TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025156949
公報種別
公開特許公報(A)
公開日
2025-10-15
出願番号
2024059732
出願日
2024-04-02
発明の名称
めっき部材及びその製造方法
出願人
日本軽金属株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
C23C
28/00 20060101AFI20251007BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】めっきの均一性及び密着性が向上すると共に、めっきを行うための前処理を乾式の方法によって製造することができるニッケルめっきアルミニウム部材(めっき部材)を提供する。
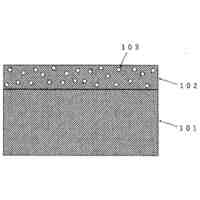
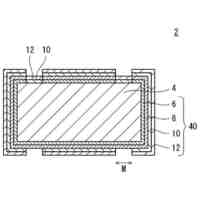
【解決手段】アルミニウム又はアルミニウム合金からなるアルミニウム基材にニッケルめっき皮膜が形成されためっき部材であって、前記アルミニウム基材の表面に、アルミニウム水和酸化物を含む水和酸化物皮膜、及びアルミニウム酸化物を含む酸化物皮膜からなる群よりなる少なくとも一種の皮膜を含む親水性プライマー層と、金属又は金属酸化物からなるめっき触媒を含む触媒層とをこの順で有するアルミニウム部材、及び前記アルミニウム部材の前記触媒層上に形成された前記ニッケルめっき皮膜を備えて、前記親水性プライマー層が表面に形成された前記アルミニウム基材の表面粗さRzが2μm以上15μm以下であるめっき部材である。
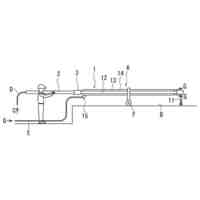
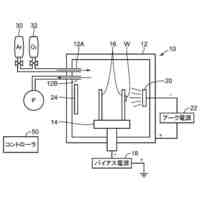
【選択図】図1
特許請求の範囲
【請求項1】
アルミニウム又はアルミニウム合金からなるアルミニウム基材にニッケルめっき皮膜が形成されためっき部材であって、
前記アルミニウム基材の表面に、アルミニウム水和酸化物を含む水和酸化物皮膜、及びアルミニウム酸化物を含む酸化物皮膜からなる群よりなる少なくとも一種の皮膜を含む親水性プライマー層と、金属又は金属酸化物からなるめっき触媒を含む触媒層とをこの順で有するアルミニウム部材、及び
前記アルミニウム部材の前記触媒層上に形成された前記ニッケルめっき皮膜を備えて、
前記親水性プライマー層が表面に形成された前記アルミニウム基材の表面粗さRzが、2μm以上、15μm以下である、
ことを特徴とするめっき部材。
続きを表示(約 1,600 文字)
【請求項2】
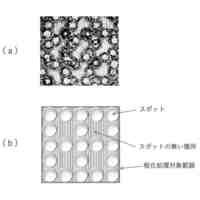
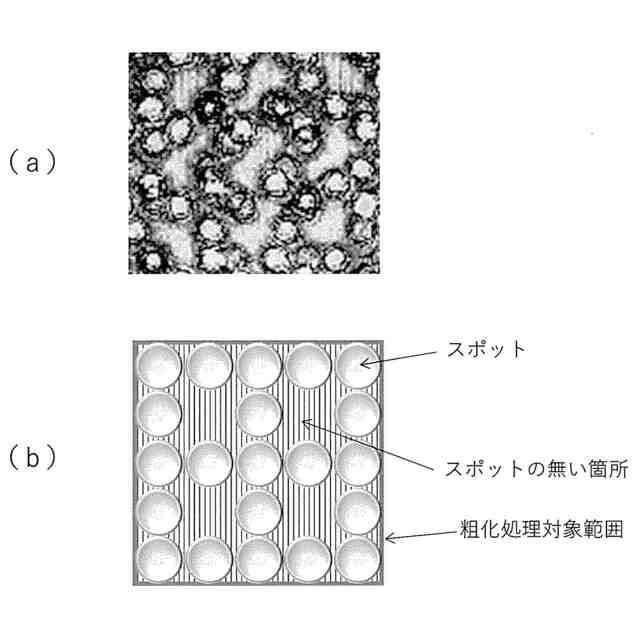
前記親水性プライマー層が表面に形成された前記アルミニウム基材の粗面化面積率が、80%以上、100%以下である、
請求項1に記載のめっき部材。
【請求項3】
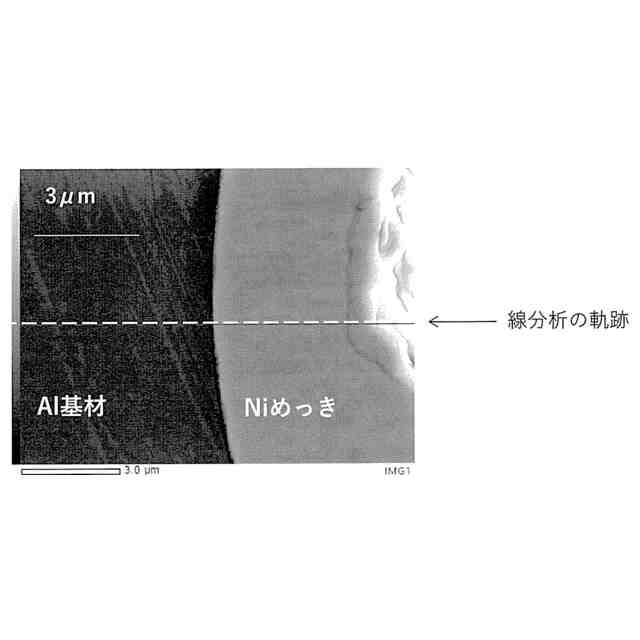
前記めっき部材の断面のEDX線分析によって得られるアルミニウム、ニッケル、及び酸素の元素プロファイルについて、
アルミニウムの元素プロファイルとニッケルの元素プロファイルが交差する点を前記アルミニウム部材と前記ニッケルめっき皮膜とのAl/Ni界面とし、
ニッケルの元素プロファイルの強度が平坦な範囲にて検出される酸素の元素プロファイル強度の平均値に対する、前記Al/Ni界面にて検出される酸素の強度の最大値の比である酸素強度比が、1.5以上、50以下である、
請求項1に記載のめっき部材。
【請求項4】
前記親水性プライマー層の厚さが、1nm以上、1μm未満である、
請求項1に記載のめっき部材。
