TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024015861
公報種別
公開特許公報(A)
公開日
2024-02-06
出願番号
2022118207
出願日
2022-07-25
発明の名称
回転式粉体圧縮成形機の制御装置
出願人
株式会社菊水製作所
代理人
個人
,
個人
主分類
B30B
11/08 20060101AFI20240130BHJP(プレス)
要約
【課題】回転式粉体圧縮成形機の下流側に周辺装置を配置した連続処理システムにおける、地震等非常時の成形品の溢出を抑制する。
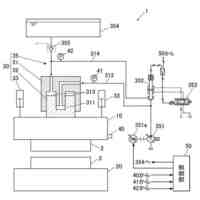
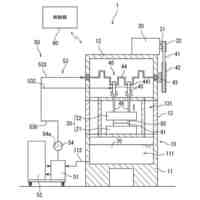
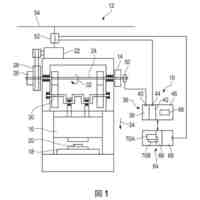
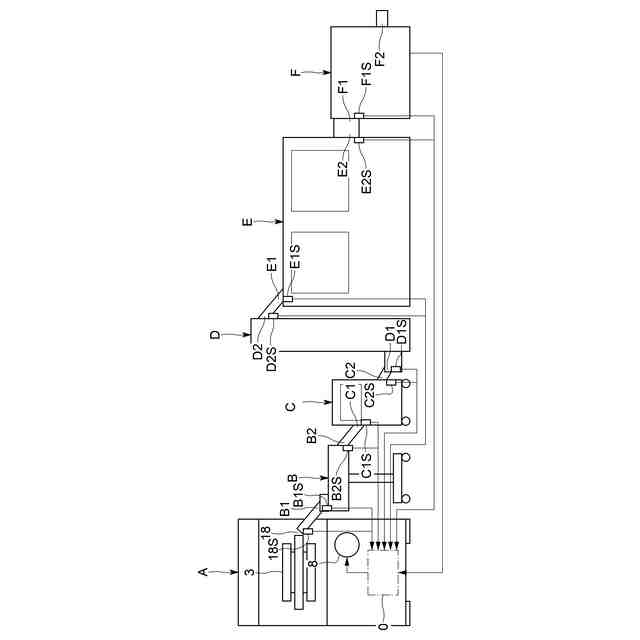
【解決手段】回転式粉体圧縮成形機Aの下流側にあって同成形機Aが製造した成形品に所定の後処理を施す周辺装置Bに向けて成形品を排出する当該成形機Aにおける出口部18を流れる成形品の有無若しくは流量を検出する手段18S、並びに前記周辺装置Bにおける前記成形機Aの出口部18に接続して成形品の供給を受ける入口部B1を流れる成形品の有無若しくは流量を検出する手段B1Sをそれぞれ個別に設け、前記出口部18を流れる成形品の有無若しくは流量とその直後の前記入口部B1を流れる成形品の有無若しくは流量との差が閾値を超えた場合に、前記成形機Aの回転盤及び杵の回転を停止させる回転式粉体圧縮成形機の制御装置を構成した。
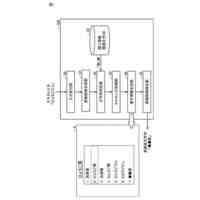
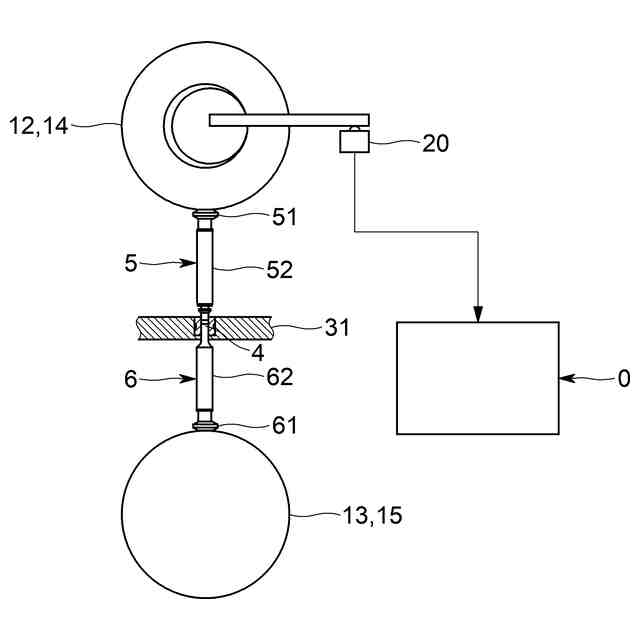
【選択図】図4
特許請求の範囲
【請求項1】
臼孔を設けたテーブル、及び臼孔の上下に配置される杵を上下摺動可能に保持する杵保持部を備えた回転盤を杵と共に回転させることで、臼孔内に充填された粉体を杵により圧縮し成形品を成形する回転式の粉体圧縮成形機を制御する制御装置であって、
前記成形機の下流側にあって同成形機が製造した成形品に所定の後処理を施す周辺装置に向けて成形品を排出する当該成形機における出口部を流れる成形品の有無若しくは流量を検出する手段、並びに前記周辺装置における前記成形機の出口部に接続して成形品の供給を受ける入口部を流れる成形品の有無若しくは流量を検出する手段をそれぞれ個別に設け、
前記出口部を流れる成形品の有無若しくは流量とその直後の前記入口部を流れる成形品の有無若しくは流量との差が閾値を超えた場合に、前記成形機の回転盤及び杵の回転を停止させる回転式粉体圧縮成形機の制御装置。
続きを表示(約 1,000 文字)
【請求項2】
臼孔を設けたテーブル、及び臼孔の上下に配置される杵を上下摺動可能に保持する杵保持部を備えた回転盤を杵と共に回転させることで、臼孔内に充填された粉体を杵により圧縮し成形品を成形する回転式の粉体圧縮成形機を制御する制御装置であって、
