TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025145915
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024046422
出願日
2024-03-22
発明の名称
直動案内装置及びその製造方法
出願人
日本精工株式会社
代理人
弁理士法人栄光事務所
主分類
F16C
29/06 20060101AFI20250926BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】低コストでありながら、一般的な使用状況で各部から異物が発生した場合でも、長寿命を確保できる直動案内装置及びその製造方法を提供する。
【解決手段】直動案内装置において、スライダ本体の軌道溝は、転動通路の中央部側の第1軌道面と、転動通路の端部側の第2軌道面とを有し、第2軌道面は、スライダ本体の端面に交差して形成された面取り部を有し、面取り部は、第1軌道面側よりスライダ本体の端面に向かうにつれて、転動通路の直線部中心線より漸次離間するテーパ形状を有し、面取り部は切削加工により形成され、少なくとも第1軌道面と第2軌道面の表面層は、残留オーステナイト量が20%以上である。
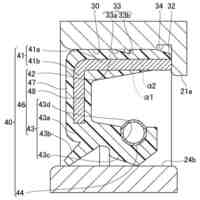
【選択図】図4
特許請求の範囲
【請求項1】
案内レールと、
前記案内レールに対して長手方向に相対移動するように配置されたスライダと、
前記案内レールと前記スライダとの間に形成される転動通路内に沿って転動自在に配置される複数の転動体と、を備えた直動案内装置であって、
前記スライダは、
前記案内レールの軌道溝に対向配置されて前記転動体の転動通路を形成する軌道溝、及び前記転動体の戻し通路を有するスライダ本体と、
前記戻し通路と前記転動通路とを接続する方向転換路を有するエンドキャップと、を備え、
前記スライダ本体の軌道溝は、前記転動通路の中央部側の第1軌道面と、前記転動通路の端部側の第2軌道面とを有し、
前記第2軌道面は、前記スライダ本体の端面に交差して形成された面取り部を有し、
前記面取り部は、前記第1軌道面側より前記スライダ本体の端面に向かうにつれて、前記転動通路の直線部中心線より漸次離間するテーパ形状を有し、前記面取り部は切削加工により形成され、
少なくとも前記第1軌道面と前記第2軌道面の表面層は、残留オーステナイト量が20%以上である、
ことを特徴とする直動案内装置。
続きを表示(約 980 文字)
【請求項2】
前記第1軌道面と前記面取り部との間に、クラウニング部が形成され、
前記クラウニング部は、前記第1軌道面側より前記スライダ本体の端面に向かうにつれて、前記転動通路の直線部中心線より漸次離間するテーパ形状を有する、
ことを特徴とする請求項1に記載の直動案内装置。
【請求項3】
前記第1軌道面の算術平均粗さは、Ra0.2~1.6である、
ことを特徴とする請求項1に記載の直動案内装置。
【請求項4】
案内レールと、
前記案内レールに対して長手方向に相対移動するように配置されたスライダと、
前記案内レールと前記スライダとの間に形成される転動通路内に沿って転動自在に配置される複数の転動体と、を備えた直動案内装置の製造方法であって、
前記スライダは、
