TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024106975
公報種別
公開特許公報(A)
公開日
2024-08-08
出願番号
2024006106
出願日
2024-01-18
発明の名称
制動力監視装置および方法
出願人
ピルツ ゲーエムベーハー アンド コー.カーゲー
代理人
弁理士法人あい特許事務所
主分類
B30B
15/00 20060101AFI20240801BHJP(プレス)
要約
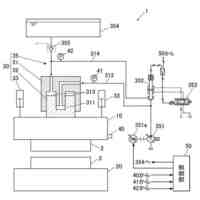
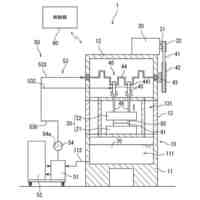
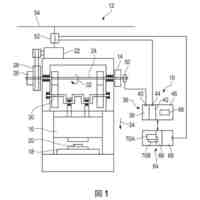
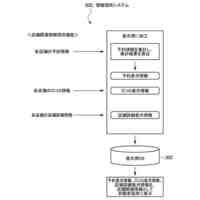
【課題】相対的に移動可能であり、かつ定められた作動間隔で駆動装置(22)によって互いに向かって移動する2つの機械部品(16、18)を備えた技術システム(12)の駆動装置(22)の制動力監視および安全関連のロック、特にスイッチオフ、のための装置(10)。
【解決手段】装置(10)は、駆動装置(22)の駆動軸(24)に結合されたエンコーダ(50)からエンコーダ信号を受信するための入力(40)と、エラー信号、特に駆動装置を停止するためのスイッチオフ信号、を出力するための出力(44)とを有する第1のコントローラ(36)を備える。第1のコントローラ(36)は、駆動軸(24)に結合されたブレーキ(14)が、その可能な限り最大の制動力で駆動装置(22)の駆動軸(24)に作用するときに、エンコーダ信号から加速度の値を決定し、決定された値が第1のコントローラ(36)に記憶された制限値を超える場合、安全に関連した方法で駆動装置(22)をロックする。
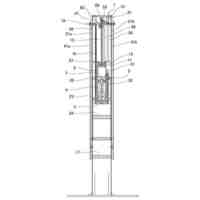
【選択図】図1
特許請求の範囲
【請求項1】
相対的に移動可能であり、かつ定められた作動間隔で駆動装置(22)によって互いに向かって移動する2つの機械部品(16、18)を備えた技術システム(12)の前記駆動装置(22)の制動力監視および安全関連のロック、特にスイッチオフ、のための装置(10)であって、
前記駆動装置(22)の駆動軸(24)に結合されたエンコーダ(50)からエンコーダ信号を受信するための入力(40)と、エラー信号、特に前記駆動装置を停止するためのスイッチオフ信号、を出力するための出力(44)とを有する第1のコントローラ(36)を備え、
前記第1のコントローラ(36)は、前記駆動軸(24)に結合されたブレーキ(14)が、その可能な限り最大の制動力で前記駆動装置(22)の前記駆動軸(24)に作用するときに、前記エンコーダ信号から加速度の値を決定し、前記決定された値が前記第1のコントローラ(36)に記憶された制限値を超える場合、安全に関連した方法で前記駆動装置(22)をロックするように構成されていることを特徴とする、装置。
続きを表示(約 1,000 文字)
【請求項2】
前記第1のコントローラ(36)は、さらに、前記加速度の決定された値と前記記憶された制限値との差を決定し、この差を出力するように構成されていることを特徴とする、請求項1に記載の装置。
【請求項3】
前記第1のコントローラ(36)は、総停止時間を決定するために、前記技術システム(12)および前記第1のコントローラ(36)のうち少なくとも1つの1つまたは複数のさらなるパラメータを決定するように構成されていることを特徴とする、請求項1または2に記載の装置。
【請求項4】
前記さらなるパラメータの1つは、停止信号の信号伝搬時間またはブレーキバルブの切り替え時間であることを特徴とする、請求項3に記載の装置。
【請求項5】
前記第1のコントローラ(36)に結合可能な第2のコントローラ(64)を備え、1つまたは複数の故障検出手段を提供することを特徴とする、請求項1~4のいずれか1項に記載の装置。
【請求項6】
前記1つまたは複数の故障検出手段は、前記第1のコントローラ(36)の制限値検出手段の少なくとも1つのサイクルテストを含むことを特徴とする、請求項5に記載の装置。
【請求項7】
前記第2のコントローラ(64)は、前記第1のコントローラ(36)に周期的に信号を送信するように構成され、それにより、前記制限値を超えたと前記第1のコントローラ(36)が見なすように、前記第1のコントローラ(36)は、定められた計算規則によって前記記憶された制限値を変更することを特徴とする、請求項6に記載の装置。