前記成形機の下流側にあって同成形機が製造した成形品に所定の後処理を施す周辺装置が当該後処理を終えた成形品を排出する出口部を流れる成形品の有無若しくは流量を検出する手段、並びにその成形品に所定の後処理を施す次の周辺装置における前記周辺装置の出口部に接続して成形品の供給を受ける入口部を流れる成形品の有無若しくは流量を検出する手段をそれぞれ個別に設け、
前記出口部を流れる成形品の有無若しくは流量とその直後の前記入口部を流れる成形品の有無若しくは流量との差が閾値を超えた場合に、前記成形機の回転盤及び杵の回転を停止させる回転式粉体圧縮成形機の制御装置。
【請求項3】
前記成形機の下流側にあって同成形機が製造した成形品に所定の後処理を施す周辺装置が当該後処理を終えた成形品を排出する出口部を流れる成形品の有無若しくは流量を検出する手段、並びにその成形品に所定の後処理を施す次の周辺装置における前記周辺装置の出口部に接続して成形品の供給を受ける入口部を流れる成形品の有無若しくは流量を検出する手段をそれぞれ個別に設け、
前記出口部を流れる成形品の有無若しくは流量とその直後の前記入口部を流れる成形品の有無若しくは流量との差が閾値を超えた場合に、前記成形機の回転盤及び杵の回転を停止させる請求項1記載の回転式粉体圧縮成形機の制御装置。
【請求項4】
前記周辺装置が三基以上存在し、それら周辺装置における前の周辺装置の出口部、及びその次に連続する周辺装置の入口部の双方に前記検出手段を設けており、
前記出口部を流れる成形品の有無若しくは流量とその直後の前記入口部を流れる成形品の有無若しくは流量との差が閾値を超えた場合に、前記成形機の回転盤及び杵の回転を停止させる請求項2または3記載の回転式粉体圧縮成形機の制御装置。
【請求項5】
前記周辺装置には、成形品の表面に付着している粉体の除去を行うもの、成形品の表面への印刷又は刻印を行うもの、成形品に混入した金属片を検出するもののうち少なくとも一つが含まれる請求項4記載の回転式粉体圧縮成形機の制御装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、粉体を圧縮して医薬品の錠剤、食品、電子部品等を成形する回転式の粉体圧縮成形機を制御する制御装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
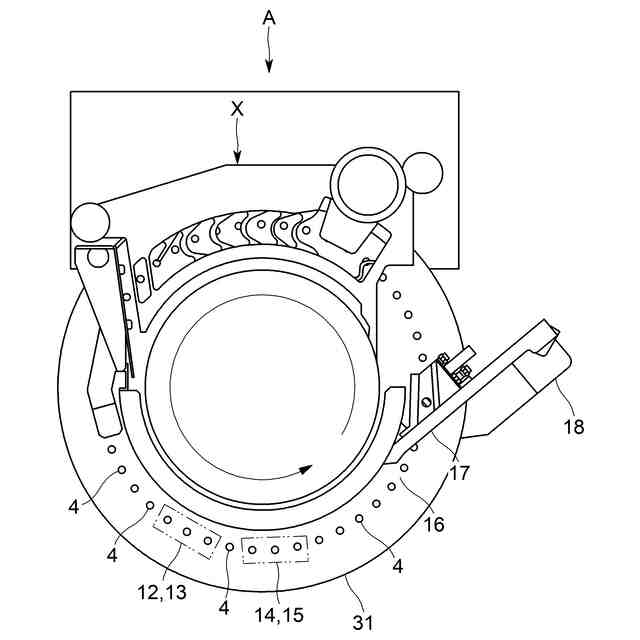
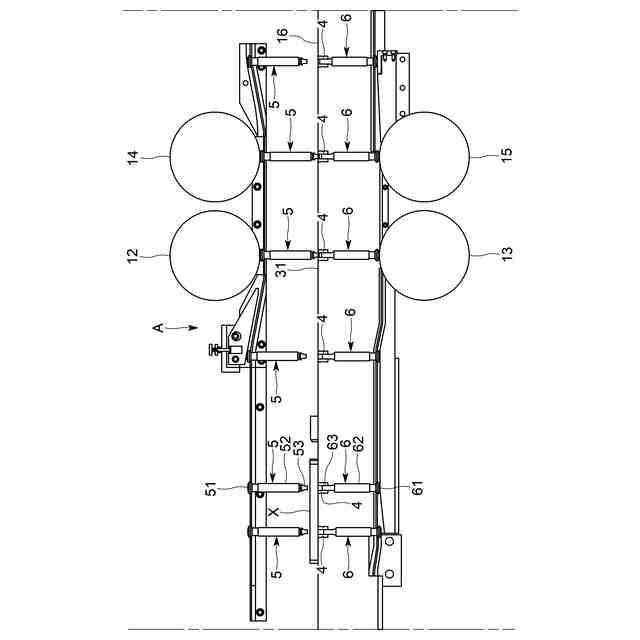
回転盤のテーブルに臼孔を設けると共に、各臼孔の上下に上杵及び下杵をそれぞれ摺動可能に保持させておき、臼孔及び杵を共に水平回転させて、上杵及び下杵の対が上ロール及び下ロールの間を通過する際に臼孔内に充填された粉体を圧縮成形する回転式粉体圧縮成形機(例えば、下記特許文献1を参照)が公知である。
【0003】
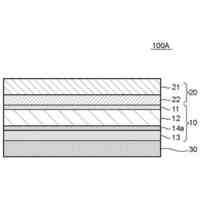
