TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025151922
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024053556
出願日
2024-03-28
発明の名称
ガスシールドアーク溶接方法、ガスシールドアーク溶接システム、および溶接ワイヤ
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B23K
9/12 20060101AFI20251002BHJP(工作機械;他に分類されない金属加工)
要約
【課題】優れた耐チップ摩耗性を提供する。
【解決手段】正送給と逆送給とを交互に繰り返しながら、予め定めた平均ワイヤ送給速度で、溶接ワイヤを送給する送給制御方法を適用したガスシールドアーク溶接方法において、前記溶接ワイヤは、FeまたはFe基の合金と、CuまたはCu基の合金によるメッキと、前記メッキ表面上に少なくとも層状結晶構造かつ硫化物の固体潤滑剤とを有するものであり、前記送給制御方法において、前記溶接ワイヤの先端位置に応じて、少なくとも溶接電流を制御するステップにおいて、前記正送給の期間における平均溶接電流ITP
AVE
が、前記予め定めた電流値よりも高い電流になるようにし、逆送期間から正送期間への切り替え時における溶接ワイヤの先端位置を基準としたワイヤ位置位相を0degとした場合に、前記低電流期間から前記高電流期間に切り替えるワイヤ位置位相が280°~350°の範囲で設定される。
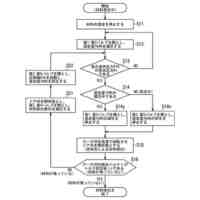
【選択図】図2
特許請求の範囲
【請求項1】
正送給と逆送給とを交互に繰り返しながら、予め定めた平均ワイヤ送給速度で、溶接ワイヤを送給する送給制御方法を適用したガスシールドアーク溶接方法であって、
前記溶接ワイヤは、
FeまたはFe基の合金と、
CuまたはCu基の合金によるメッキと、
前記メッキ表面上に少なくとも層状結晶構造かつ硫化物の固体潤滑剤とを有するものであり、
前記送給制御方法において、前記溶接ワイヤの先端位置に応じて、少なくとも溶接電流を制御するステップを有し、
前記少なくとも溶接電流を制御するステップにおいて、
前記溶接電流は、少なくとも、予め定めた電流値よりも高くなる高電流期間と、前記予め定めた電流値よりも低くなる低電流期間とを有し、前記正送給の期間における平均溶接電流ITP
AVE
が、前記予め定めた電流値よりも高い電流になるようにし、
逆送期間から正送期間への切り替え時における溶接ワイヤの先端位置を基準としたワイヤ位置位相を0degとした場合に、前記低電流期間から前記高電流期間に切り替えるワイヤ位置位相が280°~350°の範囲で設定されることを特徴とする、
ガスシールドアーク溶接方法。
続きを表示(約 1,700 文字)
【請求項2】
前記送給制御方法は、正送期間と逆送期間とを1周期としたワイヤ正逆周波数に応じて、周期的に正送と逆送を繰り返しながら、前記平均ワイヤ送給速度で前記溶接ワイヤを送給する方法であることを特徴とする、請求項1に記載のガスシールドアーク溶接方法。
【請求項3】
前記少なくとも溶接電流を制御するステップにおいては、
前記ワイヤ位置位相が100°~200°の範囲で設定されたワイヤ位置位相d1において、前記高電流期間から前記低電流期間に切り替えることを特徴とする、請求項2に記載のガスシールドアーク溶接方法。
【請求項4】
