TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025170067
公報種別
公開特許公報(A)
公開日
2025-11-14
出願番号
2025148427,2022571587
出願日
2025-09-08,2021-12-22
発明の名称
極異方性磁石の製造方法、磁石集合体の製造方法、極異方性磁石、磁石集合体及び複合磁石集合体
出願人
有限会社 宮脇工房
代理人
個人
主分類
H01F
41/02 20060101AFI20251107BHJP(基本的電気素子)
要約
【課題】従来よりも設計自由度が高く且つ経済性の高い極異方性磁石の製造方法及び磁石集合体の製造方法を提供する。
【解決手段】
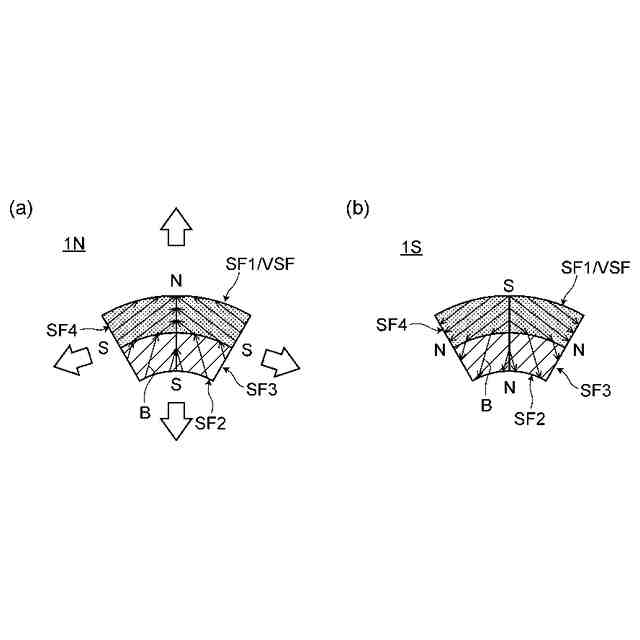
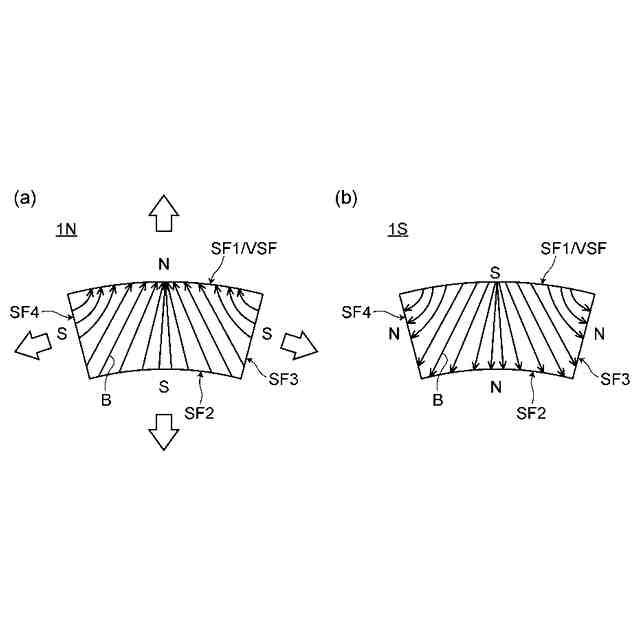
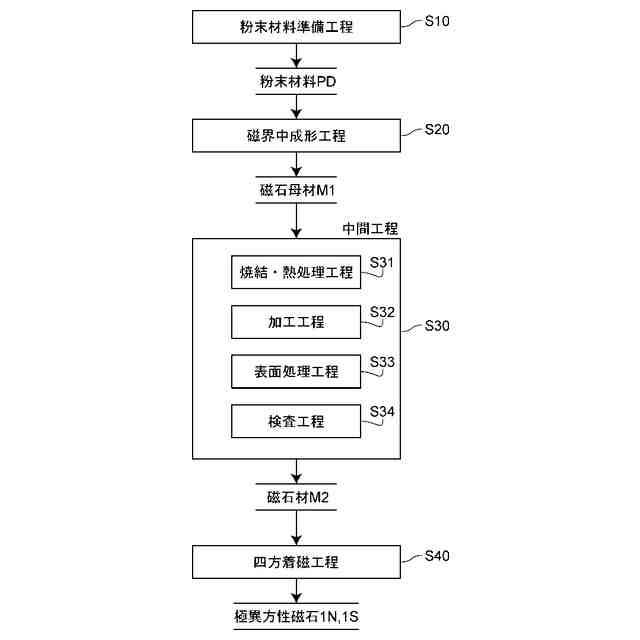
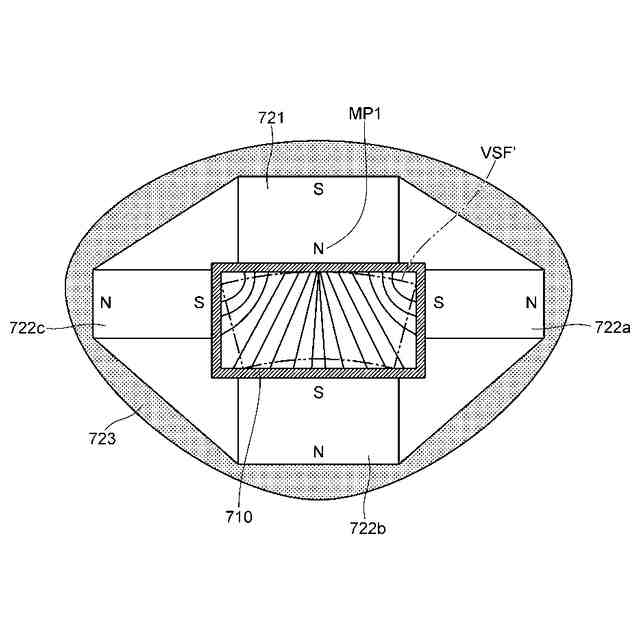
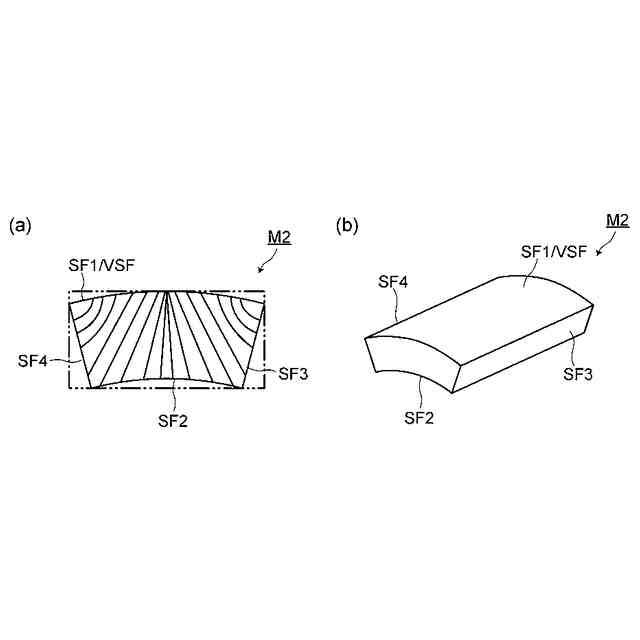
極異方性磁石の製造方法は4つの面SF1,SF2,SF3を有する極異方性磁石1N,1Sの製造方法であって、4つの面のうち一の実効面VSF(SF1)に対し第1方向の磁界を印加し、残余の3面(SF2,SF3,SF4)に対し第2方向の磁界をそれぞれ印加しながら磁界中成形する磁界中成形工程S20と、実効面VSF(SF1)に対し第1方向の磁界を、及び、残余の3面(SF2,SF3,SF4)に対し第2方向の磁界を印加して着磁する四方着磁工程S40とを含む。
【選択図】図17
特許請求の範囲
【請求項1】
断面視したときに4つの方向にそれぞれ面する4つの面を有する極異方性磁石の製造方法であって、
磁石用の粉末材料を準備する粉末材料準備工程と、
前記4つの面のうち磁束を集中的に発生させるべき面を実効面としたときに、
当該極異方性磁石の所期の形状に対応した型枠の外側から、前記仮想的な実効面に対し第1方向の磁界を印加しつつ前記残余の3面に対し第2方向の磁界をそれぞれ印加しながら、前記粉末材料を前記型枠の内側に順次投入し、前記型枠に倣った形状の磁石母材を成形する磁界中成形工程と、
