TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025155333
公報種別
公開特許公報(A)
公開日
2025-10-14
出願番号
2024059118
出願日
2024-04-01
発明の名称
鋼の連続鋳造用モールドフラックス及び連続鋳造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B22D
11/108 20060101AFI20251006BHJP(鋳造;粉末冶金)
要約
【課題】鋼の連続鋳造時にリムの肥大化を低減可能なモールドフラックスを開示する。
【解決手段】本開示のモールドフラックスを構成する基材は、SiO
2
濃度W
SiO2
が、20.0質量%以上45.0質量%以下、CaO濃度W
CaO
が、30.0質量%以上55.0質量%以下、Li
2
O濃度W
Li2O
が、2.0質量%未満、Na
2
O濃度W
Na2O
が、4.0質量%以上10.0質量%以下、K
2
O濃度W
K2O
が、1.0質量%以下、W
Li2O
、W
Na2O
及びW
K2O
の総和が、4.0質量%以上10.0質量%以下、MnO濃度W
MnO
が、2.0質量%以下、F濃度W
F
が、5.0質量%以上15.0質量%以下、その他の成分の合計濃度が、10.0質量%以下とされ、かつ、1.6≦W
CaO
/W
SiO2
<1.8を満足する。基材に占めるプリメルト基材の割合は、30質量%未満、又は、70質量%以上である。
【選択図】なし
特許請求の範囲
【請求項1】
鋼の連続鋳造用モールドフラックスであって、
前記モールドフラックスは、基材を含み、
前記基材は、
SiO
2
濃度W
SiO2
が、20.0質量%以上45.0質量%以下、
CaO濃度W
CaO
が、30.0質量%以上55.0質量%以下、
Li
2
O濃度W
Li2O
が、2.0質量%未満、
Na
2
O濃度W
Na2O
が、4.0質量%以上10.0質量%以下、
K
2
O濃度W
K2O
が、1.0質量%以下、
W
Li2O
、W
Na2O
及びW
K2O
の総和が、4.0質量%以上10.0質量%以下、
MnO濃度W
MnO
が、2.0質量%以下、
F濃度W
F
が、5.0質量%以上15.0質量%以下、
その他の成分の合計濃度が、10.0質量%以下、
とされ、かつ
下記(1)式:
1.6≦W
CaO
/W
SiO2
<1.8 ・・・(1)
を満足するものであり、
前記基材に占めるプリメルト基材の割合が、30質量%未満、又は、70質量%以上である、
鋼の連続鋳造用モールドフラックス。
続きを表示(約 370 文字)
【請求項2】
前記基材の前記MnO濃度W
MnO
が、0.5質量%以上2.0質量%以下とされている、
請求項1に記載の鋼の連続鋳造用モールドフラックス。
【請求項3】
前記モールドフラックスが、前記基材と骨材炭素粉とを含み、
前記骨材炭素粉が、膨張性黒鉛を含み、
前記骨材炭素粉の割合が、100質量%の前記基材に対して、0.5質量%以上10.0質量%以下であり、
前記膨張性黒鉛の割合が、100質量%の前記基材に対して、0.5質量%以上5.0質量%以下である、
請求項1に記載の鋼の連続鋳造用モールドフラックス。
【請求項4】
請求項1~3のいずれか1項に記載のモールドフラックスを鋳型内に供給すること、
を含む、鋼の連続鋳造方法。
発明の詳細な説明
【技術分野】
【0001】
本願は鋼の連続鋳造用モールドフラックス及び連続鋳造方法を開示する。
続きを表示(約 3,600 文字)
【背景技術】
【0002】
鋼の連続鋳造においては、鋳型内にモールドフラックスが供給される。鋳型内で溶融したモールドフラックスは、メニスカスから鋳型と凝固殻との間へと流入してフィルムを形成する等して、潤滑機能等の種々の機能を発揮する。このような鋼の連続鋳造用モールドフラックスとして、種々の組成を有するものが知られている(特許文献1~7等)。
【先行技術文献】
【特許文献】
【0003】
特開2001-179408号公報
