TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025178116
公報種別
公開特許公報(A)
公開日
2025-12-05
出願番号
2025039483
出願日
2025-03-12
発明の名称
引張強度予測方法及びダイカスト熱処理材の製造方法
出願人
日本精工株式会社
代理人
弁理士法人栄光事務所
主分類
G01N
3/08 20060101AFI20251128BHJP(測定;試験)
要約
【課題】アルミニウム合金ダイカスト材の熱処理後の引張強度を予測することができる引張強度予測方法を提供する。
【解決手段】熱処理前試験材の引張強度Up1、元素の固溶量Dp1、巣体積Vp1、及び熱処理後試験材の引張強度Ua1、元素の固溶量Da1、巣体積Va1を測定し、これを式(1):(Ua1/Up1)=A×(Da1/Dp1)+B×(Va1/Vp1)+Cに代入して、定数A、B、Cを算出する。その後、熱処理前対象材中の元素の固溶量Dp2及び巣体積Vp2と、予測工程において予測された熱処理後対象材中の元素の固溶量Da2及び巣体積Va2と、上記定数A、B、Cとを、式(2):(Ua2/Up2)=A×(Da2/Dp2)+B×(Va2/Vp2)+Cに代入して、熱処理後対象材の引張強度(Ua2/Up2)を予測する。
【選択図】図1
特許請求の範囲
【請求項1】
アルミニウム合金ダイカスト材からなる熱処理前試験材と、前記アルミニウム合金ダイカスト材に対して複数の熱処理条件で熱処理を実施した熱処理後試験材とを用いて、前記アルミニウム合金ダイカスト材からなる熱処理後対象材の引張強度を予測する引張強度予測方法であって、
前記アルミニウム合金ダイカスト材の組成に応じて、引張強度に影響を与える元素を選択する元素選択工程と、
前記熱処理前試験材中の前記元素の固溶量、巣体積及び引張強度を測定するとともに、複数の前記熱処理後試験材の前記元素の固溶量、巣体積及び引張強度を測定する試験材測定工程と、
前記熱処理前試験材と前記各熱処理後試験材とにおいて、前記元素の固溶量と巣体積と引張強度とが共通の相関関係を有するように、引張強度に関する予測式を導出する予測式導出工程と、
前記複数の熱処理条件と、前記熱処理後試験材における前記元素の固溶量とが所定の関係を有するように、前記元素の固溶量に関する相関関係を導出し、前記熱処理後対象材の固溶量を予測する対象材固溶量予測工程と、
前記複数の熱処理条件と、前記熱処理後試験材の巣体積とが所定の関係を有するように、巣体積に関する相関関係を導出し、前記熱処理後対象材中の巣体積を予測する対象材巣体積予測工程と、
前記対象材固溶量予測工程に基づいて予測された前記熱処理後対象材の前記元素の固溶量と、前記対象材巣体積予測工程に基づいて予測された前記熱処理後対象材中の巣体積とを、前記予測式導出工程において導出された予測式に代入して、前記熱処理後対象材の引張強度を予測する引張強度予測工程と、
を有することを特徴とする、引張強度予測方法。
続きを表示(約 4,000 文字)
【請求項2】
前記試験材測定工程は、
前記熱処理前試験材について、引張強度Up1、前記元素の固溶量Dp1及び巣体積Vp1を測定する熱処理前試験材測定工程と、
少なくとも一部が互いに異なる前記複数の熱処理条件で熱処理を実施した前記各熱処理後試験材について、引張強度Ua1、前記元素の固溶量Da1、及び巣体積Va1を測定する熱処理後試験材測定工程と、を有し、
前記予測式導出工程は、