前記磁石母材に基づいて得られた磁石材を取り囲むようにして、該磁石材の前記実効面に対し前記第1方向の磁界を、及び、前記残余の3面に対し前記第2方向の磁界を印加して前記磁石材を着磁する四方着磁工程と、
をこの順序で含むことを特徴とする極異方性磁石の製造方法。
続きを表示(約 1,400 文字)
【請求項2】
請求項1に記載の極異方性磁石の製造方法において、
前記磁界中成形工程においては、前記仮想的な前記実効面に第1磁極が対向するようにして第1磁力源を配置し、かつ、前記4つの面のうち前記実効面以外の残余の3面のそれぞれの面に第2磁極が対向するようにして第2磁力源をそれぞれ配置すると共に、前記仮想的な実効面に対し前記第1磁力源により前記第1方向の磁界を印加しつつ前記残余の3面に対し前記第2磁力源により前記第2方向の磁界をそれぞれ印加し、
前記四方着磁工程においては、前記実効面に前記第1磁極が対向するように着磁用第1磁力源を配置し、かつ、前記残余の3面のそれぞれの面に前記第2磁極が対向するように着磁用第2磁力源をそれぞれ配置したうえで、前記着磁用第1磁力源及び前記着磁用第2磁力源を作動させて前記実効面に対し前記第1方向の磁界を、及び、前記残余の3面に対し前記第2方向の磁界を印加すること、
を特徴とする極異方性磁石の製造方法。
【請求項3】
請求項1又は2に記載の極異方性磁石の製造方法において、
前記磁界中成形工程と前記四方着磁工程との間に、前記磁界中成形工程によって得られた前記磁石母材を焼結・熱処理する焼結・熱処理工程を更に含むことを特徴とする極異方性磁石の製造方法。
【請求項4】
請求項1~3のいずれかに記載の極異方性磁石の製造方法において、
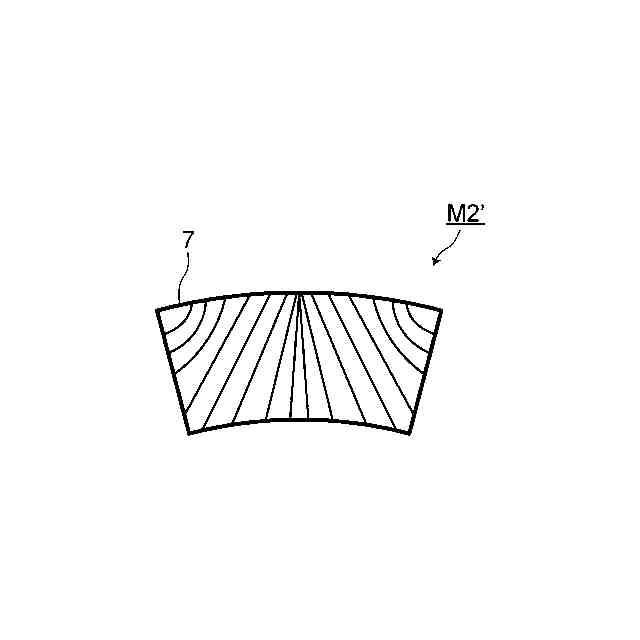
前記極異方性磁石の所期の形状は、断面視したときに、円環をN等分した分割リング形状であること(但し、Nは2以上の自然数)、
を特徴とする極異方性磁石の製造方法。
【請求項5】
請求項1~4のいずれかに記載の極異方性磁石の製造方法において、
