TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025177284
公報種別
公開特許公報(A)
公開日
2025-12-05
出願番号
2024083955
出願日
2024-05-23
発明の名称
回転体のシールフィンの補修方法
出願人
株式会社東芝
,
東芝エネルギーシステムズ株式会社
代理人
弁理士法人サクラ国際特許事務所
主分類
B23K
31/00 20060101AFI20251128BHJP(工作機械;他に分類されない金属加工)
要約
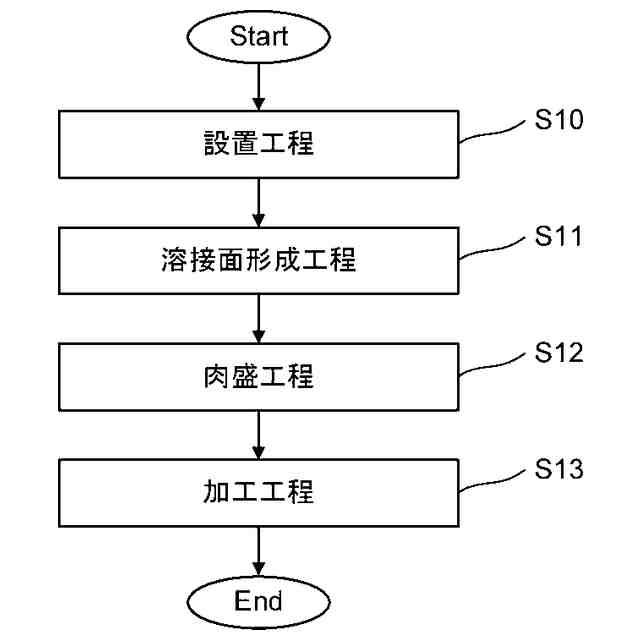
【課題】肉盛り後の熱処理を施すことなく、補修時間の短縮を図ることができる回転体のシールフィンの補修方法を提供する。
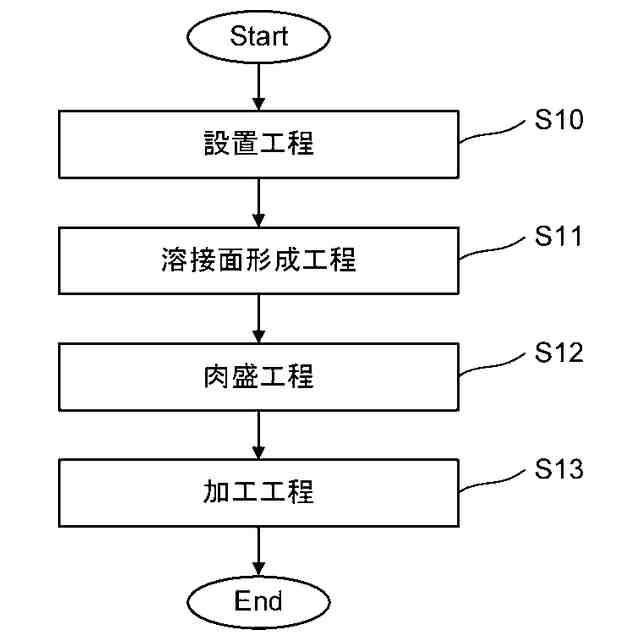
【解決手段】実施形態の回転体のシールフィンの補修方法は、回転体に設けられた摩耗したシールフィンの補修方法である。この補修方法では、摩耗したシールフィン41、51
の先端部を機械加工して溶接面41a、51aを形成し、溶接ワイヤ155を用いたTIG溶接による肉盛溶接によって溶接面上に肉盛層156を形成し、溶接面上に形成された肉盛層156を機械加工して本来のシールフィン形状に加工する。
【選択図】図6
特許請求の範囲
【請求項1】
回転体に設けられた摩耗したシールフィンの補修方法であって、
摩耗した前記シールフィンの先端部を機械加工して溶接面を形成し、
溶接ワイヤを用いたTIG溶接による肉盛溶接によって前記溶接面上に肉盛層を形成し、
前記溶接面上に形成された前記肉盛層を機械加工して本来の前記シールフィン形状に加工することを特徴とする回転体のシールフィンの補修方法。
続きを表示(約 580 文字)
【請求項2】
前記シールフィンの補修方法において、
前記シールフィンは、前記回転体の周方向に亘って前記回転体に設置された状態であり、
前記回転体は、前記回転体の回転中心軸を回転軸として回転可能に支持され、
前記回転体を回転させながら前記シールフィンを補修することを特徴とする請求項1記載の回転体のシールフィンの補修方法。
【請求項3】
前記溶接面は、前記回転中心軸に平行な面となるように形成され、
前記TIG溶接によって鉛直方向上方から下向き姿勢で肉盛溶接を行うことを特徴とする請求項2記載の回転体のシールフィンの補修方法。
【請求項4】
1パスにて、前記溶接面の全面を覆う一つの前記肉盛層を形成することを特徴とする請求項1記載の回転体のシールフィンの補修方法。
【請求項5】
複数層の前記肉盛層を形成する際、各層の前記肉盛層は1パスにて形成されることを特徴とする請求項1記載の回転体のシールフィンの補修方法。
【請求項6】
前記溶接ワイヤは、Ni基合金からなることを特徴とする請求項1記載の回転体のシールフィンの補修方法。
【請求項7】
前記TIG溶接は、TIGパルス溶接であることを特徴とする請求項1記載の回転体のシールフィンの補修方法。
発明の詳細な説明
【技術分野】
【0001】
本発明の実施形態は、回転体のシールフィンの補修方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
蒸気タービンの性能を向上させるためには、タービンを回動させる蒸気を流す蒸気通路からの蒸気の漏洩を抑制することが重要である。蒸気の漏洩を抑制するため、タービンロータや動翼の翼先端には、シールフィンが設けられている。
【0003】
タービンロータや動翼などの回転体に設けられたシールフィンは、回転体と、回転体に対向する静止体との間からの蒸気の漏洩を抑制する。シールフィンは、蒸気タービンの運転中において、静止体と接触して摩耗する。そのため、摩耗したシールフィンは、シールフィンとしての機能を回復できる状態に補修される必要がある。
