TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024010788
公報種別
公開特許公報(A)
公開日
2024-01-25
出願番号
2022112289
出願日
2022-07-13
発明の名称
積層構造物の製造方法
出願人
大陽日酸株式会社
,
国立大学法人大阪大学
代理人
弁理士法人志賀国際特許事務所
主分類
B22F
10/322 20210101AFI20240118BHJP(鋳造;粉末冶金)
要約
【課題】積層構造物中の結晶組織の制御が容易な積層構造物の製造方法を提供する。
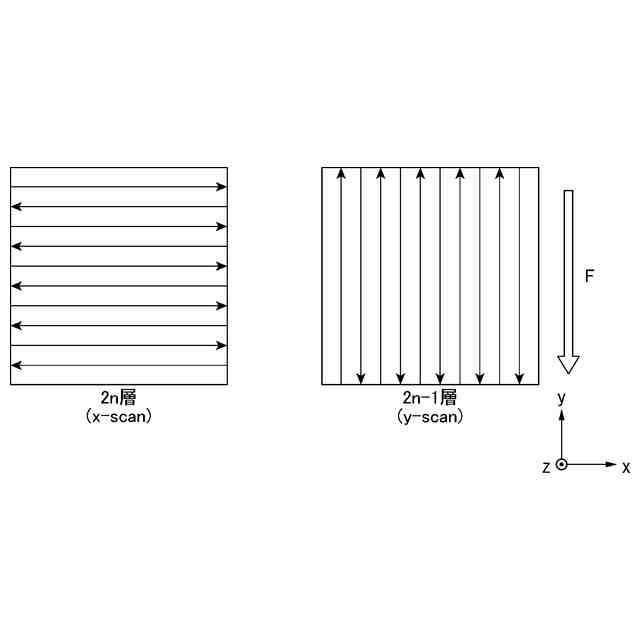
【解決手段】パウダーベッドの表面と平行なガスフローを設け、第1方向にエネルギー線を走査しながら照射して第1溶融固化層を形成し、第1方向と交差する第2方向にエネルギー線を走査しながら照射して第2溶融固化層を形成し、パウダーベッドの第1堆積厚さと、エネルギー線の第1入熱量とを調整して、第1溶融固化層の積層厚さ及び第1溶融固化層の溶け込み深さを制御し、パウダーベッドの第2堆積厚さと、エネルギー線の第2入熱量とを調整して、第2溶融固化層の積層厚さ及び第2溶融固化層の溶け込み深さを制御し、第1方向とガスフローの方向とのなす角度α1を調整して第1入熱量を制御し、第2方向とガスフローの方向とのなす角度α2を調整して第2入熱量を制御して、結晶組織における第1溶融固化層の残存厚さと第2溶融固化層の残存厚さとを制御する、積層構造物の製造方法を選択する。
【選択図】なし
特許請求の範囲
【請求項1】
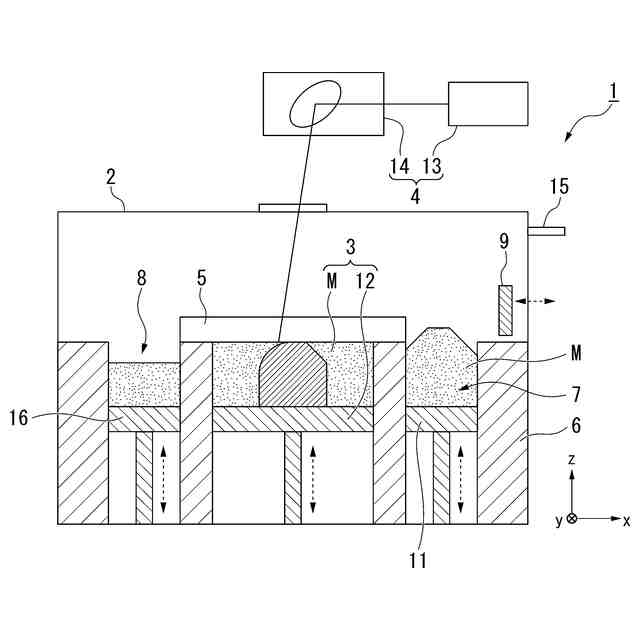
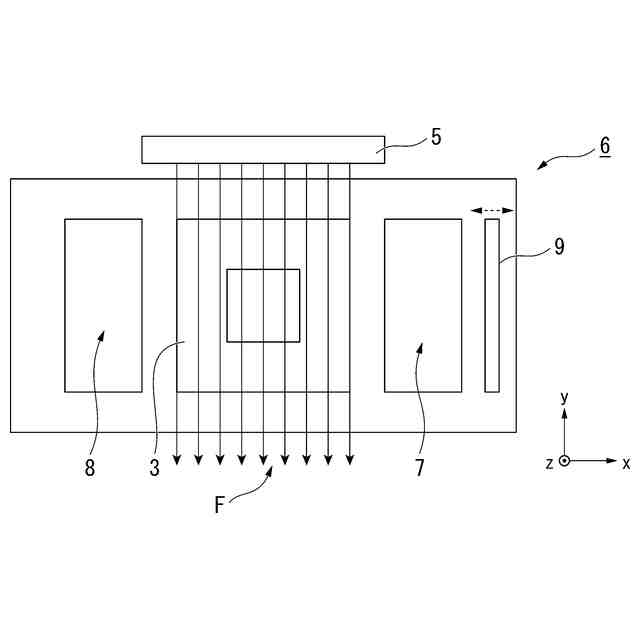
原料粉末を堆積させたパウダーベッドの表面に沿って、前記表面と平行なガスフローを設け、
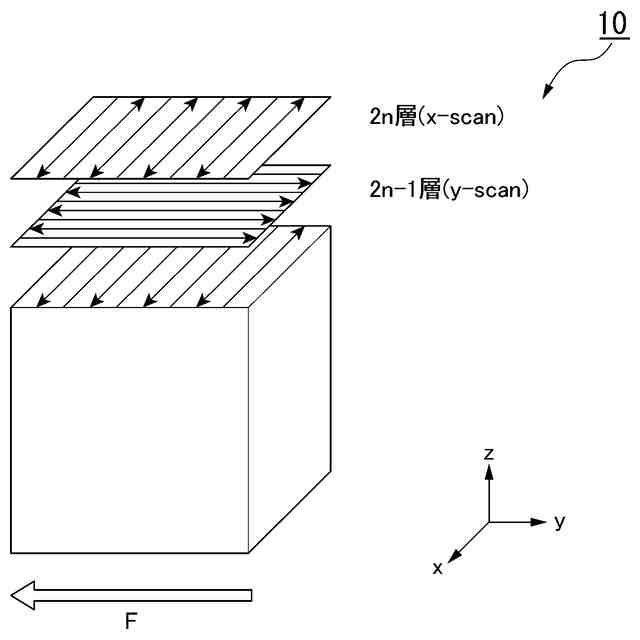
前記表面と平行な第1方向にエネルギー線を走査しながら照射して第1溶融固化層を形成し、
前記表面と平行、かつ前記第1方向と交差する第2方向にエネルギー線を走査しながら照射して第2溶融固化層を形成し、
前記第1及び第2溶融固化層をそれぞれ1層以上含み、これらが厚さ方向に複数層重なった結晶組織を含む積層構造物を製造する方法であって、
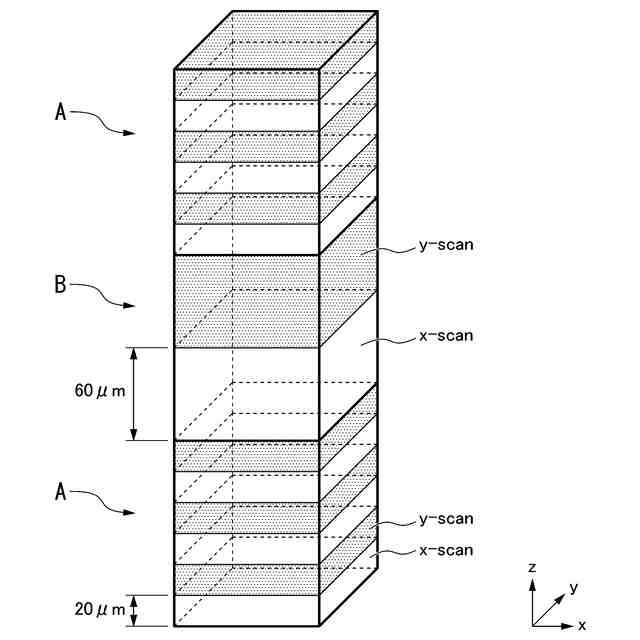
