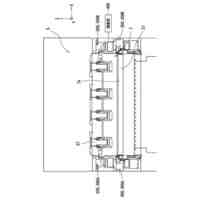
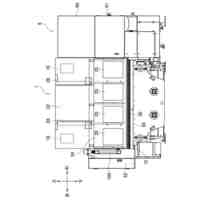
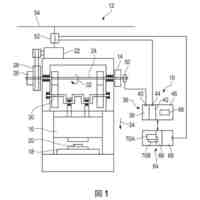
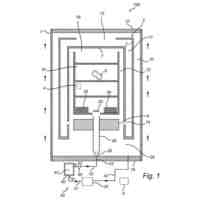
実施形態1に係る加工装置の構成例を示すブロック図
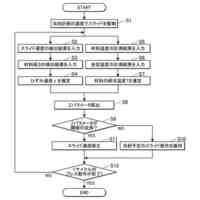
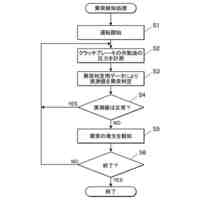
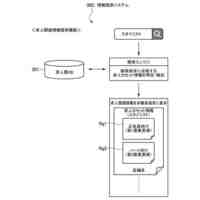
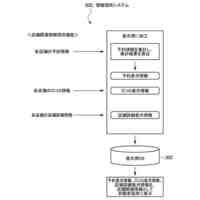
判定モデル生成装置の動作を例示するフローチャート
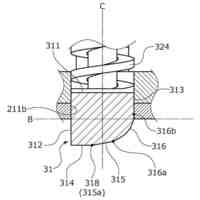
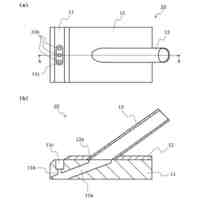
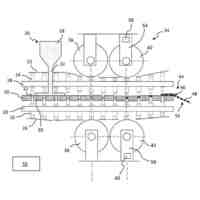
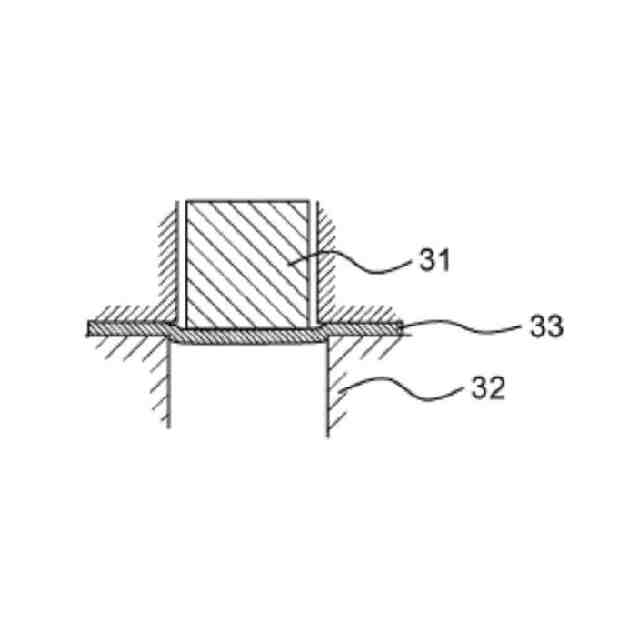
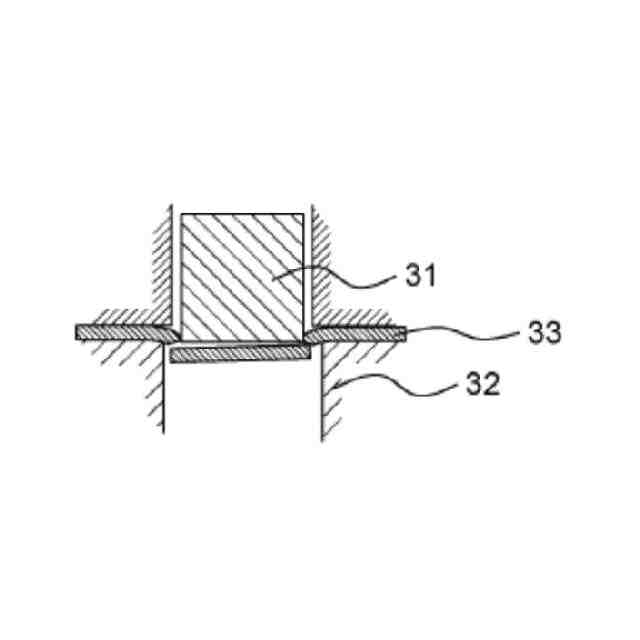
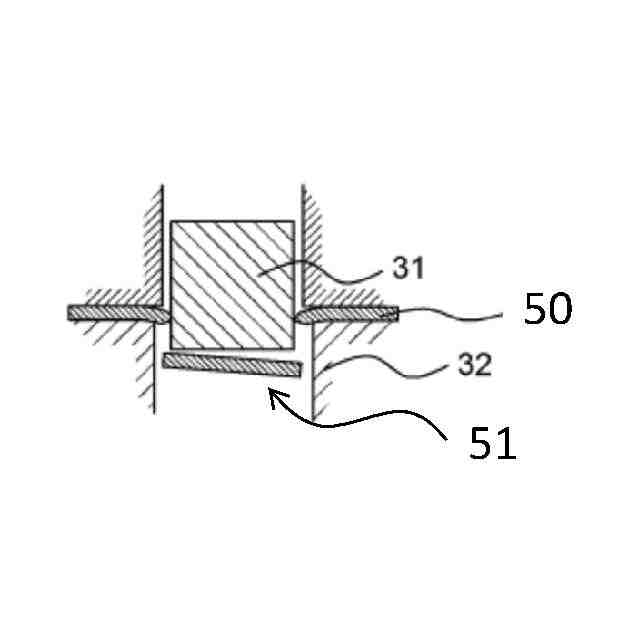
加工装置でワークを打抜き加工する工程を示す概略図
加工装置でワークを打抜き加工する工程を示す概略図
加工装置でワークを打抜き加工する工程を示す概略図
加工装置でワークを打抜き加工する工程を示す概略図
加工装置でワークを打抜き加工する工程を示す概略図
加工装置での打抜き加工の際の、パンチにかかる荷重の時間変化を示す荷重曲線のグラフ
パンチの使用を開始してから1万ショット目の打抜き時の荷重曲線を例示する図
パンチの使用を開始してから100万ショット目の打抜き時の荷重曲線を例示する図
加工装置でパンチを引抜き動作する工程を示す概略図
加工装置でパンチを引抜き動作する工程を示す概略図
加工装置でパンチを引抜き動作する工程を示す概略図
加工装置での引抜き動作の際に加工点近傍において検出される音波形を示す概略図
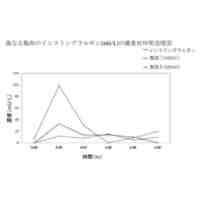