前記熱処理前試験材の前記引張強度Up1、前記元素の固溶量Dp1及び前記巣体積Vp1、並びに前記各熱処理後試験材の前記引張強度Ua1、前記元素の固溶量Da1及び前記巣体積Va1を下記式(1)に代入して、下記式(1)に共通な定数A、B、Cを算出する定数算出工程を有し、
式(1):(Ua1/Up1)=A×(Da1/Dp1)+B×(Va1/Vp1)+C
前記対象材固溶量予測工程は、
前記熱処理前試験材中の前記元素の固溶量Dp1と、前記各熱処理後試験材中の前記元素の固溶量Da1との相関関係を導出する固溶量導出工程と、
前記固溶量導出工程により導出された固溶量の相関関係に基づき、熱処理前対象材中の前記元素の固溶量Dp2から、所定の熱処理条件における前記熱処理後対象材中の前記元素の固溶量Da2を算出する対象材固溶量算出工程と、を有し、
前記対象材巣体積予測工程は、
前記熱処理前試験材中の巣体積Vp1と、前記熱処理後試験材中の巣体積Va1との相関関係を導出する巣体積導出工程と、
前記巣体積導出工程により導出された巣体積の相関関係に基づき、前記熱処理前対象材中の巣体積Vp2から、前記所定の熱処理条件における前記熱処理後対象材中の巣体積Va2を算出する対象材巣体積算出工程と、と有し、
前記引張強度予測工程において、
前記熱処理前対象材の前記引張強度Up2、前記元素の固溶量Dp2及び前記巣体積Vp2、並びに前記熱処理後対象材の前記元素の固溶量Da2及び前記巣体積Va2と、前記定数算出工程において導出された定数A、B、Cとを、下記式(2)に代入して、
式(2):(Ua2/Up2)=A×(Da2/Dp2)+B×(Va2/Vp2)+C
前記熱処理後対象材の引張強度(Ua2/Up2)を予測することを特徴とする、請求項1に記載の引張強度予測方法。
【請求項3】
前記試験材測定工程は、
前記熱処理前試験材について、引張強度Up1、前記元素の固溶量Dp1及び巣体積Vp1を測定する熱処理前試験材測定工程と、
少なくとも一部が互いに異なる前記複数の熱処理条件で熱処理を実施した前記各熱処理後試験材について、引張強度Ua1、前記元素の固溶量Da1、及び巣体積Va1を測定する熱処理後試験材測定工程と、を有し、
前記予測式導出工程は、
前記熱処理前試験材の前記引張強度Up1、前記元素の固溶量Dp1及び前記巣体積Vp1、並びに前記各熱処理後試験材の前記引張強度Ua1、前記元素の固溶量Da1及び前記巣体積Va1を下記式(3)及び下記式(4)に代入して、下記式(3)及び下記式(4)に共通な定数A、B、Cを算出する定数算出工程を有し、
式(3):Up1=A×Dp1+B×Vp1+C
式(4):Ua1=A×Da1+B×Va1+C
前記対象材固溶量予測工程は、
前記熱処理前試験材中の前記元素の固溶量Dp1と、前記各熱処理後試験材中の前記元素の固溶量Da1との相関関係を導出する固溶量導出工程と、
前記固溶量導出工程により導出された固溶量の相関関係に基づき、熱処理前対象材中の前記元素の固溶量Dp2から、所定の熱処理条件における前記熱処理後対象材中の前記元素の固溶量Da2を算出する対象材固溶量算出工程と、を有し、
前記対象材巣体積予測工程は、
前記熱処理前試験材中の巣体積Vp1と、前記熱処理後試験材中の巣体積Va1との相関関係を導出する巣体積導出工程と、
前記巣体積導出工程により導出された巣体積の相関関係に基づき、前記熱処理前対象材中の巣体積Vp2から、前記所定の熱処理条件における前記熱処理後対象材中の巣体積Va2を算出する対象材巣体積算出工程と、と有し、
前記引張強度予測工程において、