【請求項5】
前記触媒層の厚さが、2nm以上、1μm未満である、
請求項1に記載のめっき部材。
【請求項6】
請求項1に記載のめっき部材において、
前記ニッケルめっき皮膜の厚さが、1μm以上、1mm以下であり、
前記ニッケルめっき皮膜が、前記アルミニウム基材の1又は2以上の部分にのみ形成されており、残余の部分には形成されていない、
バスバーとして用いられるめっき部材。
【請求項7】
前記金属は、金、銀、及び銅からなる貴金属、白金、及びパラジウムからなる白金属、亜鉛、ルテニウム、並びにロジウムからなる群より選ばれる少なくとも1種の金属である、
請求項1~6のいずれか1項に記載のめっき部材。
【請求項8】
前記金属は、亜鉛である、
請求項1~6のいずれか1項に記載のめっき部材。
【請求項9】
アルミニウム又はアルミニウム合金からなるアルミニウム基材にニッケルめっき皮膜が形成されためっき部材を製造する方法であって、
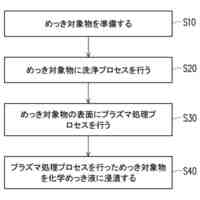
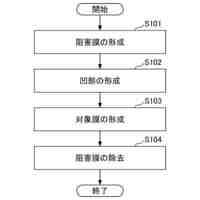
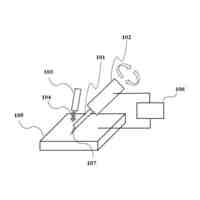
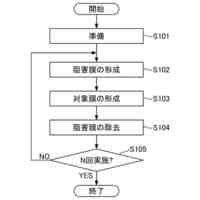
前記アルミニウム基材の表面にレーザー光を照射して、前記アルミニウム基材の表面を粗面化すると共に、前記アルミニウム基材の表面にアルミニウム水和酸化物を含む水和酸化物皮膜、及びアルミニウム酸化物を含む酸化物皮膜からなる群よりなる少なくとも一種の皮膜を含む親水性プライマー層を形成する表面改質工程と、
前記親水性プライマー層が形成された前記アルミニウム基材の表面に、金属又は金属酸化物からなるめっき触媒を付与して、前記アルミニウム基材の表面に前記めっき触媒を含む触媒層を形成する触媒付与工程と、
前記アルミニウム基材の表面に前記親水性プライマー層と前記触媒層とが形成されたアルミニウム部材にニッケルめっき処理を施して、前記アルミニウム部材の前記触媒層上に前記ニッケルめっき皮膜を形成するめっき処理工程と、を備え、
前記表面改質工程で前記親水性プライマー層が形成された前記アルミウム基材の表面粗さRzが、2μm以上、15μm以下である、
ことを特徴とするめっき部材の製造方法。
【請求項10】
前記触媒付与工程は、
前記アルミニウム基材に前記金属の金属化合物を含む触媒溶液又は触媒懸濁液を塗布して、前記アルミニウム基材に前記金属化合物を付着させる塗布ステップと、
前記金属化合物が付着した前記アルミニウム基材を焼成して、前記アルミニウム基材の表面に前記金属化合物から前記金属の酸化物を得ることで、前記めっき触媒を形成する焼成ステップと、を有する、
請求項9に記載のめっき部材の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
この発明は、アルミニウム又はアルミニウム合金からなるアルミニウム基材にニッケルめっき皮膜が形成されためっき部材、及びその製造方法に関する。
続きを表示(約 4,600 文字)
【背景技術】
【0002】
アルミニウムは軽量で導電性に優れ、資源も豊富であることから、最近では自動車の電動化や工場等の設備の電化のニーズ拡大に伴い、従来の銅を代替したバスバーやヒートシンク等への利用が増えている。アルミニウムは表面に酸化皮膜を形成するため、バスバーとしての利用時には主に接触抵抗を低減する目的で、ヒートシンク等で用いる場合ははんだの実装性を向上する目的で、Niめっき等のめっきが処理される。
【0003】