前記固体潤滑剤は、二流化モリブテンおよび二硫化タングステンのうち少なくとも一つを含むことを特徴とする、請求項1に記載のガスシールドアーク溶接方法。
【請求項5】
前記溶接ワイヤの表面に油が塗布されており、前記固体潤滑剤は前記油中に含まれることを特徴とする、請求項1に記載のガスシールドアーク溶接方法。
【請求項6】
前記固体潤滑剤は、ワイヤ10kgあたり0.05~0.40gであることを特徴とする、請求項1に記載のガスシールドアーク溶接方法。
【請求項7】
正送給と逆送給とを交互に繰り返しながら、予め定めた平均ワイヤ送給速度で、溶接ワイヤを送給する送給制御方法を適用したガスシールドアーク溶接システムであって、
前記溶接ワイヤと、送給制御装置とを備え、
前記溶接ワイヤは、
FeまたはFe基の合金と、
CuまたはCu基の合金によるメッキと、
前記メッキ表面上に少なくとも層状結晶構造かつ硫化物の固体潤滑剤とを有するものであり、
前記送給制御装置は、前記溶接ワイヤの先端位置に応じて、少なくとも溶接電流を制御し、
前記溶接電流は、少なくとも、予め定めた電流値よりも高くなる高電流期間と、前記予め定めた電流値よりも低くなる低電流期間とを有し、前記送給制御装置は前記溶接電流を、前記正送給の期間における平均溶接電流ITP
AVE
が、予め定めた電流値よりも高い電流になるようにし、
逆送期間から正送期間への切り替え時における溶接ワイヤの先端位置を基準としたワイヤ位置位相を0degとした場合に、前記低電流期間から前記高電流期間に切り替えるワイヤ位置位相が280°~350°の範囲で設定されることを特徴とする、
ガスシールドアーク溶接システム。
【請求項8】
正送給と逆送給とを交互に繰り返し、溶接ワイヤの先端位置に応じて、少なくとも、正送給の期間における溶接電流の平均を、予め定めた電流値よりも高い電流になるように制御し、予め定めた平均ワイヤ送給速度で、前記溶接ワイヤを送給する送給制御方法に用いられるための溶接ワイヤであって、
FeまたはFe基の合金と、
CuまたはCu基の合金によるメッキと、
前記メッキ表面上に少なくとも層状結晶構造かつ硫化物の固体潤滑剤とを有する、
溶接ワイヤ。
【請求項9】
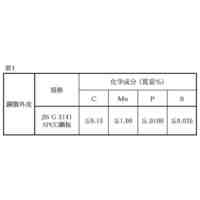
前記溶接ワイヤは、
前記溶接ワイヤの全質量に対して、
Fe:90質量%以上、
C:0.15質量%以下、
Si:1.10質量%以下、
Mn:2.30質量%以下、
Ti:0.30質量%以下、
Al:0.30質量%以下、
Zr:0.30質量%以下、
Mg:0.30質量%以下、
Ni:4.75質量%以下、
Cr:0.60質量%以下、
Mo:0.90質量%以下、
Cu:0.50質量%以下、
Nb:0.50質量%以下、
V:0.50質量%以下、
B:0.0050質量%以下、
P:0.050質量%以下、
S:0.050質量%以下、
を含有することを特徴とする、請求項8に記載の溶接ワイヤ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ガスシールドアーク溶接方法、ガスシールドアーク溶接システム、および溶接ワイヤに関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
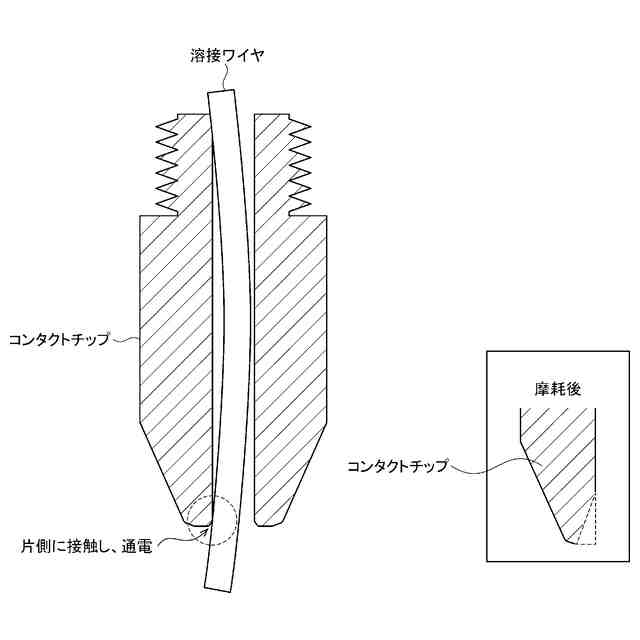
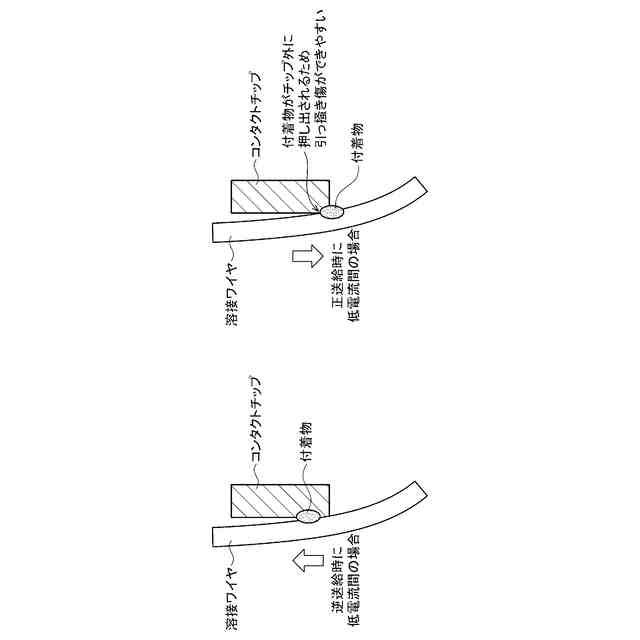