前記熱処理後対象材の前記元素の固溶量Da2及び前記巣体積Va2と、前記定数算出工程において導出された定数A、B、Cとを、下記式(5)に代入して、
式(5):Ua2=A×Da2+B×Va2+C
前記熱処理後対象材の引張強度Ua2を予測することを特徴とする、請求項1に記載の引張強度予測方法。
【請求項4】
さらに、前記引張強度予測工程の後に調整工程を有し、
前記調整工程は、
前記熱処理後対象材の引張強度Ua3を実測する強度実測工程と、
前記引張強度予測工程において予測された前記熱処理後対象材の引張強度Ua2と、前記強度実測工程において実測された前記引張強度Ua3とを比較して、誤差が発生しているかどうかを確認する確認工程と、
前記確認工程において、所定以上の誤差が生じていた場合に、前記試験材測定工程において使用された熱処理条件の他の複数の熱処理条件で、前記アルミニウム合金ダイカスト材に対して熱処理を実施し、前記試験材測定工程、前記予測式導出工程、前記対象材固溶量予測工程、前記対象材巣体積予測工程及び前記引張強度予測工程を繰り返す再予測工程と、を有することを特徴とする、請求項1~3のいずれか1項に記載の引張強度予測方法。
【請求項5】
前記元素選択工程において、前記熱処理前試験材に含まれる複数の元素の固溶量及び前記熱処理前試験材の引張強度Up1と、前記複数の熱処理条件で熱処理を実施した後の前記各熱処理後試験材に含まれる前記複数の元素の固溶量及び前記各熱処理後試験材の引張強度Ua1と、を比較して、前記複数の元素のうち、前記引張強度Up1及び前記引張強度Ua1と相関性が高い元素を選択することを特徴とする、請求項1~3のいずれか1項に記載の引張強度予測方法。
【請求項6】
前記複数の熱処理条件は、少なくとも一部が互いに異なる試験温度T1及び試験時間H1で実施する熱処理条件であり、
前記固溶量導出工程は、
前記試験温度T1及び前記試験時間H1に基づき、下記式(6)により算出されるラーソンミラーパラメータLMP1と、前記複数の熱処理条件で熱処理を実施した後の前記熱処理後試験材中の前記元素の固溶量Da1とが、高い相関関係を有するように定数Xを算出する、熱量定量化工程を有し、
式(6):LMP1=T1×(X+Log(H1))
前記対象材固溶量算出工程において、
前記熱量定量化工程において算出された定数Xと、前記熱処理前対象材に対して実施される熱処理の温度T2及び時間H2とを、下記式(7)に代入し、
式(7):LMP2=T2×(X+Log(H2))
得られたラーソンミラーパラメータLMP2に基づき、前記熱処理後対象材中の前記元素の固溶量Da2を算出することを特徴とする、請求項2又は3に記載の引張強度予測方法。
【請求項7】
前記固溶量導出工程において、前記複数の熱処理条件のうち、前記熱処理後試験材中の前記元素の固溶量Da1の、前記熱処理後試験材の引張強度Ua1に対する効果が飽和状態となる熱処理条件が存在する場合に、
前記引張強度Ua1が飽和状態となる熱処理条件を除いて、前記熱処理前試験材中の前記元素の固溶量Dp1と、前記熱処理後試験材中の前記元素の固溶量Da1との相関関係を導出することを特徴とする、請求項2又は3に記載の引張強度予測方法。
【請求項8】
前記試験材測定工程は、
前記熱処理前試験材中の巣体積Vp1と、前記熱処理後試験材中の巣体積Va1とを、それぞれCTにより測定し、
前記巣体積導出工程において、
