TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025153603
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024056159
出願日
2024-03-29
発明の名称
冷間圧延方法および冷間圧延装置
出願人
JFEスチール株式会社
代理人
弁理士法人 佐野特許事務所
主分類
B21B
37/28 20060101AFI20251002BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】鋼板の破断を抑制可能な冷間圧延方法を提供する。
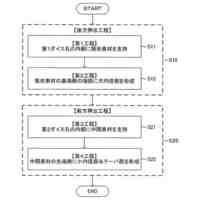
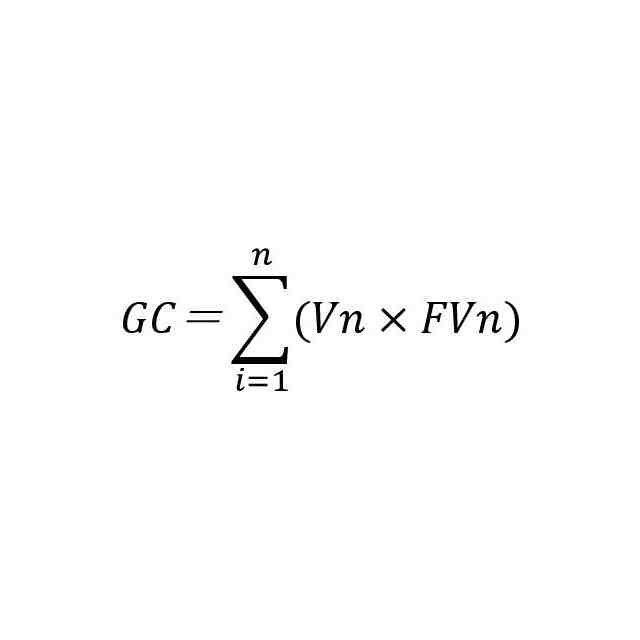
【解決手段】冷間圧延方法は、測定ステップと、ゲイン設定ステップと、制御ステップと、を備える。測定ステップは、冷間圧延機の出側における鋼板の形状を測定する。ゲイン設定ステップは、測定ステップにおいて測定された鋼板の形状に基づいて制御ゲインを設定する。制御ステップは、制御ゲインに応じて冷間圧延機を制御する。ゲイン設定ステップにおいて、ワークロールの直径が75mmより大きいときに制御ゲインとして設定される第1制御ゲインGCxと、直径が75mm以下のときに制御ゲインとして設定される第2制御ゲインGCyとが、GCy-GCx>0の関係を満たす。
【選択図】図3
特許請求の範囲
【請求項1】
ワークロールを備える冷間圧延機の出側における鋼板の形状を測定する測定ステップと、
前記測定ステップにおいて測定された前記鋼板の形状に基づいて制御ゲインを設定するゲイン設定ステップと、
前記制御ゲインに応じて前記冷間圧延機を制御する制御ステップと、
を備え、
前記ゲイン設定ステップにおいて、前記ワークロールの直径が75mmより大きいときに前記制御ゲインとして設定される第1制御ゲインGCxと、前記直径が75mm以下のときに前記制御ゲインとして設定される第2制御ゲインGCyとは下記(1)式を満たす冷間圧延方法。
GCy-GCx>0・・・・(1)
続きを表示(約 920 文字)
【請求項2】
前記ゲイン設定ステップは、
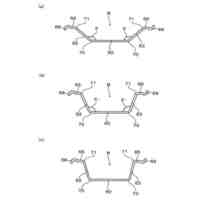
前記測定ステップにおいて測定された前記鋼板の形状と複数の形状偏差パターンのそれぞれとの適合率を、前記形状偏差パターンごとに個別に導出する導出ステップと、
前記形状偏差パターンごとに個別に設定された中間ゲイン値と前記形状偏差パターンごとの前記適合率とを乗算した乗算値を、前記形状偏差パターンごとに算出し、各前記乗算値の総和を前記制御ゲインとして設定する演算ステップと、
を含む請求項1に記載の冷間圧延方法。
【請求項3】
前記演算ステップは、前記直径が75mmよりも大きいときに、各前記中間ゲイン値のうちの負の前記中間ゲイン値の絶対値を、前記直径が75mm以下のときよりも小さくする請求項2に記載の冷間圧延方法。
【請求項4】
前記演算ステップは、負の前記中間ゲイン値の絶対値を小さくするときに、元の前記中間ゲイン値の絶対値の1/10倍以上、かつ3/5倍以下にする請求項3に記載の冷間圧延方法。
【請求項5】
前記演算ステップは、直径75mmよりも大きいときに、各前記中間ゲイン値のうちの正の前記中間ゲイン値の絶対値を、前記直径が75mm以下のときよりも大きくする請求項2から4のいずれかに記載の冷間圧延方法。