前記案内レールの軌道溝に対向配置されて前記転動体の転動通路を形成する軌道溝、及び前記転動体の戻し通路を有するスライダ本体と、
前記戻し通路と前記転動通路とを接続する方向転換路を有するエンドキャップと、を備え、
前記スライダ本体の軌道溝は、前記転動通路の中央部側の第1軌道面と、前記転動通路の端部側の第2軌道面とを有し、
前記第2軌道面に、前記第1軌道面側より前記スライダ本体の端面に向かうにつれて、前記転動通路の直線部中心線より漸次離間するテーパ形状を有する面取り部を、切削加工により形成した後、
少なくとも前記第1軌道面と前記第2軌道面の表面層を、残留オーステナイト量が20%以上となるよう熱処理を行う、
ことを特徴とする直動案内装置の製造方法。
【請求項5】
前記熱処理前に、記第1軌道面と前記面取り部との間に、前記第1軌道面側より前記スライダ本体の端面に向かうにつれて、前記転動通路の直線部中心線より漸次離間するテーパ形状を有するクラウニング部を切削加工または研削加工により形成する、
ことを特徴とする請求項4に記載の直動案内装置の製造方法。
【請求項6】
前記面取り部と前記クラウニング部に対し、エッジを丸める磨き加工としての仕上げ加工を行わない、
ことを特徴とする請求項5に記載の直動案内装置の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、直動案内装置及びその製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
ころやボール等の転動体を内部で無限循環させながら被案内物を直線的に案内する直動案内装置は、半導体製造装置や超精密加工機械、超精密測定機器等の運動精度に大きな影響を与える重要な機械要素の一つである。
【0003】
直動案内装置は、案内レールとスライダ本体とを備える。案内レールには、レール側転動体軌道溝が設けられる。スライダ本体には、レール側転動体軌道溝に対向するスライダ側転動体軌道溝が設けられ、このスライダ側転動体軌道溝及びレール側転動体軌道溝の間に形成した転動通路内に配設された複数の転動体の転動を介して軸方向に移動可能となるように、スライダ本体が案内レールに支持される。直動案内装置は、さらに転動通路と略平行となるようにスライダ本体内に設けた転動体戻し通路と、スライダ本体の移動方向の両端部に取付けられたエンドキャップに設けられて転動通路及び転動体戻し通路を連通させる方向転換路と、を備えている。
【0004】
一般的な直動案内装置では、剥離寿命延長のため、特許文献1に示すように、構成要素に対し熱処理条件の最適化(残留オーステナイト量の最適化)を行うなどの改良が行われている。しかし、残留オーステナイト量を最終製品で残留させる技術は、基本的に、使用段階で鉄粉などの異物が溝面に浸入した時に剥離の発生を抑え、長寿命化する技術であり、完全に清浄な状態ではその効果が小さいと考えられる。
【先行技術文献】
【特許文献】
【0005】
特開2017-110751号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、低コストでありながら、一般的な使用状況で各部から異物が発生した場合でも、長寿命を確保できる直動案内装置及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の直動案内装置は、
案内レールと、
前記案内レールに対して長手方向に相対移動するように配置されたスライダと、
