TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024014444
公報種別
公開特許公報(A)
公開日
2024-02-01
出願番号
2022117268
出願日
2022-07-22
発明の名称
塊成体の製造装置およびその制御方法
出願人
JFEスチール株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B30B
3/00 20060101AFI20240125BHJP(プレス)
要約
【課題】成型コークス等の塊成体の生産性を向上させることができる塊成体の製造装置およびその制御方法を提供すること。
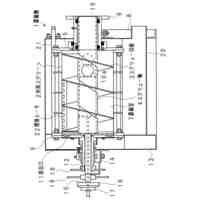
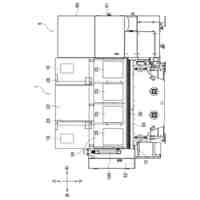
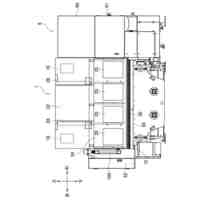
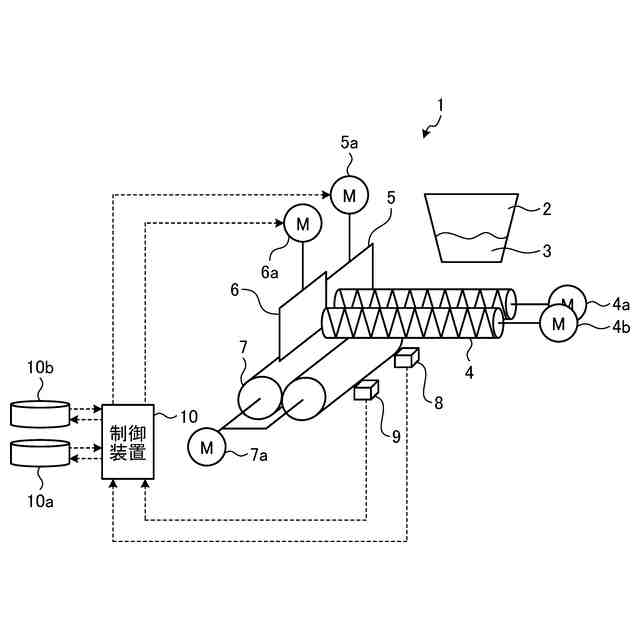
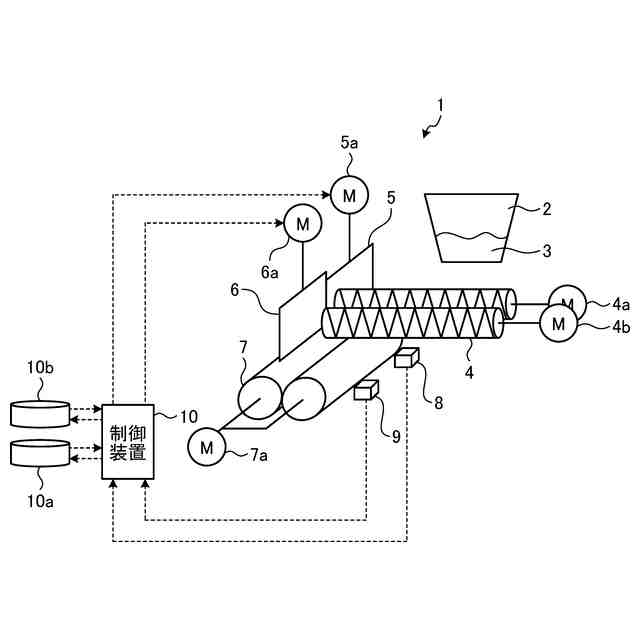
【解決手段】塊成体の製造装置は、所定の間隙を隔てつつ固定して設けられた一対のロールと、一対のロールの間隙に供給される原料の量を、幅方向で分割して調整する原料供給調整手段と、幅方向で分割した原料供給調整手段の各々に対して一つ以上設けられ、一対のロールが投入された原料に作用させる圧力を計測する圧力計測手段と、原料供給調整手段を制御するとともに、圧力計測手段から計測値が供給される制御手段と、を備え、制御手段が、圧力計測手段による圧力の計測値に基づいて幅方向で分割した原料供給調整手段を制御することによって、一対のロールの間隙に供給される原料の量を幅方向で制御しつつ、原料を塊成化させる。
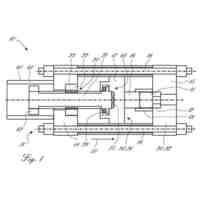
【選択図】図1
特許請求の範囲
【請求項1】
所定の間隙を隔てつつ固定して設けられた一対のロールと、
前記一対のロールの間隙に供給される原料の量を、幅方向で分割して調整する原料供給調整手段と、
前記幅方向で分割した前記原料供給調整手段の各々に対して一つ以上設けられ、前記一対のロールが投入された原料に作用させる圧力を計測する圧力計測手段と、
前記原料供給調整手段を制御するとともに、前記圧力計測手段から計測値が供給される制御手段と、
を備え、
前記制御手段が、前記圧力計測手段による前記圧力の計測値に基づいて前記幅方向で分割した前記原料供給調整手段を制御することによって、前記一対のロールの間隙に供給される原料の量を幅方向で制御しつつ、原料を塊成化させることを特徴とする塊成体の製造装置。
続きを表示(約 630 文字)
【請求項2】
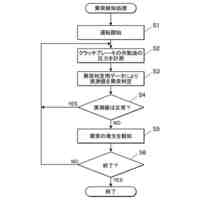
前記制御手段が、予め設定された、前記一対のロールから投入された原料に作用させる圧力の目標値、前記圧力の目標値と前記圧力計測手段による前記圧力の計測値との偏差、および原料供給調整手段の制御量から構成された制御用テーブルを、前記幅方向で分割した原料供給調整手段の数だけ有し、前記圧力の目標値と前記圧力計測手段による圧力の計測値との偏差を算出し、前記圧力の目標値と前記偏差とから前記制御用テーブルにおける前記原料供給調整手段の制御量を索出して、前記索出した制御量に基づいて、原料供給調整手段ごとに制御することを特徴とする請求項1に記載の塊成体の製造装置。