加工装置での各ショットにおける音波形の最大値の、ショット数に対する変化の傾向を示す概略図
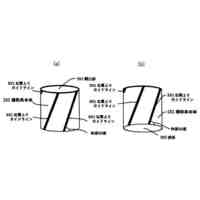
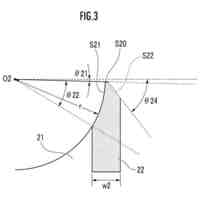
加工装置によりワークを打ち抜いた際の、ワークの打抜き形状を示す概略図
ワークの打抜き形状からの、バリ高さの算出方法を説明するための概略図
判定装置の動作を例示するフローチャート
バリ高さの判定モデルに用いられる相関性を説明するための概略図
実施形態1の変形例の判定システムを説明するための概略図
実施形態1の変形例の判定システムを説明するための概略図
実施形態1の変形例の判定システムを説明するための概略図
実施形態2の判定システムおける加工装置の構成例を示す図
実施形態2において判定される工具摩耗量を説明するための概略図
実施形態2において判定される工具摩耗量を説明するための概略図
他の実施形態に係る判定システムで取得されるパンチの引抜き時の荷重曲線を例示する図
パンチの使用を開始してから図14Aより後のショット数における引抜き時の荷重曲線を例示する図
【発明を実施するための形態】
【0010】
(本開示に至った経緯)
工作機械で使用される工具は、加工を繰り返すことにより摩耗し、工具にかかる負荷荷重を測定した荷重を示す荷重波形が工具摩耗とともに徐々に変化する。このような工具摩耗とともに変化する荷重波形を入力データとして、機械学習などを用いた波形の学習により、例えば主に波形の形状から加工時に異常が生じる際の特徴を見出すことで、異常な状態を判定する研究等が行われ始めている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
アルミ缶潰し補助具
1か月前
日機装株式会社
加圧装置
1か月前
新電元メカトロニクス株式会社
プレス装置
1か月前
株式会社アマダ
曲げ加工機
1か月前
有限会社天野製作所
人力プレス機
3か月前
住友重機械工業株式会社
加圧装置
3か月前
武州工業株式会社
揚げカス処理装置
16日前
住友重機械工業株式会社
プレス装置
2か月前
村田機械株式会社
プレス機械及び制御方法
2か月前
ニデックドライブテクノロジー株式会社
プレス機
2か月前
株式会社レゾナック
粉末フィーダー
2か月前
住友重機械工業株式会社