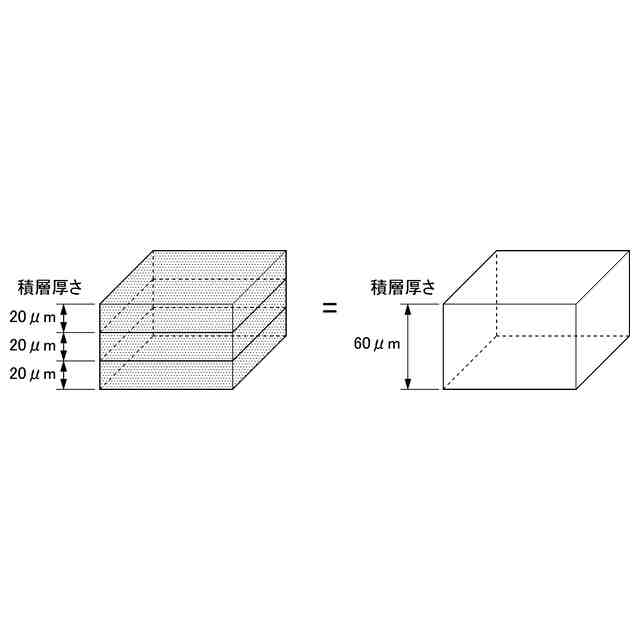
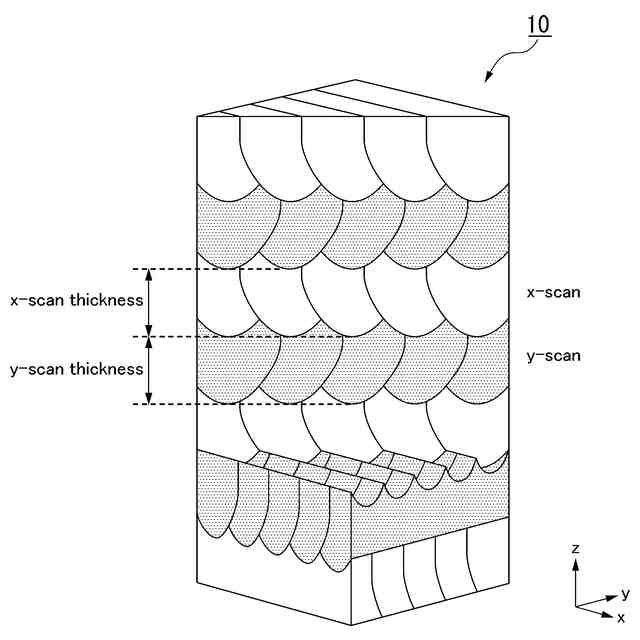
前記第1溶融固化層を形成する際、パウダーベッドの第1堆積厚さと、前記パウダーベッドに照射するエネルギー線の第1入熱量とを調整して、前記第1溶融固化層の積層厚さ及び前記第1溶融固化層の溶け込み深さを制御し、
前記第2溶融固化層を形成する際、パウダーベッドの第2堆積厚さと、前記パウダーベッドに照射するエネルギー線の第2入熱量とを調整して、前記第2溶融固化層の積層厚さ及び前記第2溶融固化層の溶け込み深さを制御し、
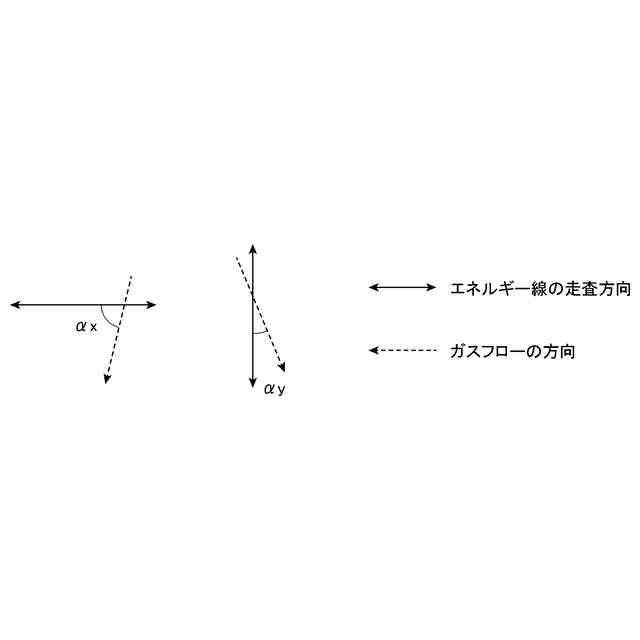
前記第1入熱量は、前記第1方向と前記ガスフローの方向とのなす角度α1を調整して制御し、
前記第2入熱量は、前記第2方向と前記ガスフローの方向とのなす角度α2を調整して制御して、
前記結晶組織における前記第1溶融固化層の残存厚さと、前記第2溶融固化層の残存厚さと、を制御する、積層構造物の製造方法。
続きを表示(約 340 文字)
【請求項2】
前記角度α1及び前記角度α2のうち、一方を45°以上90°以下に調整し、他方を0°以上45°以下に調整する、請求項1に記載の積層構造物の製造方法。
【請求項3】
前記第1溶融固化層又は前記第2溶融固化層のみを含み、これらが厚さ方向に複数層重なった結晶組織をさらに含む、請求項1に記載の積層構造物の製造方法。
【請求項4】
前記表面と平行、かつ前記第1方向及び前記第2方向とそれぞれ交差する第3方向にエネルギー線を走査しながら照射して第3溶融固化層を形成し、
前記第3溶融固化層を少なくとも1層以上含み、これらが厚さ方向に複数層重なった結晶組織をさらに含む積層構造物を製造する、請求項1に記載の積層構造物の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層構造物の製造方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
付加製造技術のようにエネルギー線を用いて積層構造物を製造することがある。例えば、任意のCAD(Computer Aided Design)データに基づいてレーザの照射により得られる金属層を順次積層し、三次元構造物として任意の形状の積層構造物を製造できる。付加製造技術は、航空機関連部材を含む産業機器分野や医療機器分野等に適用され、有望な技術として注目されている。近年、積層構造物に所望の機械的特性を付与するために、積層構造物の結晶組織を制御することが提案されている。例えば、結晶組織の制御により機械的強度、弾性率を制御できる。他にも、優先的な結晶方位を持つ結晶組織によれば、ヤング率、降伏応力、耐疲労性等の異方性を積層構造物に付与できる。