前記案内レールと前記スライダとの間に形成される転動通路内に沿って転動自在に配置される複数の転動体と、を備えた直動案内装置であって、
前記スライダは、
前記案内レールの軌道溝に対向配置されて前記転動体の転動通路を形成する軌道溝、及び前記転動体の戻し通路を有するスライダ本体と、
前記戻し通路と前記転動通路とを接続する方向転換路を有するエンドキャップと、を備え、
前記スライダ本体の軌道溝は、前記転動通路の中央部側の第1軌道面と、前記転動通路の端部側の第2軌道面とを有し、
前記第2軌道面は、前記スライダ本体の端面に交差して形成された面取り部を有し、
前記面取り部は、前記第1軌道面側より前記スライダ本体の端面に向かうにつれて、前記転動通路の直線部中心線より漸次離間するテーパ形状を有し、前記面取り部は切削加工により形成され、
少なくとも前記第1軌道面と前記第2軌道面の表面層は、残留オーステナイト量が20%以上である、ことを特徴とする。
【0008】
本発明の直動案内装置の製造方法は、
案内レールと、
前記案内レールに対して長手方向に相対移動するように配置されたスライダと、
前記案内レールと前記スライダとの間に形成される転動通路内に沿って転動自在に配置される複数の転動体と、を備えた直動案内装置の製造方法であって、
前記スライダは、
前記案内レールの軌道溝に対向配置されて前記転動体の転動通路を形成する軌道溝、及び前記転動体の戻し通路を有するスライダ本体と、
前記戻し通路と前記転動通路とを接続する方向転換路を有するエンドキャップと、を備え、
前記スライダ本体の軌道溝は、前記転動通路の中央部側の第1軌道面と、前記転動通路の端部側の第2軌道面とを有し、
前記第2軌道面に、前記第1軌道面側より前記スライダ本体の端面に向かうにつれて、前記転動通路の直線部中心線より漸次離間するテーパ形状を有する面取り部を、切削加工により形成した後、
少なくとも前記第1軌道面と前記第2軌道面の表面層を、残留オーステナイト量が20%以上となるよう熱処理を行う、ことを特徴とする。
【発明の効果】
【0009】
本発明によれば、低コストでありながら、一般的な使用状況で各部から異物が発生した場合でも、長寿命を確保できる直動案内装置及びその製造方法を提供することができる。
【図面の簡単な説明】
【0010】
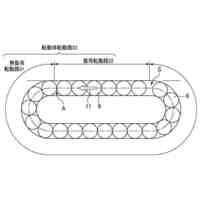
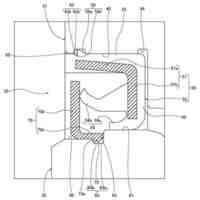
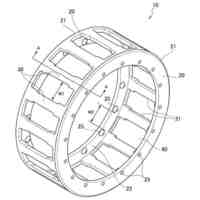
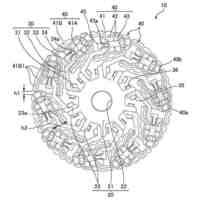
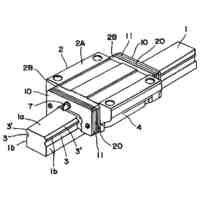
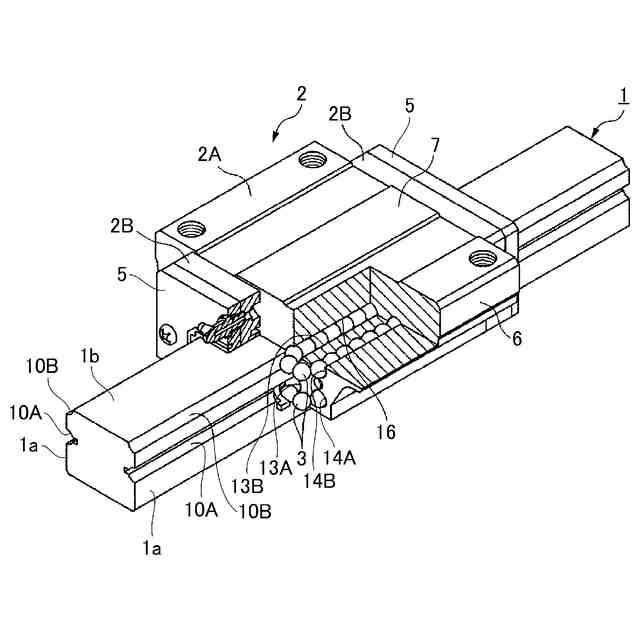
図1は、本発明の実施形態に係る直動案内装置を示す斜視図である。
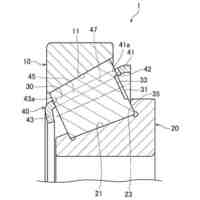
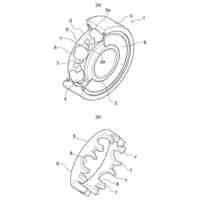
図2は、スライダ本体の端部付近の斜視図である。
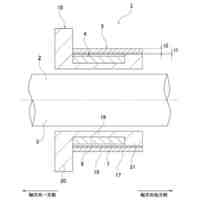
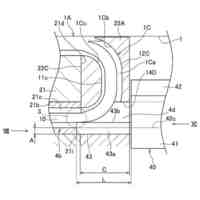
