TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025170435
公報種別
公開特許公報(A)
公開日
2025-11-18
出願番号
2025148334,2023549266
出願日
2025-09-08,2021-09-24
発明の名称
穿孔機
出願人
コスモ工機株式会社
代理人
創和国際特許事務所弁理士法人
主分類
B23B
41/08 20060101AFI20251111BHJP(工作機械;他に分類されない金属加工)
要約
【課題】手動によるハンドルの回動操作によりカッタの進行速度の制御を簡便に行うことができる穿孔機を提供する。
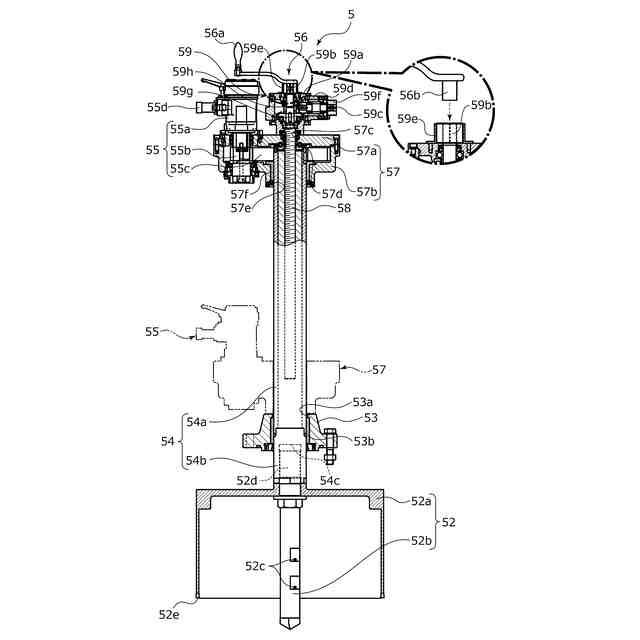
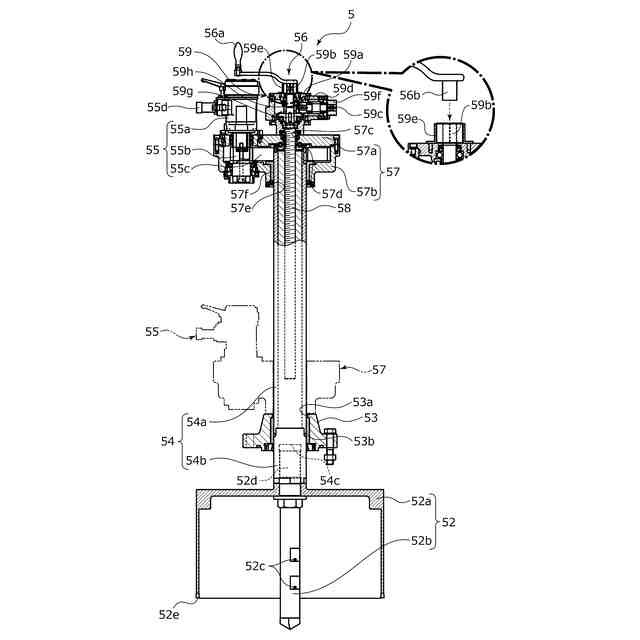
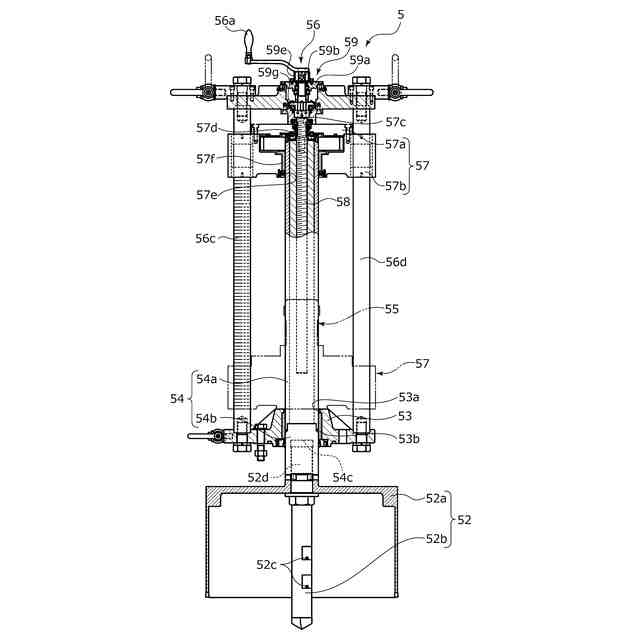
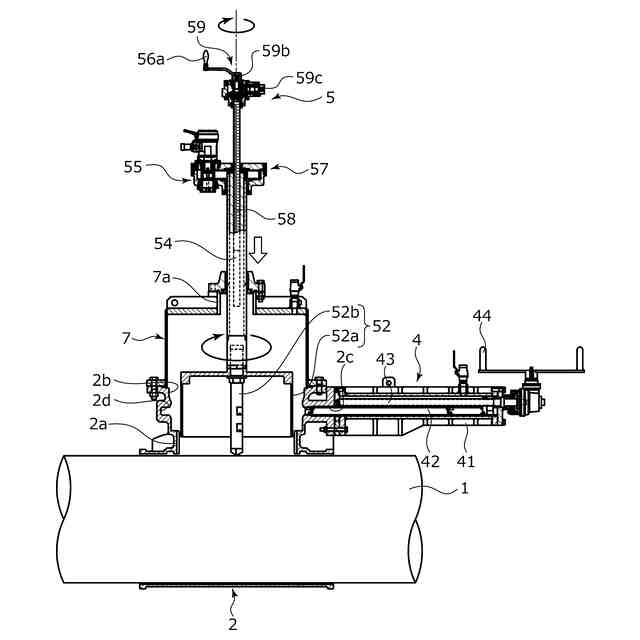
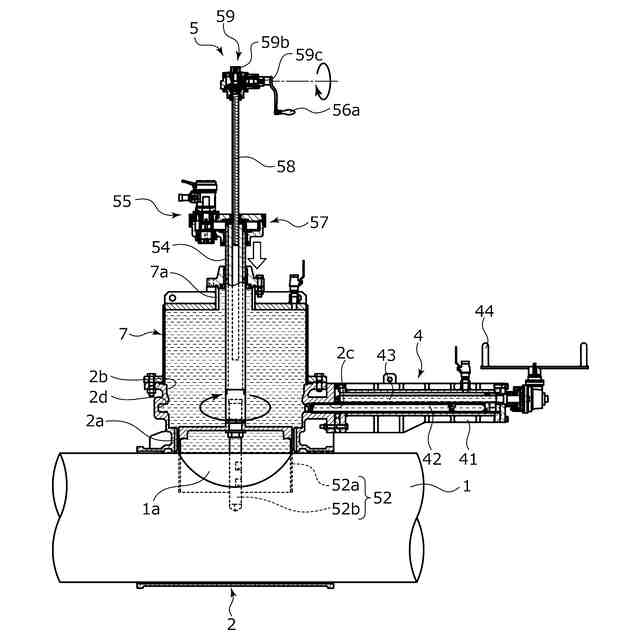
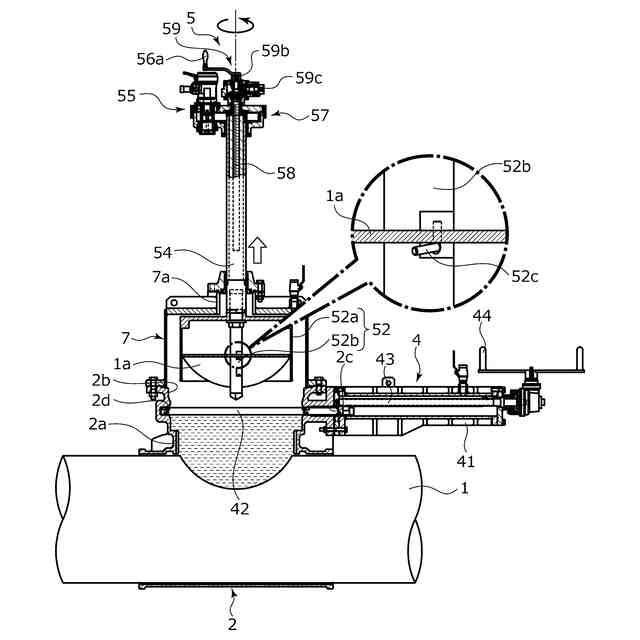
【解決手段】先端にカッタ52が取付けられた軸部材54と、カッタ52及び軸部材54を該軸部材54の軸回りに回転動作可能とする駆動手段55と、手動によるハンドル56aの回動操作によりカッタ52及び軸部材54を該軸部材54の軸方向に進退動作可能とする進退操作手段56と、駆動手段55の少なくとも一部を収容する進退ケース57と、を備え、流体管1の一部を不断流状態で穿孔するための穿孔機5であって、進退操作手段56は、ハンドル56aの回動操作量に応じるカッタ52及び軸部材54の軸方向の送り量を少なくとも2段階に切換可能であり、進退ケース57に、軸部材54が挿通される貫通孔57cが形成されている。
【選択図】図4
特許請求の範囲
【請求項1】
先端にカッタが取付けられた軸部材と、前記カッタ及び前記軸部材を該軸部材の軸回りに回転動作可能とする駆動手段と、手動によるハンドルの回動操作により前記カッタ及び前記軸部材を該軸部材の軸方向に進退動作可能とする進退操作手段と、前記駆動手段の少なくとも一部を収容する進退ケースと、を備え、流体管の一部を不断流状態で穿孔するための穿孔機であって、