【0003】
特許文献1~3では、結晶組織の制御のための手法としてレーザのスキャン速度、レーザ出力、ピッチ幅、スキャンストラテジー等のプロセスパラメータを調整することが提案されている。
【0004】
特許文献1では、βチタン合金において低弾性率化を実現するために、溶融工程での走査方向を調整することで、結晶配向性を制御することが提案されている。
特許文献2では、スキャンストラテジーとレーザパワーの組み合わせ、レーザ光、アーク放電の照射方向とパワーの制御によって、積層方向に対し単結晶様の組織を形成することが提案されている。
特許文献3では、指向性エネルギー源からのビームを誘導し、堆積及び融合工程を行い、別の外部熱制御装置により再融解及び凝固をすることで、単結晶様組織を得ることが提案されている。
【0005】
一方、特許文献4では、粉末床の表層近傍にガス流(ガスフロー)を設けることで、レーザの照射によって金属層を形成する際に発生するヒュームを除去するとともに、レーザの走査方向に応じてガス流の方向の切り替えが可能な積層造形方法が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開2017-171985号公報
特開2018-115090号公報
特許第6216881号公報
特開2019-183282号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献4に開示されたように、粉末床の表層近傍にガス流を設けながらレーザを照射して金属層を形成し、この金属層を積層することで積層構造物を製造する場合、特許文献1~3で開示されたように、レーザのスキャン速度、レーザ出力、ピッチ幅、スキャンストラテジー等のプロセスパラメータを調整するだけでは、積層構造物中の結晶組織を制御することが困難であった。
【0008】
本発明は、上記事情に鑑みてなされたものであって、積層構造物中の結晶組織の制御が容易な積層構造物の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0009】