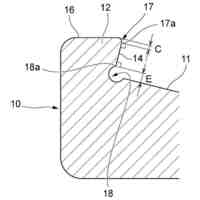
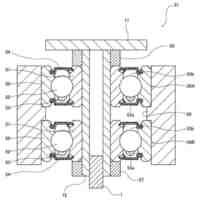
図3は、軌道溝付近を拡大して示す図である。
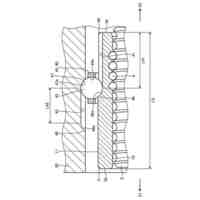
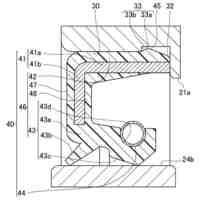
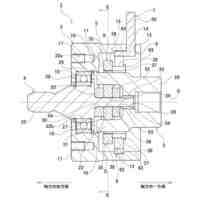
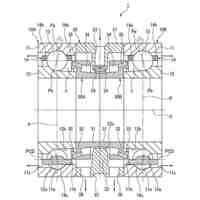
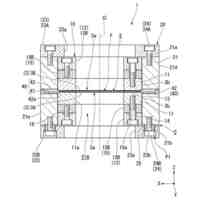
図4は、図2のIV-IV断面図である。
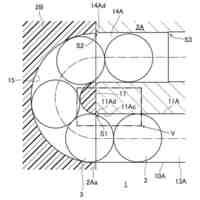
図5は、図4のV部を拡大して示す模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本精工株式会社
温度検出装置
21日前
日本精工株式会社
転がり案内装置
1か月前
日本精工株式会社
ボールねじ装置
1か月前
日本精工株式会社
アクチュエータ
27日前
日本精工株式会社
円すいころ軸受
1か月前
日本精工株式会社
密封型転がり軸受
1か月前
日本精工株式会社
密封型転がり軸受
1か月前
日本精工株式会社
密封型転がり軸受
20日前
日本精工株式会社
密封型転がり軸受
1か月前
日本精工株式会社
密封型転がり軸受
1か月前
日本精工株式会社
密封型転がり軸受
1か月前
日本精工株式会社
密封型転がり軸受
1か月前
日本精工株式会社
密封型転がり軸受
1か月前
日本精工株式会社
磁歪式トルクセンサ
1か月前
日本精工株式会社
モータ制御システム
1か月前
日本精工株式会社
磁歪式トルクセンサ
2か月前
日本精工株式会社
環境配慮型機械部品
11日前
日本精工株式会社
逆入力遮断クラッチ
26日前
日本精工株式会社
アクチュエータシステム
1か月前
日本精工株式会社
直動案内装置の組立方法
1か月前
日本精工株式会社
ラジアルころ軸受用保持器
1か月前
日本精工株式会社
潤滑機能付き転がり軸受装置
2か月前
日本精工株式会社
ハブユニット軸受の製造方法
21日前
日本精工株式会社
直動案内装置及びその製造方法
1か月前
日本精工株式会社
片持ち回転ローラ配置型円形車輪
1か月前
日本精工株式会社
ころ軸受及びころ軸受の設計方法
1か月前
日本精工株式会社
ハブユニット軸受及びその製造方法
1か月前
協同油脂株式会社
グリース組成物
1か月前
日本精工株式会社
含油部材付歯車、直動アクチュエータ
1か月前
日本精工株式会社
深溝玉軸受用保持器、及びその製造方法
12日前
日本精工株式会社
細胞培養成形装置および細胞培養片の製造方法
2か月前
日本精工株式会社
光学式エンコーダユニット及び光学式エンコーダ
11日前
日本精工株式会社
光学式エンコーダユニット及び光学式エンコーダ
11日前
日本精工株式会社
潤滑剤供給体及び潤滑剤供給体を配設した転動装置
1か月前
日本精工株式会社
データ読み取りシステムおよび設備保全管理システム
21日前
日本精工株式会社
圧電アクチュエータおよびマニピュレーションシステム
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