前記熱処理前試験材中の巣体積Vp1と、前記熱処理後試験材中の巣体積Va1とを、ワイブル分析を用いて整理することにより、前記巣体積Vp1と前記巣体積Va1との相関関係を導出することを特徴とする、請求項2又は3に記載の引張強度予測方法。
【請求項9】
前記アルミニウム合金ダイカスト材は、JIS H 5302:2006に規定される合金記号ADC12で表されるAl-Si-Cu系合金材であり、
前記引張強度に影響を与える前記元素は、Cuであることを特徴とする、請求項1~3のいずれか1項に記載の引張強度予測方法。
【請求項10】
請求項1~3のいずれか1項に記載の引張強度予測方法を含む工程を有するダイカスト熱処理材の製造方法であって、
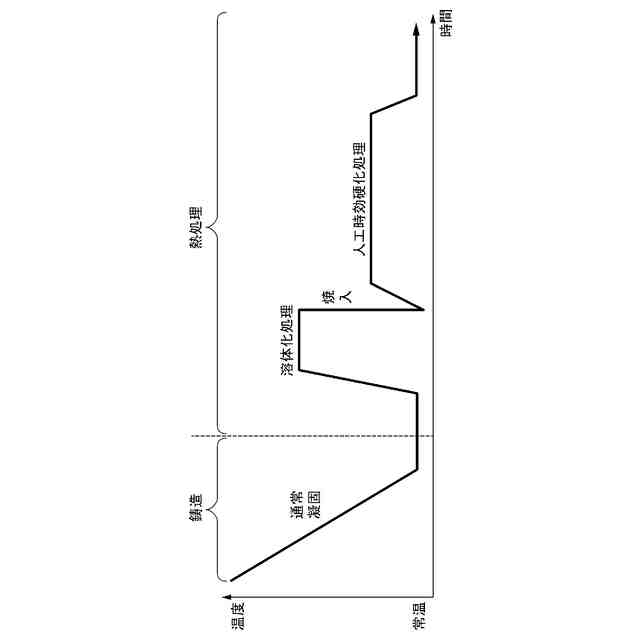
前記アルミニウム合金ダイカスト材からなる熱処理前対象材に対して、溶体化処理を行う溶体化処理工程と、
前記溶体化処理工程後の前記熱処理後対象材を急冷する焼入れ工程と、
前記焼入れ工程後の焼入れ後対象材に対して、人工時効硬化処理を実施する人工時効硬化処理工程と、を有し、
前記溶体化処理工程において、前記引張強度予測方法により予測された前記熱処理後対象材の引張強度が目的とする範囲となるように、前記溶体化処理の熱処理条件を選択することを特徴とする、ダイカスト熱処理材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アルミニウム合金ダイカスト材に対して熱処理を施した後の引張強度を予測する引張強度予測方法、及び該引張強度予測方法により予測された引張強度を用いて、目的とする引張強度を有するダイカスト熱処理材を容易に製造することができるダイカスト熱処理材の製造方法に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
ダイカストを用いた鋳造は、溶湯の充填速度が速いため、大量生産に好適であるとともに、容易に複雑な形状の部材を製造することができ、優れた歩留まりを得ることができる鋳造方法である。しかし、ダイカストは、溶湯が高速で型内に充填されるため、型内で気体が巻き込まれてそのまま溶湯が凝固し、巻込み巣が形成される。そして、このダイカスト材に対して、引張強度を向上させるために熱処理(溶体化処理)を実施すると、巻込み巣が膨張することがある。また、膨張した巻込み巣が応力集中部に存在すると、これを起点として熱処理材が破壊し、機械的強度が著しく低下してしまう。
【0003】
ダイカスト材に対する熱処理の方法として、例えば特許文献1には、ブリスターがなく、優れた強度を有するアルミニウム合金ダイカスト部材を製造し得る、Al-Si-Cu合金からなるアルミニウム合金ダイカスト部材の熱処理方法が開示されている。上記特許文献1に記載の熱処理方法は、体積膨張率が0.4%以下となる第1の加熱温度と時間で加熱処理する第1の工程と、上記第1の工程の後に続けて実施される、400℃以上であり、且つ、上記第1の加熱温度より高く、Cuのα-Al相中への固溶量が所望の固溶量となる第2の加熱温度で加熱処理する第2の工程と、を含むものである。
【先行技術文献】
【特許文献】
【0004】
特許第4839264号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1に記載の技術は、対象とするアルミニウム合金の組成や種類が規定されており、種々のアルミニウム合金材に上記技術を対応させることは困難である。例えば、高い強度を得ることができる好適な熱処理方法は、アルミニウム合金材の組成や種類のみならず、製造するアルミニウム合金材の形状や熱処理条件によって様々である。したがって、加熱温度を所定の範囲に規定した場合であっても、所望の強度を有するダイカスト材を得ることができないことがある。また、一律的に熱処理条件を選択すると、必要な時間以上に加熱することがあり、生産効率が低下する。