【請求項8】
前記第2のコントローラ(64)は、特に、2つの独立した処理チャネルを提供する2つの相互に冗長な処理ユニット(70A、70B)を備えたマルチチャネル冗長設計を有することを特徴とする、請求項1~7のいずれか1項に記載の装置。
【請求項9】
前記第1のコントローラ(36)は、ミリ秒以下毎に、前記駆動軸(24)の少なくとも1つの角度位置をエンコーダ信号として検出するように構成されていることを特徴とする、請求項1~8のいずれか1項に記載の装置。
【請求項10】
前記第1のコントローラ(36)は、前記エンコーダ信号をシングルチャネル方式で処理する標準コントローラであることを特徴とする、請求項1~9のいずれか1項に記載の装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、相対的に移動可能であり、かつ定められた作動間隔で駆動装置によって互いに向かって移動する2つの機械部品を備えた技術システムの駆動装置の制動力監視および安全関連のロック、例えば、スイッチオフ、のための装置に関する。さらに、本開示は、対応する方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
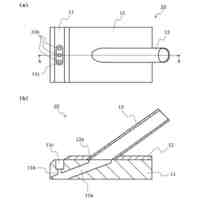
この種の技術システムは、曲げプレス機、機械式プレスブレーキ、パンチングマシン、または切断機といった、ワークを形成するための工作機械である場合があり、2つの機械部品がそれらの間に挿入されたワークを形成するために互いに向かって移動する。言うまでもなく、そのような機械は、特に、挿入作業、つまり未加工部品を挿入したり完成部品を取り外したりするためのツールへの介入が操作員によって手動で行われる場合、操作員に高いリスクをもたらす可能性がある。
【0003】
したがって、この種の技術システムを安全に操作するために、責任当局によって規格に規定されている様々な要件を満たさなければならない。複雑な技術システムの場合、包括的な保護を確保するためには、通常、様々な個別の規格の要件を考慮する必要がある。ヨーロッパでは、例えば、機械だけでなくリスクアセスメントやリスク軽減のための一般的な設計原理が含まれる規格DIN EN ISO 12100「機械の安全性」が常にすべての機械に適用されなければならない。プレス機の場合、例えば、偏心プレス機の場合の規格DIN EN ISO 16092-2といった、特定の安全要件を定義するさらなる個別の規格を考慮しなければならない。さらに、自動モードのプレス機に対する特定の要件をさらに規定している個別の規格DIN EN ISO 13849-1「制御システムの安全関連部」も、安全な機械制御のために参照されなければならない。
【0004】
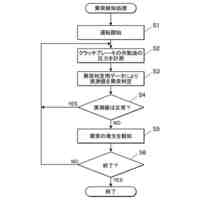
プレス機に対する1つの特定の安全要件は、例えば、ブレーキの性能の継続的な監視(制動力監視)である。適切な動作中、プレス機は、作業サイクル(作動間隔)の終わりに上死点(OTP)、通常は駆動軸の0°位置、で停止すべきであり、それにより、定められたオーバーラン(遅延停止)、例えば、15°のオーバーランが許可される。プレス機が規格(オーバーラン監視)に規定されたオーバーランを超える場合、プレス機は安全にロックされなければならない。
【0005】
最近のプレス機の性能の向上により、特に毎分ストローク数に関しては、オーバーランを測定することが常に実用的であるとは限らず、規格に明記される規定は、ブレーキの実際の劣化を効果的に検出できるほど十分な信頼性がない。
【0006】
例えば、一部のプレス機では、各作動間隔の終了時の監視は、測定技術の観点から不可能であり、プレス機が実際に停止したときのみ可能である。さらに、監視は、プレス機がOTPで停止するときのみ規格に記載されているが、プレス機は、セットアップ中やメンテナンス中など、他の動作モードでOTP以外の場所で停止することもある。
【0007】
さらに、最近のプレス機はサイクル数が多いため、典型的なカムシャフトの代わりに電子カムシャフトが使用されるが、規格に規定される方法でのオーバーラン監視が不可能である。また、高速では、エンコーダからの値は、超高速コントローラ(制御ユニット)によってのみ記録および処理することができ、規定されるように、安全機能のために、これらの機能を持たない標準のコントローラよりも処理速度が遅い特別な安全コントローラによっては記録および処理することができない。したがって、公知の安全装置は、最近のプレス機に簡単に適合させることができない。