前記磁界中成形工程において、前記第1磁力源の前記第1磁極が配された側の幅は、前記仮想的な実効面の幅よりも小さく設定されている、及び/又は、
前記四方着磁工程において、前記着磁用第1磁力源の前記第1磁極が配された側の幅は、前記実効面の幅よりも小さく設定されている、
ことを特徴とする極異方性磁石の製造方法。
【請求項6】
断面視したときに4つの方向にそれぞれ面する4つの面を有する極異方性磁石であって、
前記4つの面のうち磁束を集中的に発生させるべき面を実効面としたときに、前記実効面には一の磁極が配され、前記4つの面のうち前記実効面以外の残余の3面のそれぞれの面には他の磁極が配されており、
断面視したときに、内部に接着痕がなく連続的に形成されている、
ことを特徴とする極異方性磁石。
【請求項7】
請求項6に記載の極異方性磁石において、
断面視したときに、円環をN等分した分割リング形状となっていること(但し、Nは2以上の自然数)、
を特徴とする極異方性磁石
【請求項8】
請求項6又は7のいずれかに記載された極異方性磁石を複数個備え、
前記一の磁極及び前記他の磁極が交互に現れるように前記極異方性磁石が配列されて互いに接合されてなる磁石集合体。
【請求項9】
請求項8に記載の前記磁石集合体において、
前記極異方性磁石が周方向に沿って配列されてなり、外形が略円筒状であることを特徴とする磁石集合体。
【請求項10】
請求項9に記載の磁石集合体を含むローターを備えたモータ。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、極異方性磁石の製造方法、磁石集合体の製造方法、極異方性磁石、磁石集合体及び複合磁石集合体に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
いわゆるハルバッハ配列で構成された磁石集合体は、高い磁束密度で磁束を出現可能であることが知られている。しかし、このハルバッハ配列の実現に当たっては、強力に磁化した磁石同士を大きな引力や斥力が生じている状況の下で貼り合せることから困難が多く、このため未だ量産化の目途が立っていない。
【0003】