【0006】
本発明は、前述した課題に鑑みてなされたものであり、アルミニウム合金ダイカスト材の熱処理後の引張強度を予測することができる引張強度予測方法、及び該予測方法を用いて、目的とする引張強度を有するダイカスト熱処理材を、容易に高い生産効率で製造することができるダイカスト熱処理材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の上記目的は、引張強度予測方法に係る下記[1]の構成により達成される。
【0008】
[1] アルミニウム合金ダイカスト材からなる熱処理前試験材と、前記アルミニウム合金ダイカスト材に対して複数の熱処理条件で熱処理を実施した熱処理後試験材とを用いて、前記アルミニウム合金ダイカスト材からなる熱処理後対象材の引張強度を予測する引張強度予測方法であって、
前記アルミニウム合金ダイカスト材の組成に応じて、引張強度に影響を与える元素を選択する元素選択工程と、
前記熱処理前試験材中の前記元素の固溶量、巣体積及び引張強度を測定するとともに、複数の前記熱処理後試験材の前記元素の固溶量、巣体積及び引張強度を測定する試験材測定工程と、
前記熱処理前試験材と前記各熱処理後試験材とにおいて、前記元素の固溶量と巣体積と引張強度とが共通の相関関係を有するように、引張強度に関する予測式を導出する予測式導出工程と、
前記複数の熱処理条件と、前記熱処理後試験材における前記元素の固溶量とが所定の関係を有するように、前記元素の固溶量に関する相関関係を導出し、前記熱処理後対象材の固溶量を予測する対象材固溶量予測工程と、
前記複数の熱処理条件と、前記熱処理後試験材の巣体積とが所定の関係を有するように、巣体積に関する相関関係を導出し、前記熱処理後対象材中の巣体積を予測する対象材巣体積予測工程と、
前記対象材固溶量予測工程に基づいて予測された前記熱処理後対象材の前記元素の固溶量と、前記対象材巣体積予測工程に基づいて予測された前記熱処理後対象材中の巣体積とを、前記予測式導出工程において導出された予測式に代入して、前記熱処理後対象材の引張強度を予測する引張強度予測工程と、
を有することを特徴とする、引張強度予測方法。
【0009】
また、引張強度予測方法に係る本発明の好ましい実施形態は、以下の[2]~[9]に関する。
【0010】
[2] 前記試験材測定工程は、
前記熱処理前試験材について、引張強度Up1、前記元素の固溶量Dp1及び巣体積Vp1を測定する熱処理前試験材測定工程と、
少なくとも一部が互いに異なる前記複数の熱処理条件で熱処理を実施した前記各熱処理後試験材について、引張強度Ua1、前記元素の固溶量Da1、及び巣体積Va1を測定する熱処理後試験材測定工程と、を有し、
前記予測式導出工程は、
前記熱処理前試験材の前記引張強度Up1、前記元素の固溶量Dp1及び前記巣体積Vp1、並びに前記各熱処理後試験材の前記引張強度Ua1、前記元素の固溶量Da1及び前記巣体積Va1を下記式(1)に代入して、下記式(1)に共通な定数A、B、Cを算出する定数算出工程を有し、
式(1):(Ua1/Up1)=A×(Da1/Dp1)+B×(Va1/Vp1)+C
前記対象材固溶量予測工程は、