消耗電極式のガスシールドアーク溶接は、コンタクトチップを介して、常に送給される消耗電極(以降、溶接ワイヤとも称する。)に電流を送り、溶接ワイヤを溶融させ、アーク溶接を行う。このとき、溶接ワイヤはコンタクトチップに摺動しながら通電するため、主に凝着摩耗やアブレシブ摩耗といった摩耗形態の摩耗現象が顕著になる。アブレシブ摩耗は、ひっかき摩耗とも呼ばれる。
【0003】
このような摩耗は、一般的に溶接ワイヤよりも融点が低く、柔らかい素材を用いるコンタクトチップ側で起こる。このコンタクトチップ側の摩耗のことを、以下、チップ摩耗とも称する。チップ摩耗は、溶接ワイヤの送給速度が速いほど、または溶接電流が上下に変動するほど摩耗量は大きくなる傾向にある。このため、近年、適用されることが多くなっている送給制御方法は、溶接ワイヤを高速で正送給と逆送給とを交互に切り替えるとともに、溶接電流の変動も起こるため、特にチップ摩耗が起こりやすくなるという問題点がある。
【0004】
特許文献1には、鋼材の表面に銅めっき層が形成されたアーク溶接用ソリッドワイヤであって、鋼材及び銅めっき層中のCu量が、ワイヤ全質量あたり0.05~0.30質量%であり、ワイヤ表面に、ワイヤ1kgあたり0.05~0.20gの油が塗布されており、銅めっき層の表面における、周方向の算術平均粗さRacが0.25~1.00μm、かつ、長手方向の算術平均粗さRalが0.07~0.50μmであるアーク溶接用ソリッドワイヤにおいて、長時間連続で溶接した場合でも、アーク安定性に優れたアーク溶接用ソリッドワイヤを提供する技術が開示されている。
【0005】
特許文献2には、ワイヤの正送給期間と逆送給期間の周期的な切り替えを伴いながらワイヤの送給を制御する送給制御手段と、母材の表面との距離が周期的に変動するワイヤの先端位置に応じて溶接電流を変化させる電流制御手段とを備え、送給制御手段は、ワイヤの先端が母材に最も近付いた位置である最近点から母材から最も遠ざかった位置である最遠点へ至るまで時間を、ワイヤの先端が最遠点から最近点へ至るまでの時間よりも短くするように制御し、電流制御手段は、ワイヤの先端が逆送給される期間内に、溶接電流を予め定めた電流値よりも低下させる低電流期間を設けるように制御する溶接電源であり、スパッタを飛散しにくくし、かつ、コンタクトチップを摩耗しにくくする技術が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開2021-159957号公報
特開2022-33399号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1は、溶接電流200A程度の低電流の送給制御方法による技術である。ここで、送給制御溶接方法の中にも種類があり、溶接ワイヤの送給速度を正送期間と逆送期間とに交互に切り換え、短絡期間とアーク期間とを発生させる短絡移行の形態をベースとして低電流域で溶接するタイプ(以降、「短絡型送給制御法」とも称する。)と、溶接ワイヤの送給速度を正送期間と逆送期間とに交互に切り換え、短絡期間の発生を抑止させるグロビュール移行の形態をベースとして中電流域以上で溶接するタイプ(以降、「短絡抑制型送給制御法」とも称する。)が挙げられる。特許文献1はこのうちの短絡型送給制御法であって、概ね250A以下の低電流域で溶接するため、凝着摩耗による影響については考慮されていない。
【0008】