【0004】
従来、シールフィンの補修方法として、レーザービームによって粉末溶材を溶融して、シールフィンの摩耗部に肉盛り処理する方法が検討されている。
【先行技術文献】
【特許文献】
【0005】
特開2022-29573号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
従来のレーザービームおよび粉末溶材を用いた補修方法では、1パスで形成されるビード層(肉盛層)の厚さは薄い。すなわち、一つの肉盛層の厚さは薄い。そのため、シールフィンの摩耗部を元の状態に再建するためには、多くの肉盛層を積層する必要がある。ここで、1パスとは、1回の溶接を意味する。1パスで形成される肉盛層とは、溶接装置を往復等して複数回の溶接をすることなく、1回の溶接で形成される肉盛層を意味する。
【0007】
このように、従来のレーザービームおよび粉末溶材を用いた補修方法では、多くの肉盛層を積層する必要があるため、補修に長い時間を要する。そのため、シールフィンの補修による蒸気タービンの運転停止の期間が長くなる。
【0008】
また、従来の補修方法では、多くの肉盛層を積層後、残留応力を除去するため熱処理が施される。肉盛されたシールフィンとともに動翼およびタービンロータを熱処理することは、動翼およびタービンロータの強度低下や表面酸化などのリスクがある。
【0009】
本発明が解決しようとする課題は、肉盛り後の熱処理を施すことなく、補修時間の短縮を図ることができる回転体のシールフィンの補修方法を提供することである。
【課題を解決するための手段】
【0010】
実施形態の回転体のシールフィンの補修方法は、回転体に設けられた摩耗したシールフィンの補修方法である。この補修方法では、摩耗した前記シールフィンの先端部を機械加工して溶接面を形成し、溶接ワイヤを用いたTIG溶接による肉盛溶接によって前記溶接面上に肉盛層を形成し、前記溶接面上に形成された前記肉盛層を機械加工して本来の前記シールフィン形状に加工する。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
フライス盤
2か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
ダイニチ工業株式会社
配膳治具
1か月前
キヤノン電子株式会社
加工装置
29日前
株式会社FUJI
工作機械
5か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
1か月前
個人
切削油供給装置
3か月前
日東精工株式会社
ねじ整列トレー
24日前
中国電力株式会社
養生シート
1か月前
キヤノン電子株式会社
加工システム
3か月前
個人
型枠製造装置のフレーム
2か月前
株式会社アンド
半田付け方法
2か月前
株式会社富田製作所
支持構造
1か月前
睦月電機株式会社
金属表面処理方法
29日前
株式会社ツガミ
工作機械
3か月前
大見工業株式会社
ドリル
4か月前
株式会社向洋技研
スタッドの製造方法
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社ダイヘン
溶接装置
10日前
津田駒工業株式会社
センタリングバイス
3か月前
株式会社ダイヘン
溶接装置
5か月前
株式会社ダイヘン
溶接装置
5か月前
株式会社不二越
ブローチ盤
3か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
有限会社 ナプラ
ソルダペースト
5か月前
有限会社TNE
電気抵抗溶接方法
1か月前
株式会社不二越
ブローチ盤
2か月前
住友重機械工業株式会社
加工装置
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