粉体圧縮成形機により成形した成形品に対しては、その表面に付着している粉体の除去や、表面への印刷又は刻印、あるいは成形品に金属片が混入した場合における金属片の検出等といった後処理を施すことがある。そのような後処理を行うための周辺装置として、ブラシ式(例えば、下記特許文献2を参照)やエアジェット式(例えば、下記特許文献3を参照)の粉体除去機、印刷機(例えば、下記特許文献4を参照)、金属検出器(例えば、下記非特許文献1を参照)等が用いられる。
【0004】
成形品の成形から後処理までを一貫して連続的に実行するべく、粉体圧縮成形機の下流側に後処理を担う一又は複数の周辺装置を配置することが考えられる。だが、成形機が成形品を排出する速度と、周辺装置が成形品を処理する速度との間に齟齬が生じると、成形品の供給を受ける周辺装置の入口部において成形品が滞留し、そこから成形品が溢れ出してしまうおそれがある。
【0005】
他方、成形機が成形する成形品の品質は、成形機の回転盤及び杵の回転速度の影響を受ける。回転盤及び杵の回転速度が速いほど、成形機における打錠速度(粉体を圧縮成形する速度)が速くなる。打錠速度が速すぎると、成形品の上下が剥がれるキャッピングや、成形品の中間部が層状に剥離するラミネーションが起こりやすくなる。逆に、打錠速度が遅すぎると、臼孔の内周面との摩擦に起因して成形品の側面に傷が入るバインディングや、成形品を構成する粉体の一部が剥がれて杵の端面に付着するスティッキングが起こりやすくなる。
【0006】
そこで、本願の出願人は、周辺装置における、成形品の供給を受ける入口部又は後処理を終えた成形品を排出する出口部の成形品の滞留量又は流量をセンサを介して検出し、その検出した滞留量又は流量に応じて、成形機の回転盤及び杵の回転速度を調節するシステムを構築した(例えば、下記特許文献5を参照)。
【先行技術文献】
【特許文献】
【0007】
特開2012-110961号公報
特開2006-298526号公報
特開2011-245107号公報
特開2016-010437号公報
特許第6681756号公報
【非特許文献】
【0008】
株式会社アキュレックス、“錠剤・カプセル金属検出器”、[online]、平成22年、株式会社アキュレックス、[令和4年7月20日検索]、インターネット<URL:http://www.acuraks.com/products/safeline/safeline#tablex#pro.html>
【発明の概要】
【発明が解決しようとする課題】
【0009】
粉体圧縮成形機の下流側に後処理を担う周辺装置を配列したシステムの自動運転中に、大きな地震が発生し、成形機と周辺装置との間の接続が分断された。にもかかわらず、粉体圧縮成形機による成形品の打錠が継続されたために、製造された多量の成形品が成形機から零れ落ち、室内の床一面に広がるという事象が現に発生した。
【0010】