ハルバッハ配列と同レベルの磁束密度を得ることができ、かつ、量産化の可能性のポテンシャルを備えた代用技術として、特許文献1の図3に記載された構成の磁石集合体(以下、単に特許文献1に記載された磁石集合体という)が知られている。
【0004】
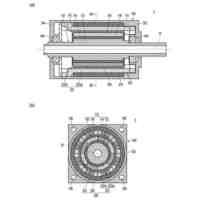
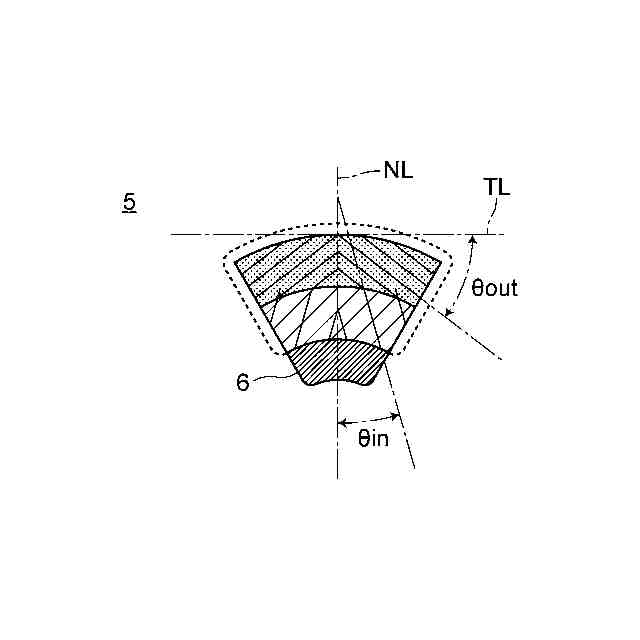
図30は特許文献1に記載された磁石集合体900を説明するために示す断面図である。磁石集合体900の内部に描かれた矢印は磁化方向を示している。
図30に示すように、磁石集合体900は円筒形状をした外周側の磁石集合体900EXと内周側の磁石集合体900INとからなっている。外周側の磁石集合体900EXは、磁化方向が磁石集合体900EXの法線NLに対し角度θHEXで傾いた極異方性配列をなしている。角度θHEXは45度を超え90度に近い角度となっており、換言すると外周面の接線(図示は省略)とのなす角度が比較的浅い磁化方向である「水平系の極異方性配列」の磁石集合体となっている。一方、内周側の磁石集合体900INは、磁化方向が同法線NLに対し角度θHINで傾いた極異方性配列をなしている。角度θHINは0度以上45未満の角度となっており、換言すると内周面の接線(図示は省略)とのなす角度が比較的深い磁化方向である「垂直系の極異方性配列」の磁石集合体となっている。
【0005】
この磁石集合体900は、外周側の磁石集合体900EX(円筒体900EXともいう)と内周側の磁石集合体900IN(円筒体900INともいう)とを別個に製造し、これらの円筒体同士を嵌合して一体化することにより得ていた。
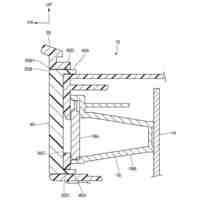
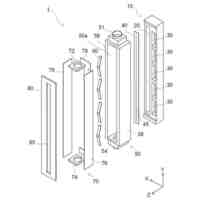
【0006】
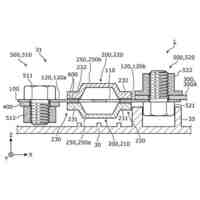
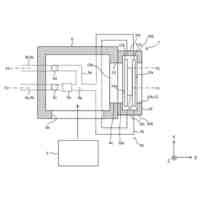
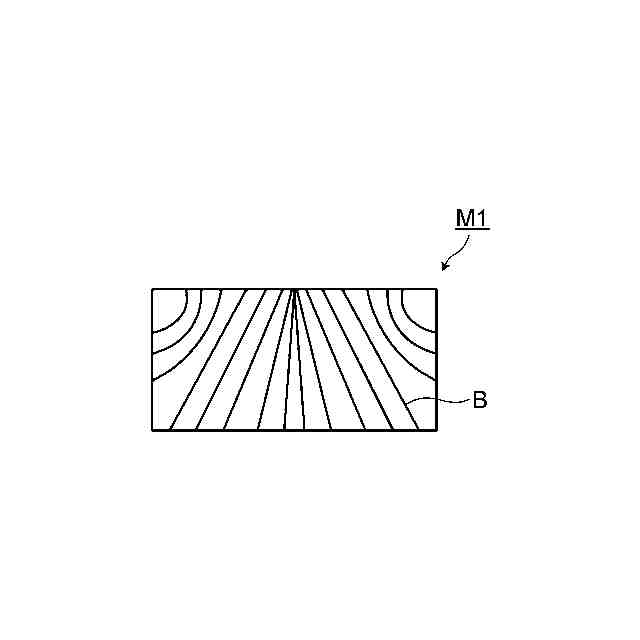