アルミニウム及びアルミニウム合金(これらをまとめて単にアルミニウムと言う場合がある)上にめっきを行う際は、前述の酸化皮膜が絶縁性であるために、めっきにおけるアルミニウム表面でのめっき金属イオンの還元反応が進行しにくい。更に、酸化皮膜の上に形成した金属層は密着性に乏しいため、アルミニウムの素材表面には均一で密着性のよいめっきが出来ない。そこで、めっきを行う前処理として、アルミニウム材料をジンケート浴と呼ばれる亜鉛を含んだ強アルカリの浴に浸漬することで、アルミニウム表面の酸化皮膜を溶解すると共に、亜鉛の微粒子を析出させることで、表面を亜鉛によって置換するジンケート処理が行われている。ジンケート処理によって析出した亜鉛の微粒子は、めっき金属イオンの還元反応の触媒となることで還元反応が促進されて、亜鉛上に金属層が析出するので、均一で密着性に優れるめっきが可能となる。
【0004】
ただし、ジンケート処理を含んだアルミニウム材料へのめっき工程は、処理工程数が多く、各工程間で水洗を必要とするため、銅等のほかの材料へのめっきと比べ排水処理のコストが大きい。特には、亜鉛粒子を均一に成長させるためにジンケート処理を2回行うダブルジンケート処理が行われているが、この場合、水洗の回数も増加して排水処理のコストがさらに大きくなる。具体的には、ジンケート処理を行う際には、それに先駆けて、アルミニウム材料の脱脂やエッチング、デスマットが行われるが、これらの処理ではその都度の水洗が必要となり(脱脂、“水洗”、エッチング、“水洗”、デスマット、“水洗”)、また、亜鉛剥離を介した2回のジンケート処理でもその都度の水洗が必要となってしまう(一次ジンケート、“水洗”、亜鉛剥離、“水洗”、二次ジンケート、“水洗”)。
【0005】
また、電子部品や大型のバスバーの場合は、めっきが必要な箇所が限定されるので、部分めっきを行うことがある。しかしながら、一般的にアルミニウム材料へのめっきはジンケート処理等の処理工程が多く、各工程の浴は強酸性と強アルカリ性であるため、このような過酷な処理浴への繰り返しの浸漬に耐えるマスキング材料は限られ、加えて大型部材や複雑形状の部材へのマスキングは工程に手間がかかり、高価になってしまうという問題もある。
【0006】
そこで、例えば、特許文献1では、アルミニウム及びアルミニウム合金からなる基板上に形成されるNiめっきとの密着性を高めるための触媒形成として、Al-Zn合金からなる下地層をスパッタリングにより形成している。また、この特許文献1では、Niめっきの密着性を高めるため、下地層形成のために基板表面への酸処理による高粗度化処理を行っている。
【先行技術文献】
【特許文献】
【0007】
特開2018-035428号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記の特許文献1では、湿式処理であるジンケート処理に替えて、乾式処理であるスパッタリングによって、Niめっきのための触媒を形成する。しかしながら、スパッタリングではバッチ処理が必要となるなど、手間が掛かってしまうばかりか、コストも増大してしまう。また、特許文献1では、実際に、硝酸や塩酸、硫酸等の酸を用いた酸処理による高粗度化を行った上で、スパッタリングにより下地層を形成しており、これによりアンカー効果でNiめっきとの密着性を得ているが、このような酸処理を行うと廃液のpHの調整や、金属やスラッジの回収が必要になるなど、排水処理に手間やコストが掛かってしまい、作業環境を整えるだけでも様々な制約が生じてしまう。
【0009】
そのため、本発明の目的は、Niめっきの密着性が向上すると共に、めっきを行うための前処理を乾式の方法によって製造することができる、ニッケルめっきアルミニウム部材(本明細書においては単にめっき部材と言う)を提供することにある。また、本発明の別の目的は、このようなニッケルめっきアルミニウム部材を製造する方法を提供することにある。
【課題を解決するための手段】
【0010】
すなわち、本発明の要旨は以下のとおりである。
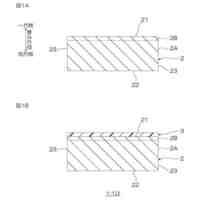