このような事象を回避する手立てとして、地震を検知する機構をシステムに実装し、地震の発生とともにシステムを緊急停止させることが考えられる。しかしながら、このような機構を実装することは技術的に必ずしも容易でなく、費用対効果も悪い。地震が生じたからといって、小規模であれば直ちに成形機と周辺装置との間の接続や周辺装置間の接続が外れるわけではない。そうであれば、システムの運転を継続することが好ましい。一旦停止したシステムを再起動することは手間である上、再起動直後に粉体圧縮成形機が圧縮打錠する成形品には不良のものが多く、まとめて廃棄せざるを得ないことも一因である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
アルミ缶潰し補助具
1か月前
日機装株式会社
加圧装置
1か月前
新電元メカトロニクス株式会社
プレス装置
1か月前
株式会社アマダ
曲げ加工機
1か月前
住友重機械工業株式会社
プレス装置
2か月前
武州工業株式会社
揚げカス処理装置
15日前
村田機械株式会社
プレス機械及び制御方法
2か月前
ニデックドライブテクノロジー株式会社
プレス機
2か月前
株式会社レゾナック
粉末フィーダー
2か月前
シチズンファインデバイス株式会社
粉末成形装置
29日前
ニデックドライブテクノロジー株式会社
プレス装置及びプレス調整方法
3か月前
小林工業株式会社
粉末成形装置および粉末成形体の製造方法
1日前
パナソニックIPマネジメント株式会社
加工精度の判定方法および判定モデルの学習方法
3か月前
株式会社ジャノメ
電動プレス並びに評価領域設定装置、方法、およびプログラム
3か月前
ピルツ ゲーエムベーハー アンド コー.カーゲー
制動力監視装置および方法
1か月前
株式会社寺岡精工
ペットボトル減容装置
1か月前
株式会社ジャノメ
判定枠自動生成装置、電動プレス、判定枠自動生成方法および判定枠自動生成プログラム
3か月前
株式会社理研計器奈良製作所
プレス成形のエネルギー算出プログラム、プレス成形のエネルギー算出方法及びプレス成形のエネルギー算出システム
1日前
株式会社日本総合研究所
アセスメント業務支援装置およびその制御方法ならびにプログラム
3か月前
コニカミノルタ株式会社
文書作成方法、当該方法をコンピュータに実行させるプログラム、および文書作成装置
2か月前
株式会社リクルート
情報提供システム及びプログラム
26日前
三菱総研DCS株式会社
情報処理装置、情報処理方法及びプログラム
25日前
株式会社リクルート
情報提供システム及びプログラム
26日前
高松機械工業株式会社
切削工具刃先撮影システム
1か月前
アニヤ バイオファーム インク.
ペプチド送達のための医薬組成物
1か月前
ユニバーシティ カレッジ カーディフ コンサルタンツ リミテッド
ホスホ抗原プロドラッグ化合物
1か月前
日東電工株式会社
表面保護フィルム付偏光板
8日前
エル.イー.エー.エフ. ホールディングス グループ エルエルシー
ガンマポリグルタミン酸化葉酸代謝拮抗薬およびその使用
2か月前
エル.イー.エー.エフ. ホールディングス グループ エルエルシー
アルファポリグルタミン酸化葉酸代謝拮抗薬およびその使用
2か月前
他の特許を見る



 特許ウォッチ
特許ウォッチ