本願の発明者らが鋭意検討した結果、レーザの走査方向とガスフローの方向とが同じ方向(すなわち、平行方向)になるにつれて、換言すると、レーザの走査方向とガスフローの方向とがなす角αが0°に近づくにつれて、レーザの照射によって原料粉末が溶融した際に発生するスパッタやヒュームが、ガスフローによってレーザの走査方向に流れ、当該走査方向におけるレーザの減衰が生じ、レーザの入熱量が低減することを見出した。また、溶融池の長手方向にガスが流れるため、溶融した原料の放熱が促進されることを見出し、本発明を完成させた。
【0010】
上記課題を解決するため、本発明は以下の構成を備える。
[1] 原料粉末を堆積させたパウダーベッドの表面に沿って、前記表面と平行なガスフローを設け、
前記表面と平行な第1方向にエネルギー線を走査しながら照射して第1溶融固化層を形成し、
前記表面と平行、かつ前記第1方向と交差する第2方向にエネルギー線を走査しながら照射して第2溶融固化層を形成し、
前記第1及び第2溶融固化層をそれぞれ1層以上含み、これらが厚さ方向に複数層重なった結晶組織を含む積層構造物を製造する方法であって、
前記第1溶融固化層を形成する際、パウダーベッドの第1堆積厚さと、前記パウダーベッドに照射するエネルギー線の第1入熱量とを調整して、前記第1溶融固化層の積層厚さ及び前記第1溶融固化層の溶け込み深さを制御し、
前記第2溶融固化層を形成する際、パウダーベッドの第2堆積厚さと、前記パウダーベッドに照射するエネルギー線の第2入熱量とを調整して、前記第2溶融固化層の積層厚さ及び前記第2溶融固化層の溶け込み深さを制御し、
前記第1入熱量は、前記第1方向と前記ガスフローの方向とのなす角度α1を調整して制御し、
前記第2入熱量は、前記第2方向と前記ガスフローの方向とのなす角度α2を調整して制御して、
前記結晶組織における前記第1溶融固化層の残存厚さと、前記第2溶融固化層の残存厚さと、を制御する、積層構造物の製造方法。
[2] 前記角度α1及び前記角度α2のうち、一方を45°以上90°以下に調整し、他方を0°以上45°以下に調整する、[1]に記載の積層構造物の製造方法。
[3] 前記第1溶融固化層又は前記第2溶融固化層のみを含み、これらが厚さ方向に複数層重なった結晶組織をさらに含む、[1]又は[2]に記載の積層構造物の製造方法。
[4] 前記表面と平行、かつ前記第1方向及び前記第2方向とそれぞれ交差する第3方向にエネルギー線を走査しながら照射して第3溶融固化層を形成し、