特表2016-507382号公報
特開2004-136360号公報
特開2002-346708号公報
特開平7-164120号公報
特開2000-051998号公報
特開平10-258343号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
塩基度(CaOとSiO
2
との質量濃度比CaO/SiO
2
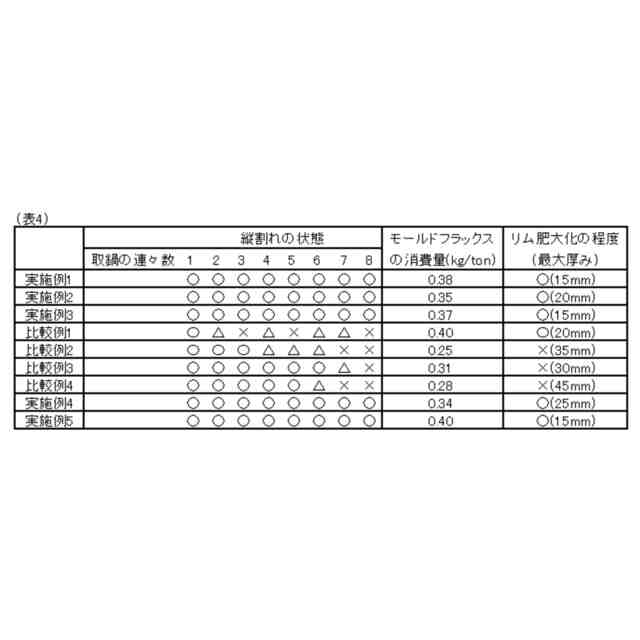
)が高く、凝固点が高いモールドフラックスを用いて連続鋳造を行った場合、鋳型内で鋳型壁面に沿って焼結部(リム)が肥大し、モールドフラックスの流入を阻害して潤滑性が損なわれ易い。また、肥大したリムが鋳型振動とともに上下に振動して、凝固殻先端を押さえつけることにより、凝固殻先端が局部的に変形し、鋳片表面の縦割れの原因になる。この点、鋼の連続鋳造時にリムの肥大化を低減可能な新たな技術が必要である。
【課題を解決するための手段】
【0005】
本願は、上記課題を解決するための手段として、以下の複数の態様を開示する。
<態様1>
鋼の連続鋳造用モールドフラックスであって、
前記モールドフラックスは、基材を含み、
前記基材は、
SiO
2
濃度W
SiO2
が、20.0質量%以上45.0質量%以下、
CaO濃度W
CaO
が、30.0質量%以上55.0質量%以下、
Li
2
O濃度W
Li2O
が、2.0質量%未満、
Na
2
O濃度W
Na2O
が、4.0質量%以上10.0質量%以下、
K
2
O濃度W
K2O
が、1.0質量%以下、
W
Li2O
、W
Na2O
及びW
K2O
の総和が、4.0質量%以上10.0質量%以下、
MnO濃度W
MnO
が、2.0質量%以下、
F濃度W
F
が、5.0質量%以上15.0質量%以下、
その他の成分の合計濃度が、10.0質量%以下、
とされ、かつ
下記(1)式:
1.6≦W
CaO
/W
SiO2
<1.8 ・・・(1)
を満足するものであり、
前記基材に占めるプリメルト基材の割合が、30質量%未満、又は、70質量%以上である、
鋼の連続鋳造用モールドフラックス。
<態様2>
前記基材の前記MnO濃度W
MnO
が、0.5質量%以上2.0質量%以下とされている、
態様1の鋼の連続鋳造用モールドフラックス。
<態様3>
前記モールドフラックスが、前記基材と骨材炭素粉とを含み、
前記骨材炭素粉が、膨張性黒鉛を含み、
前記骨材炭素粉の割合が、100質量%の前記基材に対して、0.5質量%以上10.0質量%以下であり、
前記膨張性黒鉛の割合が、100質量%の前記基材に対して、0.5質量%以上5.0質量%以下である、
態様1又は2の鋼の連続鋳造用モールドフラックス。
<態様4>
態様1~3のいずれかのモールドフラックスを鋳型内に供給すること、
を含む、鋼の連続鋳造方法。
【発明の効果】
【0006】
本開示のモールドフラックスを用いて鋼の連続鋳造を行った場合、リムの肥大化を低減することができる。
【発明を実施するための形態】
【0007】
1.鋼の連続鋳造用モールドフラックス
実施形態に係る鋼の連続鋳造用モールドフラックスは、基材を含む。本実施形態において、前記基材は、
SiO
2
濃度W
SiO2
が、20.0質量%以上45.0質量%以下、
CaO濃度W
CaO
が、30.0質量%以上55.0質量%以下、
Li
2
O濃度W
Li2O
が、2.0質量%未満、
Na
2
O濃度W
Na2O
が、4.0質量%以上10.0質量%以下、
K
2
O濃度W
K2O
が、1.0質量%以下、
W
Li2O
、W
Na2O
及びW
K2O
の総和が、4.0質量%以上10.0質量%以下、
MnO濃度W
MnO
が、2.0質量%以下、
F濃度W
F
が、5.0質量%以上15.0質量%以下、
その他の成分の合計濃度が、10.0質量%以下、
とされ、かつ
下記(1)式:
1.6≦W
CaO
/W
SiO2
<1.8 ・・・(1)
を満足するものである。また、本実施形態において、前記基材に占めるプリメルト基材の割合は、30質量%未満、又は、70質量%以上である。