一方、特許文献2は、中電流域以上に適正をもつ短絡抑制型送給制御法であり、ワイヤ送給速度を小さくし、電流非抑制期間を長くし、溶接電流を低く維持することでチップ摩耗に対し効果があることを開示している。しかしながら、ワイヤ送給速度を小さくし、かつ電流非抑制期間の電流は、低めに抑制しなければならないため、適用条件が限定される。具体的には、ワイヤ送給速度および溶接電流を上げることが制限されるため、高電流域の溶接に対しては、チップ摩耗に対し効果を期待することはできない。また、チップ摩耗に対しどれほどの効果があるのかについては明記されておらず、さらに電流非抑制期間と電流抑制期間を設けることで起こる電流変動によって生じる凝着摩耗の影響については考慮されていない。
【0009】
よって、本願発明は、上述した課題を解決するものであり、正送給と逆送給とを交互に繰り返しながら、予め定めた平均ワイヤ送給速度で、溶接ワイヤを送給する送給制御方法において、電流域を問わず、優れた耐チップ摩耗性を得ることができるガスシールドアーク溶接方法、この方法に用いられる溶接システムおよび溶接ワイヤを提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、下記の構成からなる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
銅合金
23日前
株式会社神戸製鋼所
混練機
1か月前
株式会社神戸製鋼所
混合装置
1か月前
株式会社神戸製鋼所
混練装置
1か月前
株式会社神戸製鋼所
接点材料
21日前
株式会社神戸製鋼所
混練装置
1か月前
株式会社神戸製鋼所
混合装置
1か月前
株式会社神戸製鋼所
ボルト用鋼
1か月前
株式会社神戸製鋼所
浸炭窒化鋼材
1か月前
株式会社神戸製鋼所
圧縮機ユニット
1か月前
株式会社神戸製鋼所
出湯用スリーブ
8日前
株式会社神戸製鋼所
熱交換システム
21日前
株式会社神戸製鋼所
再生ゴム製造方法
8日前
株式会社神戸製鋼所
焼結鉱の製造方法
1か月前
株式会社神戸製鋼所
ステッピングモータ
1か月前
株式会社神戸製鋼所
アルミニウム合金押出材
1か月前
株式会社神戸製鋼所
スラグ流出予兆検知方法
1か月前
株式会社神戸製鋼所
微小構造物及びその製造方法
2日前
株式会社神戸製鋼所
異種金属接合体及びその製造方法
1か月前
株式会社神戸製鋼所
チタン板およびチタン板の製造方法
1か月前
株式会社神戸製鋼所
溶接金属、溶接継手及び溶接構造物
29日前
株式会社神戸製鋼所
熱延鋼板の製造方法および熱延鋼板
1か月前
株式会社神戸製鋼所
水素供給システムおよび水素供給方法
1か月前
株式会社神戸製鋼所
冷間加工用機械構造用鋼線とその製造方法
1か月前
株式会社神戸製鋼所
カップリング組付用治具及び治具付き押出機
1か月前
株式会社神戸製鋼所
移動機械システムおよび移動機械の運用方法
1か月前
株式会社神戸製鋼所
密閉型混練機及び密閉型混練機用混練ロータ
8日前
株式会社神戸製鋼所
アルミニウム合金熱間鍛造材及びその製造方法
1か月前
株式会社神戸製鋼所
多孔質炭素の製造方法および二酸化炭素分離方法
1か月前
株式会社神戸製鋼所
形状解析システム、形状解析方法、及びプログラム
1か月前
株式会社神戸製鋼所
制御方法、溶接電源、溶接システム及び制御プログラム
29日前
株式会社神戸製鋼所
ガス供給システム改良方法及びガス供給システム改良装置
1か月前
株式会社神戸製鋼所
サイドドア
1か月前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
24日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
23日前
株式会社神戸製鋼所
二次精錬条件および連続鋳造条件の決定方法と鋼の製造方法
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