外周側の磁石集合体900EX及び内周側の磁石集合体900INの製造方法は基本的に同様のため、ここでは代表して外周側の円筒体900EXを製造する場合を例に説明する。図31は、磁石集合体900EXの従来の製造方法を説明するために示す図である。図31の(1)は磁界中成形工程で用いる型枠810及び磁力源820S,820Nを示し、(2)は磁石母材M1を示し、(3)は着磁工程の様子を示し、(4)は着磁工程を終えて取り出された磁石集合体900EXを示している。
【0007】
従来の磁石集合体の製造方法は、概ね次の通りである。
まず、磁石用の粉末材料、型枠810等を準備する。型枠810は、その内側が最終的な磁石集合体900EXの形状に倣った形状である円筒状に形成されたものである。
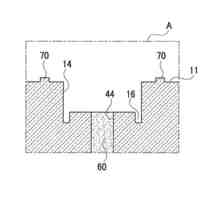
次いで、磁界中成形工程を行う。型枠810の内側810aに粉末材料を投入したうえで、型枠810の外側から磁力源820S,820Nを用いて所定の磁界を印加して、粉末材料の各分子を磁力線に沿って配向させつつ成形する《図31の(1)参照》。これにより磁石母材M1を得る《図31の(2)参照》。その後、必要な中間工程(焼結・熱処理工程、表面処理工程等)を経た後、磁力源830S,830N(着磁ヨークなど)を用いて所定の磁界を印加する着磁工程を行う《図31の(3)参照》。これにより磁石集合体900EXを得ることができる《図31の(4)参照》。
【先行技術文献】
【特許文献】
【0008】
特開2010-142082号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、従来の磁石集合体の製造方法によれば、以下に述べるように、コスト高や量産性の低さ(例えば歩留まりの低さ)により経済性が上がらないといった課題や、設計上の制約が多いといった課題があった。
【0010】
一例を挙げると、磁界中成形工程で用いる型枠810は、最終的な磁石集合体の形状に倣った形状のものを製品の仕様が変わる度に都度準備しなければならないため、型代がかさみ全体としてコスト高となっていた(型コストの問題)。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