[1]アルミニウム又はアルミニウム合金からなるアルミニウム基材にニッケルめっき皮膜が形成されためっき部材であって、
前記アルミニウム基材の表面に、アルミニウム水和酸化物を含む水和酸化物皮膜、及びアルミニウム酸化物を含む酸化物皮膜からなる群よりなる少なくとも一種の皮膜を含む親水性プライマー層と、金属又は金属酸化物からなるめっき触媒を含む触媒層とをこの順で有するアルミニウム部材、及び
前記アルミニウム部材の前記触媒層上に形成された前記ニッケルめっき皮膜を備えて、
前記親水性プライマー層が表面に形成された前記アルミニウム基材の表面粗さRzが、2μm以上、15μm以下である、
ことを特徴とするめっき部材。
[2]前記親水性プライマー層が表面に形成された前記アルミニウム基材の粗面化面積率が、80%以上、100%以下である、[1]に記載のめっき部材。
[3]前記めっき部材の断面のEDX線分析によって得られるアルミニウム、ニッケル、及び酸素の元素プロファイルについて、
アルミニウムの元素プロファイルとニッケルの元素プロファイルが交差する点を前記アルミニウム部材と前記ニッケルめっき皮膜とのAl/Ni界面とし、
ニッケルの元素プロファイルの強度が平坦な範囲にて検出される酸素の元素プロファイル強度の平均値に対する、前記Al/Ni界面にて検出される酸素の強度の最大値の比である酸素強度比が、1.5以上、50以下である、[1]に記載のめっき部材。
[4]前記親水性プライマー層の厚さが、1nm以上、1μm未満である、[1]に記載のめっき部材。
[5]前記触媒層の厚さが、2nm以上、1μm未満である、[1]に記載のめっき部材。
[6][1]に記載のめっき部材において、
前記ニッケルめっき皮膜の厚さが、1μm以上、1mm以下であり、
前記ニッケルめっき皮膜が、前記アルミニウム基材の1又は2以上の部分にのみ形成されており、残余の部分には形成されていない、
バスバーとして用いられるめっき部材。
[7]前記金属は、金、銀、及び銅からなる貴金属、白金、及びパラジウムからなる白金属、亜鉛、ルテニウム、並びにロジウムからなる群より選ばれる少なくとも1種の金属である、[1]~[6]のいずれか1項に記載のめっき部材。
[8]前記金属は、亜鉛である、[1]~[6]のいずれか1項に記載のめっき部材。
[9]アルミニウム又はアルミニウム合金からなるアルミニウム基材にニッケルめっき皮膜が形成されためっき部材を製造する方法であって、
前記アルミニウム基材の表面にレーザー光を照射して、前記アルミニウム基材の表面を粗面化すると共に、前記アルミニウム基材の表面にアルミニウム水和酸化物を含む水和酸化物皮膜、及びアルミニウム酸化物を含む酸化物皮膜からなる群よりなる少なくとも一種の皮膜を含む親水性プライマー層を形成する表面改質工程と、
前記親水性プライマー層が形成された前記アルミニウム基材の表面に、金属又は金属酸化物からなるめっき触媒を付与して、前記アルミニウム基材の表面に前記めっき触媒を含む触媒層を形成する触媒付与工程と、
前記アルミニウム基材の表面に前記親水性プライマー層と前記触媒層とが形成されたアルミニウム部材にニッケルめっき処理を施して、前記アルミニウム部材の前記触媒層上に前記ニッケルめっき皮膜を形成するめっき処理工程と、を備え、
前記表面改質工程で前記親水性プライマー層が形成された前記アルミウム基材の表面粗さRzが、2μm以上、15μm以下である、
ことを特徴とするめっき部材の製造方法。
[10]前記触媒付与工程は、
前記アルミニウム基材に前記金属の金属化合物を含む触媒溶液又は触媒懸濁液を塗布して、前記アルミニウム基材に前記金属化合物を付着させる塗布ステップと、
前記金属化合物が付着した前記アルミニウム基材を焼成して、前記アルミニウム基材の表面に前記金属化合物から前記金属の酸化物を得ることで、前記めっき触媒を形成する焼成ステップと、を有する、[9]に記載のめっき部材の製造方法。