【請求項3】
所定の間隙を隔てつつ固定して設けられた一対のロールと、前記一対のロールの間隙に供給される原料の量を、幅方向で分割して調整する原料供給調整手段と、前記一対のロールが投入された原料に作用させる圧力を、前記幅方向で分割した前記原料供給調整手段の数だけ計測する圧力計測手段と、前記原料供給調整手段を制御するとともに、前記圧力計測手段から計測値が供給される制御手段と、を備える塊成体の製造装置の制御方法であって、
前記制御手段が、前記圧力計測手段による前記圧力の計測値に基づいて前記幅方向で分割した前記原料供給調整手段を制御することによって、前記一対のロールの間隙に供給される原料の量を幅方向で制御しつつ、原料を塊成化させることを特徴とする塊成体の製造装置の制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、塊成体の製造装置およびその制御方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
近年、コークスの反応性を向上させるため、炭素含有物質(石炭等)を結合剤(バインダ)と混合して塊状に成型した後、その塊状に成型した塊成体(成型物)を乾留処理して製造した成型コークスを高炉用原料として用いる技術が開発されている。
【0003】
成型コークスのうち、炭素含有物質(石炭等)に鉄含有物質(鉄鉱石等)を一定量混合して塊状に成型したものは、フェロコークスと呼ばれている。成型コークスの製造方法としては、一般的に混練原料を成型ロールで塊成化した成型物を、縦型の乾留炉を用いて乾留処理する方法が提案されている。
【0004】
従来、混練原料の成型において、塊成体の品質を適正な範囲に確保するために、混練原料をロール圧縮により成型する成型機のロールギャップを制御することでロール間の圧力の変動を抑制し、ロールに原料を投入する際の押圧力を調整する方法が提案されている。
【0005】
例えば、特許文献1には、油圧シリンダにより所定の圧力で押圧され、この所定の圧力で維持されたロールギャップが連続的に変動可能で、かつ回転数を調整可能な一対の成型ロールと、粉体供給装置と、を備えたロール塊成機が開示されている。特許文献1の粉体供給装置は、一対の成型ロールの上方に設置されたスクリューフィーダおよびそのケーシングを備えている。
【先行技術文献】
【特許文献】
【0006】
特開2011-57970号公報
特開2014-172060号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1では、スクリューフィーダの回転により、一対の成型ロール上に粉体を供給かつ押圧して、回転ロールの回転とともに粉体を板状に塊成化する際に、一対の成型ロール間のギャップが一定になるように、スクリューフィーダの回転数を制御している。
【0008】
しかしながら、特許文献1で提案された技術では、ロールギャップを制御するために、油圧サーボや電動等のロールギャップ調整機構が必要となり、装置の構成が複雑になるのみならず、これらのロールギャップ調整機構の維持管理が必要であった。
【0009】