前記進退操作手段は、前記ハンドルの回動操作量に応じる前記カッタ及び前記軸部材の軸方向の送り量を少なくとも2段階に切換可能であり、前記進退ケースに、前記軸部材が挿通される貫通孔が形成されていることを特徴とする穿孔機。
続きを表示(約 450 文字)
【請求項2】
前記カッタは、進出方向に突出するセンタドリルを備えることを特徴とする請求項1に記載の穿孔機。
【請求項3】
前記センタドリルは、切断した流体管の切片を回収する回収手段を備えることを特徴とする請求項2に記載の穿孔機。
【請求項4】
前記進退操作手段は、前記ハンドルの1回転による軸方向の送り量が互いに異なる第1入力軸と第2入力軸とを少なくとも備えることを特徴とする請求項1ないし3のいずれかに記載の穿孔機。
【請求項5】
前記ハンドルは、前記第1入力軸と前記第2入力軸とに着脱可能であることを特徴とする請求項4に記載の穿孔機。
【請求項6】
前記第1入力軸と前記第2入力軸の外周を周方向に亘って囲むカバー部材がそれぞれ設けられることを特徴とする請求項4または5に記載の穿孔機。
【請求項7】
前記貫通孔の内周には、前記軸部材に対応する雌ネジが形成されていることを特徴とする請求項1に記載の穿孔機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、流体管に貫通孔を形成するための穿孔機に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
水やガス等が流れる既設の管路を構成する流体管にあっては、新たな分岐路を形成するために、穿孔機を用いて不断流状態で流体管の一部を穿孔することがある。
【0003】
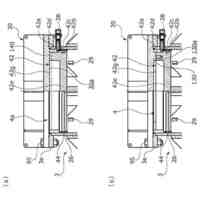
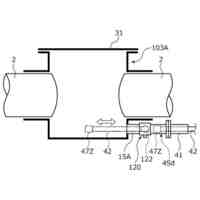
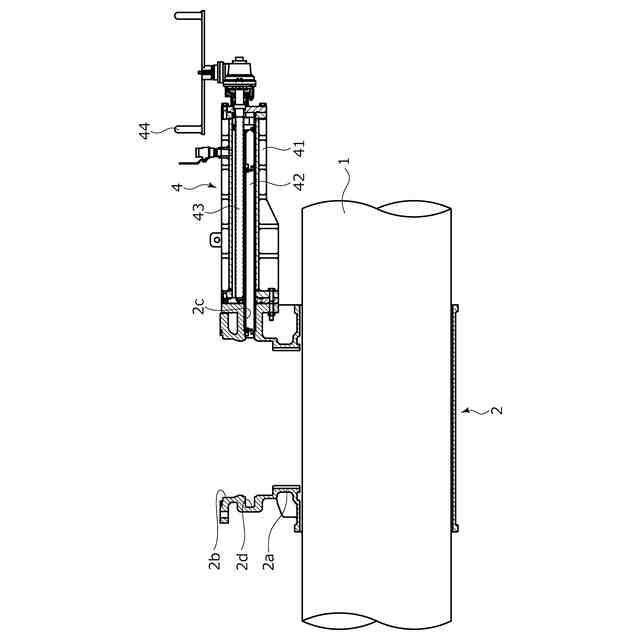
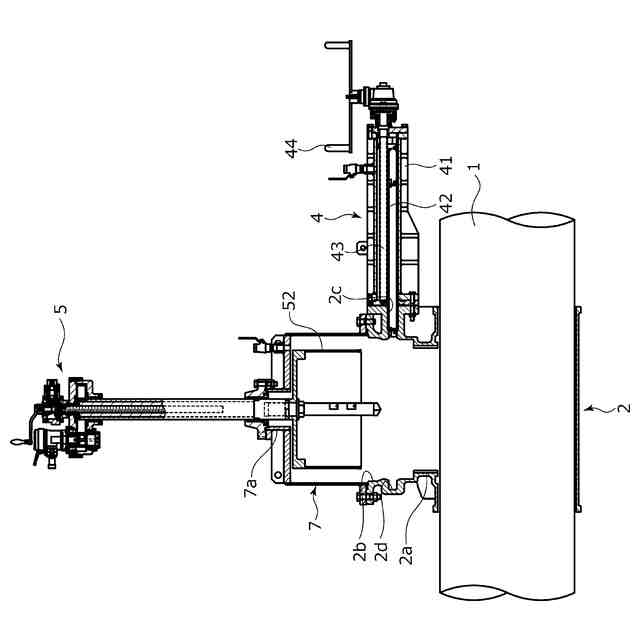