有限会社 宮脇工房
往復ポンプ
1か月前
有限会社 宮脇工房
モーター挙動音発生装置
29日前
有限会社 宮脇工房
電気機械装置及び繊維強化プラスチック部材の製造方法
2か月前
有限会社 宮脇工房
被試験モーターの特性を試験する方法、特性試験装置、及び、コンピュータープログラム
1か月前
有限会社 宮脇工房
被試験モーターの特性を試験する方法、特性試験装置、及び、コンピュータープログラム
1か月前
有限会社 宮脇工房
被試験モーターの特性を試験する方法、特性試験装置、及び、コンピュータープログラム
1か月前
有限会社 宮脇工房
極異方性磁石の製造方法、磁石集合体の製造方法、極異方性磁石、磁石集合体及び複合磁石集合体
13日前
東ソー株式会社
絶縁電線
1か月前
APB株式会社
蓄電セル
1か月前
個人
フレキシブル電気化学素子
1か月前
マクセル株式会社
電源装置
28日前
株式会社ユーシン
操作装置
1か月前
株式会社東芝
端子台
28日前
ローム株式会社
半導体装置
1か月前
日新イオン機器株式会社
イオン源
1か月前
富士電機株式会社
電磁接触器
7日前
株式会社GSユアサ
蓄電装置
7日前
三菱電機株式会社
回路遮断器
15日前
太陽誘電株式会社
コイル部品
1か月前
株式会社ホロン
冷陰極電子源
1か月前
株式会社GSユアサ
蓄電装置
21日前
株式会社GSユアサ
蓄電装置
29日前
株式会社GSユアサ
蓄電装置
29日前
株式会社GSユアサ
蓄電設備
1か月前
株式会社GSユアサ
蓄電設備
1か月前
トヨタ自動車株式会社
蓄電装置
1か月前
ノリタケ株式会社
熱伝導シート
1か月前
トヨタ自動車株式会社
蓄電装置
29日前
日本特殊陶業株式会社
保持装置
20日前
ホシデン株式会社
複合コネクタ
1日前
日新イオン機器株式会社
基板処理装置
1か月前
日本特殊陶業株式会社
保持装置
1か月前
北道電設株式会社
配電具カバー
1か月前
トヨタ自動車株式会社
バッテリ
1か月前
トヨタ自動車株式会社
冷却構造
1か月前
サクサ株式会社
電池の固定構造
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