そこで、簡単な構造の製造装置において、製造される塊成体の品質を高品質に確保することが望まれていたが、簡単な構造の製造装置を採用すると、従来の制御方法では制御性が悪く、自動で圧力制御を行うのが困難であった。そのため、オペレータが成型圧力を常時監視しつつ、手動でロール間の圧力制御を行う必要があった。
【0010】
これに対して、特許文献2では、ロールギャップを制御することなく成型圧力変動を抑制し、塊成体の品質を適正な範囲に確保することが可能となる制御方法を提案している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社石垣
ドラム型濃縮機
2か月前
太陽工業株式会社
プレス装置
5か月前
株式会社ジャノメ
電動プレス装置
4か月前
株式会社和田機械
食品原料の裏ごし機
5か月前
住友重機械工業株式会社
加圧装置
16日前
有限会社天野製作所
人力プレス機
20日前
株式会社プロテリアル
成形装置および弓形磁石
2か月前
ユーエスウラサキ株式会社
微粒体圧縮装置
5か月前
住友重機械工業株式会社
プレス装置
2か月前
株式会社アマダ
曲げ加工機
2か月前
新東工業株式会社
粉塵固化システム
2か月前
住友重機械工業株式会社
プレス装置及びプレス方法
20日前
株式会社菊水製作所
回転式粉体圧縮成形機の制御装置
4か月前
株式会社神戸製鋼所
等方圧加圧装置および等方圧加圧方法
1か月前
エスエムエス グループ ゲーエムベーハー
押出プレス機
1か月前
アイダエンジニアリング株式会社
ワーク保持ツールの交換支持装置
3か月前
トヨタ紡織株式会社
プレス加工装置
2か月前
日本特殊陶業株式会社
成形型
2か月前
ニデックドライブテクノロジー株式会社
プレス装置及びプレス調整方法
15日前
株式会社日本製鋼所
ホットプレスシステムの温度制御方法およびホットプレスシステム
5か月前
株式会社栗本鐵工所
測定波形表示装置およびプログラム
3か月前
株式会社エイチワン
金属加工方法および金属加工システム
4か月前
JFEスチール株式会社
塊成体の製造装置およびその制御方法
4か月前
株式会社アマダ
曲げ加工機
22日前
住友重機械工業株式会社
プレス装置、プレス装置の異常検知方法及び異常検知プログラム
16日前
パナソニックIPマネジメント株式会社
加工精度の判定方法および判定モデルの学習方法
7日前
アイダエンジニアリング株式会社
プレス機械及びプレス機械の画像監視方法
3か月前
株式会社ジャノメ
電動プレス並びに評価領域設定装置、方法、およびプログラム
6日前
冨士発條株式会社
プレスシステム、トランスファプレスシステム、トランスファ装置、及び金型
4か月前
湖南肆玖科技有限公司
自動圧力熱転写プレス機
5か月前
ザ・ボーイング・カンパニー
ホットボックス交換能力及びその方法
2か月前
フェッテ コンパクティング ゲーエムベーハー
回転プレス機の加圧パンチの状態を評価する方法および回転プレス機
16日前
キンタス・テクノロジーズ・エービー
プレス装置における方法
1か月前
シューラー プレッセン ゲーエムベーハー
工具ユニット、工具ユニットを保持するプレス機、工具ユニットをプレス機のホルダ内に作動可能に配置する方法
3か月前
アーベーベー・シュバイツ・アーゲー
ソリッドステートサーキットブレーカのための故障電流検出
3か月前
株式会社日本総合研究所
アセスメント業務支援装置およびその制御方法ならびにプログラム
1日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