このように流体管を穿孔する方法では、分岐筐体と、作業弁と、穿孔機と、が主として用いられる。詳しくは、先ず、分岐筐体の被覆部を既設の流体管の管壁に密封状に取付ける。次に、分岐筐体の被覆部から流体管の管軸方向と異なる方向に延設される分岐筐体の分岐部に、作業弁を密封状に取付ける。次に、作業弁に取付フランジを介して穿孔機を接続する。次に、穿孔機のカッタを分岐部内において流体管に向けて進出移動させ、駆動装置により回転動作させた状態で流体管の一部をカッタにより切断し貫通孔を形成する。また、上述した穿孔機による穿孔に伴い、作業弁を適宜開閉することにより、不断流状態で流体管の一部を切除することができる。
【0004】
例えば、特許文献1に示されるように、穿孔機は、接続フランジと、軸部材と、カッタと、を備えている。接続フランジは、分岐筐体の分岐部に取付けられる取付フランジに対して密封状に固定される。軸部材は、接続フランジに対して進退動作可能となっている。カッタは、軸部材の先端部に固定され、軸部材と共に接続フランジに対して進退動作可能となっている。
【0005】
カッタ及び軸部材の進退操作は、軸部材の反対側の端部に設けられる進退機構にハンドルを取付け、該ハンドルを手動で回動操作することにより行われる。詳しくは、進退機構に取付けたハンドルを手動で回動操作することによって、軸部材の内部に挿通された図示しないネジ軸が回転する。軸部材の内周には、ネジ軸に対応する雌ネジが切られている。ネジ軸が回転することにより、カッタ及び軸部材の回転を伴わずにネジ軸の軸方向に相対移動するようになっている。尚、カッタ及び軸部材は、ハンドルの回動操作とは独立して図示しない駆動装置により回転動作可能となっている。
【先行技術文献】
【特許文献】
【0006】
特開2015-42894号公報(第5頁、第3図)
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述したように、特許文献1のような穿孔機により流体管に貫通孔を形成する際には、カッタ及び軸部材を駆動装置により回転動作させた状態で、操作部に取付けたハンドルを手動で回動操作することにより進退動作させていき、カッタを流体管の周壁に接触させ、流体管の周壁の一部を切断する。すなわち、カッタ及び軸部材の軸方向の進退動作は、ハンドルの回動操作に依存している。また、特許文献1のような穿孔機は、不断流状態で流体管を切除するための作業弁が取付けられることにより、この作業弁よりも外方側に取り付けられたカッタが既設の流体管から大きく離間して配置されることから、分岐部内においてカッタを短時間で進退動作させるために、ハンドルの所定量の回動操作に対するカッタの送り量が大きくなるように設定される。