【0008】
1.1 基材
本実施形態において、モールドフラックスを構成する基材は、SiO
2
、CaO、Na
2
O及びFを含み、任意にLi
2
O、K
2
O、MnO及びその他の成分を含む。ここで、SiO
2
、CaO、Na
2
O、Li
2
O、K
2
O及びMnOは、モールドフラックスに含まれるSi、Ca、Na、Li、K及びMnを左記の酸化物として換算したものである。モールドフラックスにおける各成分の濃度は、元素分析等によって容易に特定できる。
【0009】
1.1.1 SiO
2
濃度
基材のSiO
2
濃度W
SiO2
は、20.0質量%以上45.0質量%以下である。W
SiO2
は、後述の塩基度が満たされるように、CaO濃度W
CaO
に応じて適宜調整され得る。W
SiO2
は、22.0質量%以上、24.0質量%以上、26.0質量%以上又は28.0質量%以上であってもよく、42.0質量%以下、39.0質量%以下、36.0質量%以下又は32.0質量%以下であってもよい。モールドフラックスにおいて、酸化物換算でSiO
2
となり得る材料としては、SiO
2
そのもののほか、Siと他の元素との複合酸化物やプリメルト等が挙げられる。より具体的には、珪砂、珪藻土、珪灰石及びポルトランドセメント等が挙げられる。
【0010】
1.1.2 CaO濃度
基材のCaO濃度W
CaO
は、30.0質量%以上55.0質量%以下である。W
CaO
は、後述の塩基度が満たされるように、上述のSiO
2
濃度W
SiO2
に応じて適宜調整され得る。W
CaO
は、35質量%以上、40質量%以上又は45質量%以上であってもよく、54.0質量%以下、53.0質量%以下、52.0質量%以下又は51.0質量%以下であってもよい。モールドフラックスにおいて、酸化物換算でCaOとなり得る材料としては、CaOそのもののほか、CaCO
3
、CaF
2
、Caと他の元素との複合酸化物及びプリメルト等が挙げられる。また、上述した珪灰石やポルトランドセメントも酸化物換算でCaOとなり得る材料に該当する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
線材
4日前
日本製鉄株式会社
ボルト
19日前
日本製鉄株式会社
鋼部品
10日前
日本製鉄株式会社
鋼部品
10日前
日本製鉄株式会社
床構造
19日前
日本製鉄株式会社
床構造
19日前
日本製鉄株式会社
剪断機
19日前
日本製鉄株式会社
構造部材
29日前
日本製鉄株式会社
管理装置
1か月前
日本製鉄株式会社
溶接継手
2日前
日本製鉄株式会社
橋脚構造
8日前
日本製鉄株式会社
鍛鋼ロール
9日前
日本製鉄株式会社
腐食センサ
8日前
日本製鉄株式会社
鍛鋼ロール
9日前
日本製鉄株式会社
耐火構造物
1か月前
日本製鉄株式会社
耐火構造物
1か月前
日本製鉄株式会社
耐火構造物
1か月前
日本製鉄株式会社
転炉精錬方法
29日前
日本製鉄株式会社
高Ni合金鋼
8日前
日本製鉄株式会社
管理システム
8日前
日本製鉄株式会社
学習システム
11日前
日本製鉄株式会社
高Ni合金板
1か月前
日本製鉄株式会社
高Ni合金鋼
8日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
高炉の操業方法
10日前
日本製鉄株式会社
溶鉄の製造方法
10日前
日本製鉄株式会社
原油油槽用鋼材
4日前
日本製鉄株式会社
焼結鉱の製造方法
29日前
日本製鉄株式会社
合成梁及び床構造
29日前
日本製鉄株式会社
鋼の連続鋳造方法
15日前
日本製鉄株式会社
鋼の連続鋳造方法
9日前
日本製鉄株式会社
スポット溶接継手
1か月前
日本製鉄株式会社
合成梁及び床構造
29日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
金属材の製造方法
10日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