【0008】
プレス機用のコントローラはまた、ブレーキのスイッチオフ点、つまり進角、をそれぞれの速度に適合させるように構成されていることが多い。プレス機がOTPで正確に停止するようにするために、例えば、コントローラは、OTPでの各停止でOTPからの偏差を決定し、これに基づいて、ブレーキのスイッチオフ角度、つまり進角を修正できるため、プレス機は次の停止で再びOTPで停止する。しかしながら、カットオフ角度の動的な調整は、ゆっくりとしたブレーキ摩耗がオーバーラン監視を介して検出されるのを妨げる。
【0009】
別の問題は、DIN EN ISO 16092-2規格に記載されている監視手順は、特に、ライトカーテンなどの電気的検知保護設備(ESPE)を使用する際に安全距離を決定するために考慮しなければならないプレス機の総停止時間を考慮していないことである。しかしながら、総合的な安全性評価にはプレス機の総停止時間を考慮することが望ましいであろう。
【0010】
さらに、他の条件が総停止時間に影響を与える可能性があり、例えば、一般的な空気圧は、ブレーキシリンダの空気抜きにかかる時間に影響を与え、その結果、総停止時間を変えることになる。これらの条件は、ブレーキの実際の制動力(性能)に直接関係することなく、総停止時間と、それに関連する機械のオーバーランに影響を与える可能性がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
アルミ缶潰し補助具
1か月前
日機装株式会社
加圧装置
1か月前
新電元メカトロニクス株式会社
プレス装置
1か月前
有限会社天野製作所
人力プレス機
3か月前
住友重機械工業株式会社
加圧装置
3か月前
株式会社アマダ
曲げ加工機
1か月前
武州工業株式会社
揚げカス処理装置
15日前
住友重機械工業株式会社
プレス装置
2か月前
村田機械株式会社
プレス機械及び制御方法
2か月前
ニデックドライブテクノロジー株式会社
プレス機
2か月前
株式会社レゾナック
粉末フィーダー
2か月前
住友重機械工業株式会社
プレス装置及びプレス方法
3か月前
エスエムエス グループ ゲーエムベーハー
押出プレス機
4か月前
シチズンファインデバイス株式会社
粉末成形装置
29日前
ニデックドライブテクノロジー株式会社
プレス装置及びプレス調整方法
3か月前
小林工業株式会社
粉末成形装置および粉末成形体の製造方法
1日前
株式会社アマダ
曲げ加工機
3か月前
パナソニックIPマネジメント株式会社
加工精度の判定方法および判定モデルの学習方法
3か月前
住友重機械工業株式会社
プレス装置、プレス装置の異常検知方法及び異常検知プログラム
3か月前
株式会社ジャノメ
電動プレス並びに評価領域設定装置、方法、およびプログラム
3か月前
ピルツ ゲーエムベーハー アンド コー.カーゲー
制動力監視装置および方法
1か月前
株式会社寺岡精工
ペットボトル減容装置
1か月前
株式会社ジャノメ
判定枠自動生成装置、電動プレス、判定枠自動生成方法および判定枠自動生成プログラム
3か月前
フェッテ コンパクティング ゲーエムベーハー
回転プレス機の加圧パンチの状態を評価する方法および回転プレス機
3か月前
株式会社理研計器奈良製作所
プレス成形のエネルギー算出プログラム、プレス成形のエネルギー算出方法及びプレス成形のエネルギー算出システム
1日前
株式会社日本総合研究所
アセスメント業務支援装置およびその制御方法ならびにプログラム
3か月前
コニカミノルタ株式会社
文書作成方法、当該方法をコンピュータに実行させるプログラム、および文書作成装置
2か月前
株式会社リクルート
情報提供システム及びプログラム
26日前
三菱総研DCS株式会社
情報処理装置、情報処理方法及びプログラム
25日前
株式会社リクルート
情報提供システム及びプログラム
26日前
高松機械工業株式会社
切削工具刃先撮影システム
1か月前
住友不動産株式会社
レイアウト作成装置及び方法
3か月前
アニヤ バイオファーム インク.
ペプチド送達のための医薬組成物
1か月前
ユニバーシティ カレッジ カーディフ コンサルタンツ リミテッド
ホスホ抗原プロドラッグ化合物
1か月前
日東電工株式会社
表面保護フィルム付偏光板
8日前
エル.イー.エー.エフ. ホールディングス グループ エルエルシー
ガンマポリグルタミン酸化葉酸代謝拮抗薬およびその使用
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