【0008】
一方で、特許文献1のような穿孔機において、分岐部内におけるカッタと流体管の周壁との接触状態は、ハンドルを介して作業者の手に伝わる抵抗力の変化を手掛かりとして感覚的に把握されるものである。また、カッタと流体管の周壁との接触状態は、カッタの進行度合いによって変化するものであり、例えばカッタが流体管の頂部の周壁に接触し始めたときは、接触領域(作業者の手に伝わる抵抗力)は小さい。その後、カッタが進行するに応じて接触領域(作業者の手に伝わる抵抗力)は大きくなり、カッタが全周に亘って流体管の周壁を貫通することで、接触領域(作業者の手に伝わる抵抗力)は小さくなる。そのため、特許文献1のような穿孔機にあっては、手動でハンドルの回動操作を微調整することにより、カッタの進行速度を適正に制御することが難しく、カッタが流体管の周壁に接触した状態でカッタの進行速度が速すぎると、カッタと流体管との間で発生する摩擦力が過剰に大きくなり、カッタの摩耗や破損が生じてしまうという問題があった。
【0009】
本発明は、このような問題点に着目してなされたもので、手動によるハンドルの回動操作によりカッタの進行速度の制御を簡便に行うことができる穿孔機を提供することを目的とする。
【課題を解決するための手段】
【0010】
前記課題を解決するために、本発明の穿孔機は、
先端にカッタが取付けられた軸部材と、前記カッタ及び前記軸部材を該軸部材の軸回りに回転動作可能とする駆動手段と、手動によるハンドルの回動操作により前記カッタ及び前記軸部材を該軸部材の軸方向に進退動作可能とする進退操作手段と、を備え、流体管の一部を不断流状態で穿孔するための穿孔機であって、
前記進退操作手段は、前記ハンドルの回動操作量に応じる前記カッタ及び前記軸部材の軸方向の送り量を少なくとも2段階に切換可能であることを特徴としている。