[11]前記金属化合物が、前記金属の有機酸塩である、[10]に記載のめっき部材の製造方法。
[12]前記焼成ステップにおいて、焼成温度が、180℃以上、500℃以下である、[10]に記載のめっき部材の製造方法。
[13]前記触媒付与工程は、
前記アルミニウム基材に前記金属又は前記金属の酸化物からなる金属ナノ粒子を含む触媒溶液又は触媒懸濁液を塗布して、前記アルミニウム基材に前記金属ナノ粒子を付着させる塗布ステップと、
前記金属ナノ粒子が付着した前記アルミニウム基材を乾燥させて、前記金属ナノ粒子による前記めっき触媒を形成する乾燥ステップと、を有する、[9]に記載のめっき部材の製造方法。
[14]前記触媒付与工程は、
前記金属をスパッタリングして、前記アルミニウム基材に前記金属からなる金属皮膜を成膜することで、前記めっき触媒を形成するスパッタステップ、を有する、[9]に記載のめっき部材の製造方法。
[15]前記めっき処理工程において、前記ニッケルめっき処理が電気めっきである、[9]に記載のめっき部材の製造方法。
[16]前記金属は、ニッケルめっき浴に溶解しない電位的に貴な金属のうち、ニッケルの還元反応を触媒する金属である、[9]に記載のめっき部材の製造方法。
[17]前記金属は、金、銀、及び銅からなる貴金属、白金、及びパラジウムからなる白金属、亜鉛、ルテニウム、並びにロジウムからなる群より選ばれる少なくとも1種の金属である、[9]~[16]のいずれか1項に記載のめっき部材の製造方法。
[18]前記金属は、亜鉛である、[9]~[16]のいずれか1項に記載のめっき部材の製造方法。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本軽金属株式会社
めっき部材及びその製造方法
1か月前
個人
フッ素樹脂塗装鋼板の保管方法
4か月前
株式会社京都マテリアルズ
めっき部材
2か月前
株式会社カネカ
製膜装置
2か月前
株式会社カネカ
製膜装置
2か月前
トヨタ自動車株式会社
治具
1か月前
株式会社KSマテリアル
防錆組成物
4か月前
日本化学産業株式会社
複合めっき皮膜
4か月前
エドワーズ株式会社
真空排気システム
1か月前
台灣晶技股ふん有限公司
無電解めっき法
3か月前
東京エレクトロン株式会社
成膜方法
2か月前
日東電工株式会社
積層体の製造方法
6か月前
株式会社カネカ
気化装置及び製膜装置
1か月前
JFEスチール株式会社
鋼部品
4か月前
東京エレクトロン株式会社
基板処理装置
6か月前
住友重機械工業株式会社
成膜装置
6か月前
株式会社アルバック
マスクユニット
1か月前
TOTO株式会社
構造部材
1か月前
住友重機械工業株式会社
成膜装置
5か月前
株式会社内村
防食具、防食具の設置方法
2か月前
黒崎播磨株式会社
溶射装置
2か月前
株式会社アルバック
基板ステージ装置
2か月前
株式会社デンソー
接合体
2か月前
国立大学法人千葉大学
成膜装置及び成膜方法
3か月前
日本コーティングセンター株式会社
炭化ホウ素被膜
1か月前
フジタ技研株式会社
被覆部材、及び、表面被覆金型
2か月前
黒崎播磨株式会社
溶射用ランス
6か月前
ケニックス株式会社
蒸発源装置
3か月前
信越化学工業株式会社
炭化金属被覆材料
17日前
株式会社アルバック
成膜装置、および搬送方法
4か月前
川崎重工業株式会社
水素遮蔽膜
3か月前
学校法人静岡理工科大学
放電被覆装置及び放電被覆方法
3か月前
東京エレクトロン株式会社
成膜方法及び成膜装置
2か月前
株式会社日本テクノ
ガス浸炭方法、ガス浸炭装置
1か月前
株式会社神戸製鋼所
成膜方法
4か月前
株式会社日本テクノ
ガス浸炭装置、浸炭室
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