前記熱処理前試験材中の前記元素の固溶量Dp1と、前記各熱処理後試験材中の前記元素の固溶量Da1との相関関係を導出する固溶量導出工程と、
前記固溶量導出工程により導出された固溶量の相関関係に基づき、熱処理前対象材中の前記元素の固溶量Dp2から、所定の熱処理条件における前記熱処理後対象材中の前記元素の固溶量Da2を算出する対象材固溶量算出工程と、を有し、
前記対象材巣体積予測工程は、
前記熱処理前試験材中の巣体積Vp1と、前記熱処理後試験材中の巣体積Va1との相関関係を導出する巣体積導出工程と、
前記巣体積導出工程により導出された巣体積の相関関係に基づき、前記熱処理前対象材中の巣体積Vp2から、前記所定の熱処理条件における前記熱処理後対象材中の巣体積Va2を算出する対象材巣体積算出工程と、と有し、
前記引張強度予測工程において、
前記熱処理前対象材の前記引張強度Up2、前記元素の固溶量Dp2及び前記巣体積Vp2、並びに前記熱処理後対象材の前記元素の固溶量Da2及び前記巣体積Va2と、前記定数算出工程において導出された定数A、B、Cとを、下記式(2)に代入して、
式(2):(Ua2/Up2)=A×(Da2/Dp2)+B×(Va2/Vp2)+C
前記熱処理後対象材の引張強度(Ua2/Up2)を予測することを特徴とする、[1]に記載の引張強度予測方法。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本精工株式会社
搬送装置
8日前
日本精工株式会社
ボールねじ
17日前
日本精工株式会社
ボールねじ
1日前
日本精工株式会社
温度検出装置
1か月前
日本精工株式会社
リニアガイド
10日前
日本精工株式会社
アクチュエータ
1か月前
日本精工株式会社
円すいころ軸受
1か月前
日本精工株式会社
転がり案内装置
1か月前
日本精工株式会社
ボールねじ装置
1か月前
日本精工株式会社
ボールねじ装置
16日前
日本精工株式会社
ハブユニット軸受
1日前
日本精工株式会社
密封型転がり軸受
1か月前
日本精工株式会社
密封型転がり軸受
1か月前
日本精工株式会社
密封型転がり軸受
1か月前
日本精工株式会社
密封型転がり軸受
1か月前
日本精工株式会社
密封型転がり軸受
1か月前
日本精工株式会社
密封型転がり軸受
1か月前
日本精工株式会社
密封型転がり軸受
1か月前
日本精工株式会社
密封型転がり軸受
1か月前
日本精工株式会社
逆入力遮断クラッチ
1か月前
日本精工株式会社
直動案内装置の仮軸
1日前
日本精工株式会社
モータ制御システム
1か月前
日本精工株式会社
環境配慮型機械部品
29日前
日本精工株式会社
磁歪式トルクセンサ
2か月前
日本精工株式会社
回転センサ一体型軸受
16日前
日本精工株式会社
飛行体用回転支持装置
1日前
日本精工株式会社
飛行体用回転支持装置
1日前
日本精工株式会社
センサ付き転がり軸受装置
8日前
日本精工株式会社
ラジアルころ軸受用保持器
1か月前
日本精工株式会社
ハブユニット軸受の製造方法
1か月前
日本精工株式会社
直動案内装置及びその製造方法
2か月前
日本精工株式会社
ねじ機構及びねじ機構の製造方法
1日前
日本精工株式会社
ころ軸受及びころ軸受の設計方法
2か月前
日本精工株式会社
片持ち回転ローラ配置型円形車輪
1か月前
日本精工株式会社
モータビルトイン方式の主軸装置
8日前
日本精工株式会社
ハブユニット軸受及びその製造方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