この特徴によれば、ハンドルの回動操作量に応じるカッタ及び軸部材の軸方向の送り量が大きくなるように切換えることで、既設の流体管に近接させるまでのカッタ及び軸部材の進行速度を速くすることができる。また、ハンドルの回動操作量に応じるカッタ及び軸部材の軸方向の送り量が小さくなるように切換えることで、流体管の周壁の切断時におけるカッタ及び軸部材の進行速度を遅くすることができる。そのため、手動によるハンドルの回動操作によりカッタの進行速度の制御を簡便に行うことができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
コスモ工機株式会社
穿孔機
1日前
コスモ工機株式会社
作業装置
14日前
コスモ工機株式会社
制流装置
20日前
コスモ工機株式会社
作業装置
1か月前
個人
フライス盤
2か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
2か月前
キヤノン電子株式会社
加工装置
12日前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社ダイヘン
溶接電源装置
3か月前
ダイニチ工業株式会社
配膳治具
15日前
日東精工株式会社
ねじ締め装置
4か月前
株式会社ダイヘン
溶接電源装置
3か月前
日東精工株式会社
ねじ締め装置
2か月前
個人
切削油供給装置
2か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
4か月前
日東精工株式会社
ねじ整列トレー
7日前
睦月電機株式会社
金属表面処理方法
12日前
中国電力株式会社
養生シート
1か月前
キヤノン電子株式会社
加工システム
3か月前
株式会社アンド
半田付け方法
2か月前
個人
型枠製造装置のフレーム
1か月前
株式会社富田製作所
支持構造
20日前
株式会社ツガミ
工作機械
2か月前
大見工業株式会社
ドリル
3か月前
株式会社向洋技研
スタッドの製造方法
14日前
株式会社ダイヘン
溶接装置
4か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
津田駒工業株式会社
センタリングバイス
3か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社不二越
ブローチ盤
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