【請求項6】
前記直径を検出する検出ステップを備える請求項1に記載の冷間圧延方法。
【請求項7】
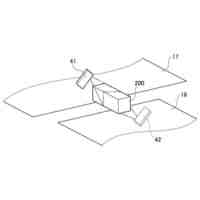
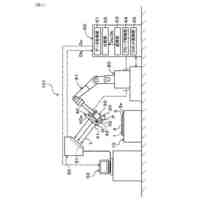
一対のワークロールを有し、前記ワークロール同士で鋼板を冷間圧延する圧延部と、
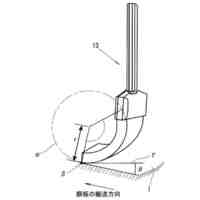
前記圧延部の出側において前記鋼板の形状を測定する測定部と、
前記測定部において測定された前記鋼板の形状に基づいて制御ゲインを設定し、前記制御ゲインに応じて前記圧延部を制御する制御部と、
を備え、
前記制御ゲインは、前記ワークロールの直径が75mmより大きいときに前記制御ゲインとして設定される第1制御ゲインGCxと、前記直径が75mm以下のときに前記制御ゲインとして設定される第2制御ゲインGCyとは下記(1)式を満たす冷間圧延装置。
GCy-GCx>0・・・・(1)
発明の詳細な説明
【技術分野】
【0001】
本発明は、冷間圧延方法および冷間圧延装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
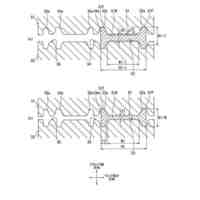
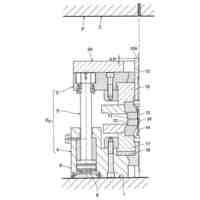
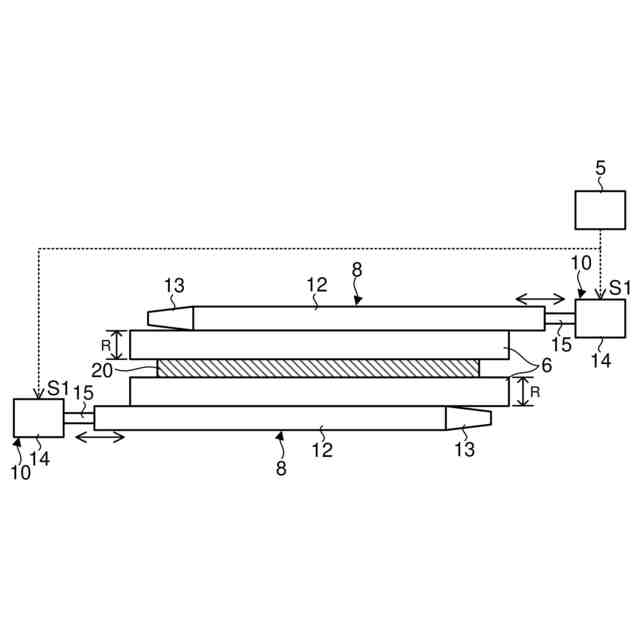
一般的な多段式圧延機として、鋼板を圧延するワークロールと、ワークロールを支持する中間ロールと、中間ロールの動作を制御するアクチュエータと、を備えている。アクチュエータの動作量は、所定の制御ゲインに応じて定まる。
【0003】
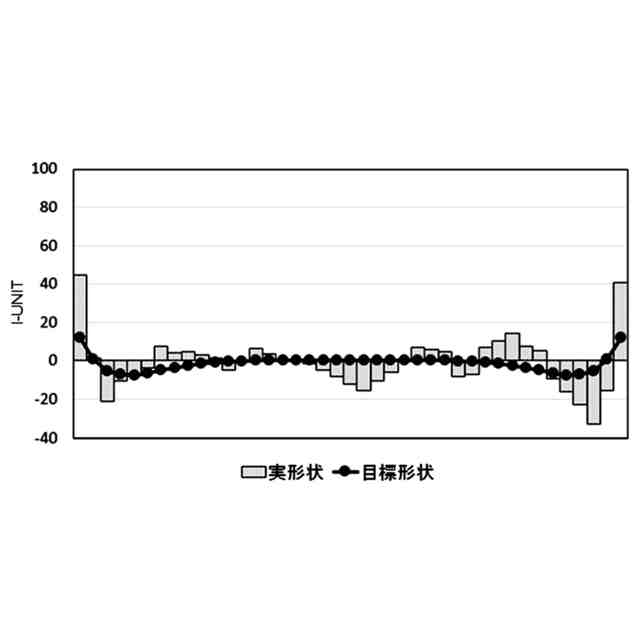
このような圧延機を用いた冷間圧延方法として、特許文献1に開示されているようなものがある。特許文献1の冷間圧延方法は、圧延機の出側において鋼板の形状を測定し、この測定結果に応じて制御ゲインに反映させるように圧延機をフィードバック制御しながら、鋼板の形状を目標形状の許容範囲内にする。これにより、鋼板の破断が抑制される。
【先行技術文献】
【特許文献】
【0004】
国際公開第2021/192713号
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上述した冷間圧延方法によって鋼板を冷間圧延したとしても、鋼板が破断することがあった。そこで、本発明の目的は、鋼板の破断を抑制可能な冷間圧延方法、および冷間圧延装置を提供することにある。
【課題を解決するための手段】
【0006】
上記目的を達成するために、冷間圧延方法は、ワークロールを備える冷間圧延機の出側における鋼板の形状を測定する測定ステップと、測定ステップにおいて測定された鋼板の形状に基づいて制御ゲインを設定するゲイン設定ステップと、制御ゲインに応じて冷間圧延機を制御する制御ステップと、を備え、ゲイン設定ステップにおいて、ワークロールの直径が75mmより大きいときに制御ゲインとして設定される第1制御ゲインGCxと、直径が75mm以下のときに制御ゲインとして設定される第2制御ゲインGCyとは下記(1)式を満たす(第1の構成)。
GCy-GCx>0・・・・(1)
【0007】
