TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025157951
公報種別
公開特許公報(A)
公開日
2025-10-16
出願番号
2024060332
出願日
2024-04-03
発明の名称
発泡成形体の製造方法
出願人
TOPPANホールディングス株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C08J
9/12 20060101AFI20251008BHJP(有機高分子化合物;その製造または化学的加工;それに基づく組成物)
要約
【課題】耐衝撃性を高くすることのできる新規な発泡成形体の製造方法を提供する。
【解決手段】発泡成形体の製造方法は、ポリオレフィン、セルロースを主成分とするアスペクト比が10以上1000以下の繊維質材料、及び、物理発泡剤を少なくとも含む溶融材料を金型内に供給する工程と、金型内で溶融材料を発泡させて発泡成形体を得る工程と、を含む。物理発泡剤は、25℃大気圧環境下では液体であり、且つ、100℃大気圧環境下で気体であり、溶融材料における25℃大気圧環境下で固体である全成分の質量に対して、繊維質材料の添加量が0.1質量%以上15質量%未満の範囲内にある。
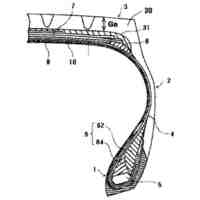
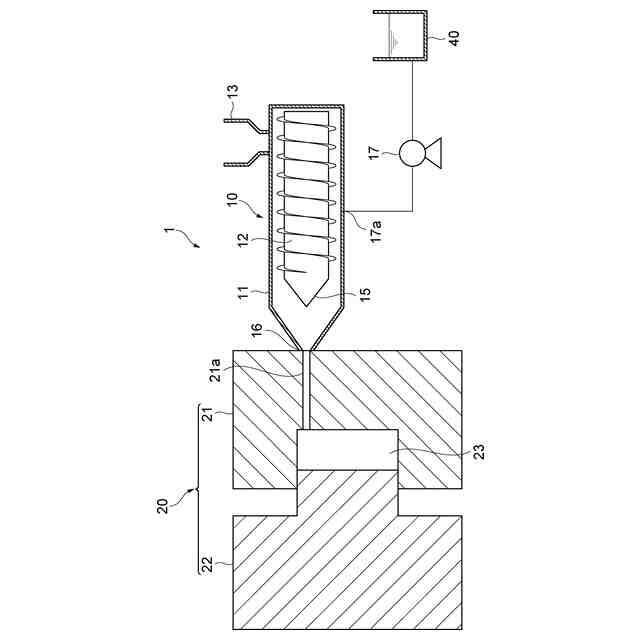
【選択図】図1
特許請求の範囲
【請求項1】
ポリオレフィン、セルロースを主成分とするアスペクト比が10以上1000以下の繊維質材料、及び、物理発泡剤を少なくとも含む溶融材料を金型内に供給する工程と、
前記金型内で前記溶融材料を発泡させて発泡成形体を得る工程と、を含み、
前記物理発泡剤は、25℃大気圧環境下では液体であり、且つ、100℃大気圧環境下で気体であり、
前記溶融材料における25℃大気圧環境下で固体である全成分の質量に対して、前記繊維質材料の添加量が0.1質量%以上15質量%未満の範囲内にある、発泡成形体の製造方法。
続きを表示(約 380 文字)
【請求項2】
前記物理発泡剤は水、及び/又は、アルコールである、請求項1に記載の方法。
【請求項3】
前記物理発泡剤は水である、請求項1に記載の方法。
【請求項4】
前記溶融材料は、更にカルボン酸無水物変性ポリプロピレンを含む、請求項1又は2に記載の方法。
【請求項5】
前記ポリオレフィンは、炭素数20以上の分岐構造を有するポリオレフィンを含む、請求項1又は2に記載の方法。
【請求項6】
前記溶融材料を前記金型内に供給する工程において、前記金型内にさらに前記溶融材料と接触する加飾シートを配置する、請求項1又は2に記載の方法。
【請求項7】
前記金型内で前記溶融材料を発泡させる工程が、前記金型内のキャビティ容積を拡大させる工程である、請求項1又は2に記載の方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、発泡成形体の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
熱可塑性樹脂の発泡成形体は、一般に軽量であり、断熱性、絶縁性、吸音性、衝撃吸収性等に優れているため、建材や包装資材、音響など様々な製品に利用されている。発泡成形体は弾性率や強度といった機械的特性や熱変形温度等の熱的特性は熱可塑性樹脂を用いた未発泡の成形体よりも劣っているが、気泡を導入することで未発泡体よりも樹脂使用量の低減が図れることから、省資源の面から今後需要がさらに拡大すると考えられる。
【0003】
樹脂の発泡方法は大別すると、化学発泡と物理発泡との2つである。
化学発泡とは、有機系の化学発泡剤や無機系の化学発泡剤を用いて成形する方法で、熱などを与えると発泡剤が分解もしくは反応してガスが発生する。この方法は、初期投資が抑えられて発泡ガス量を多くすることが容易といった特徴があるが、被発泡材料によっては架橋処理をさせる必要があることや、発泡剤が分解もしくは反応をした後の残渣が残ることから樹脂のリサイクルには向かず、また発泡の制御も難しいなどの課題がある。