前記第3溶融固化層を少なくとも1層以上含み、これらが厚さ方向に複数層重なった結晶組織をさらに含む積層構造物を製造する、[1]乃至[3]のいずれかに記載の積層構造物の製造方法。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大陽日酸株式会社
予備凍結装置
1か月前
大陽日酸株式会社
医療用ガス供給装置
26日前
大陽日酸株式会社
蒸留装置および蒸留装置の運転方法
1か月前
大陽日酸株式会社
燃焼ノズル及び燃焼式排ガス処理装置
29日前
大陽日酸株式会社
冷凍機、制御装置、制御方法、及びプログラム
24日前
大陽日酸株式会社
シート状接合材及びその製造方法、並びに、接合体及びその製造方法
1か月前
芝浦機械株式会社
成形機
2か月前
芝浦機械株式会社
成形装置
1か月前
トヨタ自動車株式会社
保持炉
2か月前
トヨタ自動車株式会社
金型装置
1か月前
トヨタ自動車株式会社
鋳造装置
2か月前
日本製鉄株式会社
電磁ブレーキ装置
1か月前
芝浦機械株式会社
ダイカストマシン
1か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
大同特殊鋼株式会社
金属粉末材料の製造方法
1か月前
トヨタ自動車株式会社
ダイカスト金型
2日前
トヨタ自動車株式会社
離型剤の塗布方法
2か月前
株式会社日本高熱工業社
離型剤塗布装置
5日前
トヨタ自動車株式会社
金型の温度制御方法
2か月前
日本鋳造株式会社
押湯切断方法および押湯
1か月前
トヨタ自動車株式会社
ダイカスト鋳造装置
2か月前
トヨタ自動車株式会社
複合中子の製造方法
1か月前
JX金属株式会社
銅粉
16日前
旭有機材株式会社
低膨張鋳型用鋳物砂
2か月前
日本製鉄株式会社
鋼の連続鋳造方法
3か月前
芝浦機械株式会社
ダイカストマシン
1か月前
三菱重工業株式会社
金属粉末製造装置
2か月前
トヨタ自動車株式会社
金型の水漏れ検知システム
1か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
1か月前
パンチ工業株式会社
ダイカスト金型部品の製造方法
1か月前
石福金属興業株式会社
PtAu合金粉末の製造方法
1か月前
フタバ産業株式会社
金属搬送機構
26日前
芝浦機械株式会社
成形機用コントローラ及び成形機
1か月前
福田金属箔粉工業株式会社
溶浸用Cu系粉末
1か月前
株式会社リコー
立体造形装置及び立体造形方法
19日前
山陽特殊製鋼株式会社
鋳造方法
24日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