第1の構成に係る冷間圧延方法は、ゲイン設定ステップは、測定ステップにおいて測定された鋼板の形状と複数の形状偏差パターンのそれぞれとの適合率を、形状偏差パターンごとに個別に導出する導出ステップと、形状偏差パターンごとに個別に設定された中間ゲイン値と形状偏差パターンごとの適合率とを乗算した乗算値を、形状偏差パターンごとに算出し、各乗算値の総和を制御ゲインとして設定する演算ステップと、を含むように構成するとよい(第2の構成)。
【0008】
第2の構成に係る冷間圧延方法は、演算ステップは、直径が75mmよりも大きいときに、各中間ゲイン値のうちの負の中間ゲイン値の絶対値を、直径が75mm以下のときよりも小さくするように構成するとよい(第3の構成)。
【0009】
第3の構成に係る冷間圧延方法は、演算ステップは、負の中間ゲイン値の絶対値を小さくするときに、元の中間ゲイン値の絶対値の1/10倍以上、かつ3/5倍以下にするように構成するとよい(第4の構成)。
【0010】
第2から4のいずれかの構成に係る冷間圧延方法は、演算ステップは、直径75mmよりも大きいときに、各中間ゲイン値のうちの正の中間ゲイン値の絶対値を、直径が75mm以下のときよりも大きくするように構成するとよい(第5の構成)。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
オムロン株式会社
導線折り曲げ治具
2か月前
株式会社アマダ
曲げ金型
2か月前
トヨタ紡織株式会社
プレス金型
1か月前
トヨタ自動車株式会社
打ち抜き加工装置
12日前
日鉄建材株式会社
成形装置
26日前
トヨタ自動車株式会社
鋼板部材の製造方法
13日前
株式会社三明製作所
転造装置
2か月前
トヨタ自動車株式会社
鋼板部材の製造方法
13日前
フジテック株式会社
金属棒曲げ工具
28日前
東京精密発條株式会社
金属板の曲げ加工装置
1か月前
株式会社アマダ
ビード形成方法
7日前
共英製鋼株式会社
異形棒鋼の捻れ抑制方法
1か月前
トヨタ自動車株式会社
鋼板部材及びその製造方法
2か月前
東陽建設工機株式会社
鉄筋曲機
9日前
株式会社中田製作所
管外周長測定方法とその装置
1か月前
株式会社今井金箔
金属箔製造方法、及び、金属箔
2か月前
トヨタ自動車株式会社
金属部材の製造方法
1か月前
ダイハツ工業株式会社
剪断穴あけ装置
7日前
株式会社SIMA.I
転造盤
1か月前
三菱製鋼株式会社
測定装置及び方法
26日前
株式会社佐藤製作所
エルボ製品の製造方法及び装置
2か月前
株式会社アイシン
金属製筐体の製造方法および押出成型用金型
1か月前
JFEスチール株式会社
プレス成形品の製造方法、中間成形品
1か月前
日本製鉄株式会社
鋼矢板の製造方法
27日前
株式会社C&A
柱状構造体の作製方法
1か月前
株式会社アマダ
金型管理装置及び加工機制御装置
13日前
JFEスチール株式会社
H形鋼の製造方法
2か月前
UBEマシナリー株式会社
押出プレス装置のシャーナイフスプレー装置
2か月前
株式会社三五
筒状部材の形成方法
20日前
モリマシナリー株式会社
組立体の製造方法
13日前
トヨタ車体株式会社
パネル成形装置
2か月前
株式会社ヤマナカゴーキン
鍛造用金型装置
15日前
東洋製罐株式会社
金属容器の製造方法
1か月前
東陽建設工機株式会社
鉄筋曲機及び鉄筋曲げ方法
2か月前
株式会社ニチダイ
金属四角筒状体の製造方法
21日前
JFEスチール株式会社
残留投射材の除去装置
8日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