【0004】
物理発泡とは、高い圧力や温度のもとでプラスチックに液化ガスや超臨界流体を溶解させ、その後の圧力の低下や加熱により溶解度を下げることで、気泡を発生させる方法で、今日では広く用いられるようになってきている。
【0005】
このような中で、最近では、特許文献1に開示されるように、物理発泡において、水、アルコールなどの25℃大気圧環境下では液体である材料を発泡剤として使用する取組が検討されてきている。
【先行技術文献】
【特許文献】
【0006】
WO2015/174255号公報
WO2017/119228号公報
WO2016/072112号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、水やアルコールと疎水性であるプラスチックは相溶しにくく、溶融状態でも分離しやすい。そのため、発泡セルが大きくなってしまう事があり、機械的強度が低下してしまうことがあった。以上から、水やアルコールなどで発泡したプロピレン系発泡成形体の機械的強度には改良の余地がであった。
【0008】
本発明はかかる課題を解決する為に考案されたものであり、25℃大気圧環境下では液体である発泡剤を用いつつ、機械的強度を高くすることのできる発泡成形体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
[1]ポリオレフィン、セルロースを主成分とするアスペクト比が10以上1000以下の繊維質材料、及び、物理発泡剤を少なくとも含む溶融材料を金型内に供給する工程と、
前記金型内で前記溶融材料を発泡させて発泡成形体を得る工程と、を含み、
前記物理発泡剤は、25℃大気圧環境下では液体であり、且つ、100℃大気圧環境下で気体であり、
溶融材料における25℃大気圧環境下で固体である全成分の質量に対して、前記繊維質材料の添加量が0.1質量%以上15質量%未満の範囲内にある、発泡成形体の製造方法。
【0010】
[2]前記物理発泡剤は水、及び/又は、アルコールである、[1]に記載の方法。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東ソー株式会社
ペレット
9日前
ユニチカ株式会社
透明シート
2か月前
株式会社カネカ
硬化性組成物
3か月前
ユニチカ株式会社
透明シート
25日前
株式会社コバヤシ
成形体
22日前
東レ株式会社
熱硬化性樹脂組成物
2か月前
東レ株式会社
ポリエステルフィルム
7日前
住友精化株式会社
吸水剤の製造方法
1か月前
丸住製紙株式会社
変性パルプ
25日前
東レ株式会社
ポリエステルフィルム
29日前
東レ株式会社
引抜成形品の製造方法
2か月前
東ソー株式会社
ゴム用接着性改質剤
10日前
東レ株式会社
ポリエステルフィルム
3か月前
東レ株式会社
ポリオレフィン微多孔膜
2か月前
東ソー株式会社
樹脂組成物および蓋材
1か月前
東レ株式会社
ポリプロピレンフィルム
21日前
東ソー株式会社
樹脂組成物および蓋材
1か月前
花王株式会社
樹脂組成物
3か月前
横浜ゴム株式会社
重荷重タイヤ
21日前
アイカ工業株式会社
光硬化性樹脂組成物
21日前
株式会社コバヤシ
光硬化性組成物
2か月前
日本特殊陶業株式会社
樹脂成形体
1か月前
UBE株式会社
衝撃吸収材
25日前
株式会社スリーボンド
硬化性樹脂組成物
21日前
株式会社カネカ
シーリング材
14日前
ノリタケ株式会社
担体構造体
15日前
株式会社カネカ
硬化性組成物
2か月前
株式会社大阪ソーダ
熱可塑性材料用組成物
3か月前
住友化学株式会社
樹脂組成物
21日前
三洋化成工業株式会社
熱成形用樹脂組成物
17日前
住友ベークライト株式会社
ポリマー
10日前
住友ベークライト株式会社
ポリマー
10日前
株式会社カネカ
硬化性組成物
1か月前
東ソー株式会社
温度応答性ビーズの製造方法
1か月前
東亞合成株式会社
硬化性組成物
3か月前
ユニチカ株式会社
ポリアミド系樹脂フィルム
21日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