プレス装置及びプレス方法
3か月前
エスエムエス グループ ゲーエムベーハー
押出プレス機
4か月前
シチズンファインデバイス株式会社
粉末成形装置
1か月前
ニデックドライブテクノロジー株式会社
プレス装置及びプレス調整方法
3か月前
小林工業株式会社
粉末成形装置および粉末成形体の製造方法
2日前
株式会社アマダ
曲げ加工機
3か月前
住友重機械工業株式会社
プレス装置、プレス装置の異常検知方法及び異常検知プログラム
3か月前
パナソニックIPマネジメント株式会社
加工精度の判定方法および判定モデルの学習方法
3か月前
株式会社ジャノメ
電動プレス並びに評価領域設定装置、方法、およびプログラム
3か月前
ピルツ ゲーエムベーハー アンド コー.カーゲー
制動力監視装置および方法
1か月前
株式会社寺岡精工
ペットボトル減容装置
1か月前
株式会社ジャノメ
判定枠自動生成装置、電動プレス、判定枠自動生成方法および判定枠自動生成プログラム
3か月前
フェッテ コンパクティング ゲーエムベーハー
回転プレス機の加圧パンチの状態を評価する方法および回転プレス機
3か月前
株式会社理研計器奈良製作所
プレス成形のエネルギー算出プログラム、プレス成形のエネルギー算出方法及びプレス成形のエネルギー算出システム
2日前
キンタス・テクノロジーズ・エービー
プレス装置における方法
5か月前
株式会社日本総合研究所
アセスメント業務支援装置およびその制御方法ならびにプログラム
3か月前
コニカミノルタ株式会社
文書作成方法、当該方法をコンピュータに実行させるプログラム、および文書作成装置
2か月前
株式会社リクルート
情報提供システム及びプログラム
27日前
三菱総研DCS株式会社
情報処理装置、情報処理方法及びプログラム
26日前
株式会社リクルート
情報提供システム及びプログラム
27日前
高松機械工業株式会社
切削工具刃先撮影システム
1か月前
住友不動産株式会社
レイアウト作成装置及び方法
3か月前
アニヤ バイオファーム インク.
ペプチド送達のための医薬組成物
1か月前
ユニバーシティ カレッジ カーディフ コンサルタンツ リミテッド
ホスホ抗原プロドラッグ化合物
1か月前
日東電工株式会社
表面保護フィルム付偏光板
9日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